CNC加工识图基础.docx
《CNC加工识图基础.docx》由会员分享,可在线阅读,更多相关《CNC加工识图基础.docx(7页珍藏版)》请在冰豆网上搜索。
CNC加工识图基础
CNC加工识图基础
精加工识图
一、识图基本知识
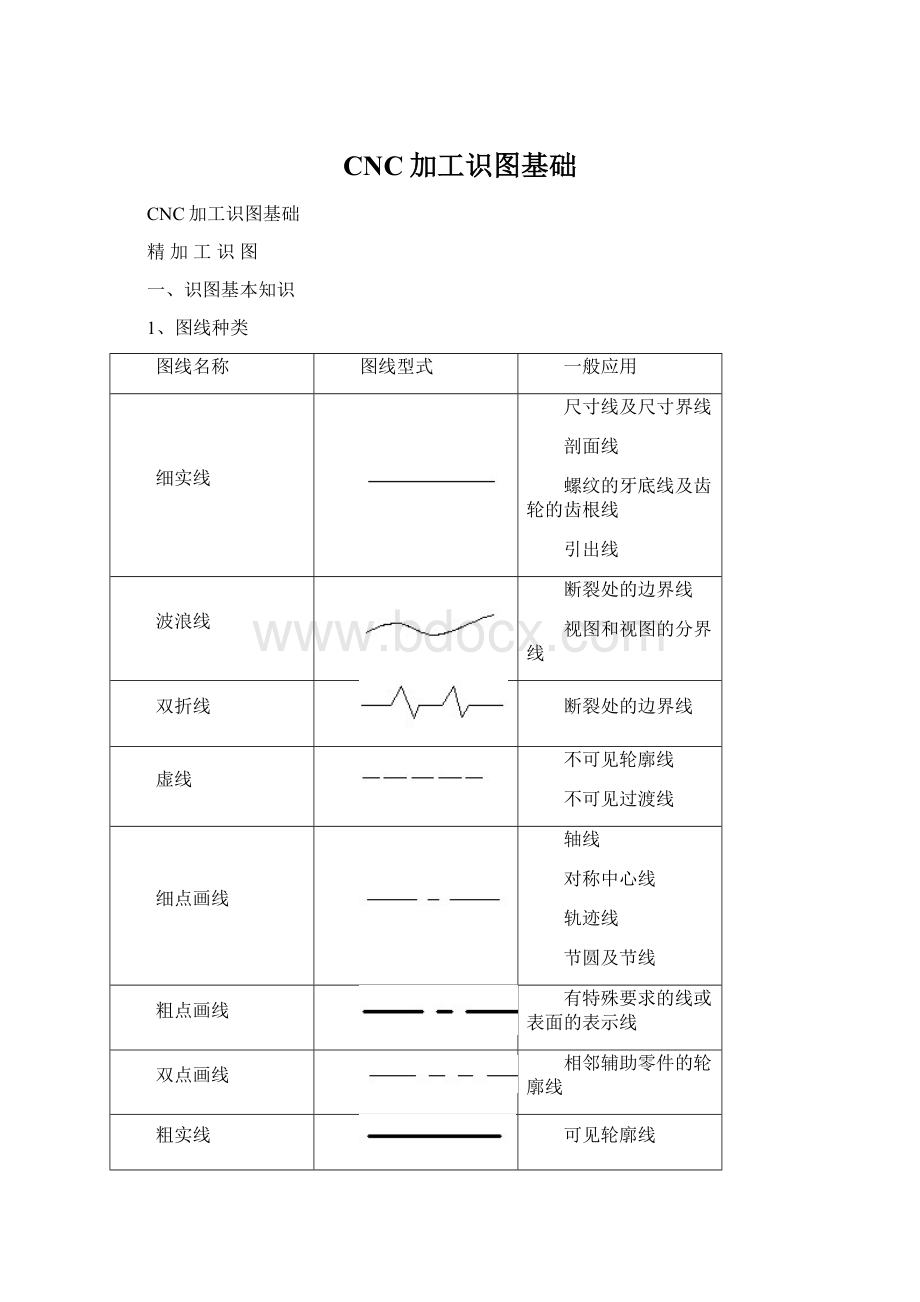
1、图线种类
图线名称
图线型式
一般应用
细实线
尺寸线及尺寸界线
剖面线
螺纹的牙底线及齿轮的齿根线
引出线
波浪线
断裂处的边界线
视图和视图的分界线
双折线
断裂处的边界线
虚线
不可见轮廓线
不可见过渡线
细点画线
轴线
对称中心线
轨迹线
节圆及节线
粗点画线
有特殊要求的线或表面的表示线
双点画线
相邻辅助零件的轮廓线
粗实线
可见轮廓线
可见
2、图纸幅面(GB/T14689-1993)
GB/T14689-1993
GB---表示国家标准汉语拼音字头
T---表示技术制图英文的第一个字母
14689---表示标准编号
1993---表示年号
1、图纸幅面尺寸和代号
3、视图的对应关系
主视图反映物体上下方向的高度尺寸和左右方向的长度尺寸。
俯视图反映了形体左右方向的长度尺寸和前后方向的宽度尺寸。
左视图放映了形体上下方向的高度尺寸和前后方向的宽度尺寸。
由此归纳得出:
“主俯视图长对正;主左视图高平齐;俯左视图宽相等”
二、形位公差的含义及影响
1、形位公差的含义:
任何零件的加工过程中由于各种因素的影响总会产生形状、位置方面的误差。
2、形位误差的定义:
零件的实际形状、位置对其理想形状、位置的变动量。
3、形位误差的影响
(1)影响配合的松紧程度,如圆度,轴线的直线度。
(2)影响可装入性,如螺栓的位置度。
(3)影响零件的其它功能。
综上所述:
形位误差的大小是衡量产品质量的一项重要指标,为保证产品质量,实现互换性,应控制零件的形位误差,即规定公差。
零件的几何要素
几何要素的定义:
代表零件几何形状特性的点、线、面。
(1)中心要素:
圆心、球心、中心线、轴线等。
(2)轮廓要素:
零件外形轮廓,圆柱面、球面、素线等。
(3)被测要素:
给出形位公差要求的要素。
(4)基准要素:
用来确定被侧要素方向、位置的要素。
形位公差项目符号
形位公差的标注:
1、公差框
第一格:
公差项目第二格:
公差值第三格:
基准
2、指引线:
将框格与被测要素联系起来。
说明:
被测要素为中心要素时,指引线箭头与尺寸线对齐。
3、基准符号
位置公差必须标注基准。
基准代号的注法:
基准代号对准基准要素,无论基准方向如何,基准代号中字母必须顺正方向写。
说明:
基准为中心要素时,基准符号与尺寸线对齐。
形位公差标注示例:
三、表面粗糙度
表面粗糙度是指加工表面上具有较小的间距和峰谷所组成的微观几何形状特征。
(1)表面粗糙度符号含义如下:
:
基本符号,表示表面可用任何方法获得。
不加注粗糙度参数或有关说明时,仅适用于简化代号标准。
(如表面处理、局部热处理状况等)。
:
基本符号加一短线,表示表面是用去除材料的方法获得。
(如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等)
:
基本符号加一小圆,表示表面是用不去除材料的方法获得。
(如铸、锻、冲压变形、热轧、粉末冶金等)
(2)表面粗糙度Ra值得含义举例如下:
:
用任何方法获得的表面粗糙度Ra最大允许值为3.2um。
:
用去除材料的方法获得的表面粗糙度Ra最大允许值3.2um。
:
用不去除材料的方法获得的表面粗糙度Ra最大允许值为3.2um。
(4)表面粗糙度的检测。
检测表面粗糙度常用比较法。
比较法是将被测面与已知高度参数值得表面粗糙度样块进行比较,用目测喝手摸的感触来判断表面粗糙的一种检验方法。
比较时还可借助放大镜等工具,以减少误差。
比较时,样板与被检表面的加工纹理方向应保持一致。
此外,还有光切法、干涉法、感触法等检验方法。
基准的选择
机械零件表面之间的相对位置包括两方面的要求:
一方面是表面间的位置尺寸精度;另一方面是相对位置精度。
而表面件的尺寸精度和位置精度要求是离不开参考依据的基准。
四、基准
零件是用来确定其它点线面的位置,所依据的点、线、面叫做基准。
1.设计基准
在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
2.工艺基准
零件在加工、检验和装配过程中所使用的基准为工艺基准。
工艺基准分为定位基准、测量基准和装配基准。
(1)定位基准---加工时用以确定工件相对于机床刀具正确位置的基准称为定位基准。
(2)测量基准---用以检验已加工表面尺寸和位置时所依据的基准称为测量基准。
(3)装配基准---装配时用来确定零件或部件在机器中的位置所采用的基准。
例如轴类零件的轴颈,齿轮零件的内孔喝箱体的底面等常为装配基准。
如图所示零件,轴线O-O是各外圆和内孔的设计基准,也是两项跳动误差的设计基准,端面A是端面B、C的设计基准。
五、精加工图纸的识别
(1)看标题栏标题栏的文字方向则为看图的方向从中概括地了解零件的型号,材料,版本号,长度锯切未注公差,冲钻等精加工未注公差(采用GB/T1804-2000)等.
(2)看零件形体,看懂零件各部分的形状,然后综合想象出整个零件的形状。
(3)看结构尺寸,进行尺寸分析,掌握尺寸种类和加工顺序。
(4)看技术要求,分析零件的尺寸公差,形位公差,表面粗糙度和其他技术要求,以变进一步考虑相应的加工方法。
A4加工图纸的组成:
A4纸图框,标题栏,基本视图,加工工艺,加工要求
加工要求:
加工工序,加工设备,模(夹)具,对应加工工序所要达到的要求。
配合
基本尺寸相同,相互结合的孔和轴公差带之间的关系称为配合。
配合有三种类型:
间隙配合,过盈配合,过渡配合。
配合制度分为基孔制和基轴制。
 升级会员
升级会员 