电热管生产作业指导书.docx
《电热管生产作业指导书.docx》由会员分享,可在线阅读,更多相关《电热管生产作业指导书.docx(13页珍藏版)》请在冰豆网上搜索。
电热管生产作业指导书
XXX电器有限公司
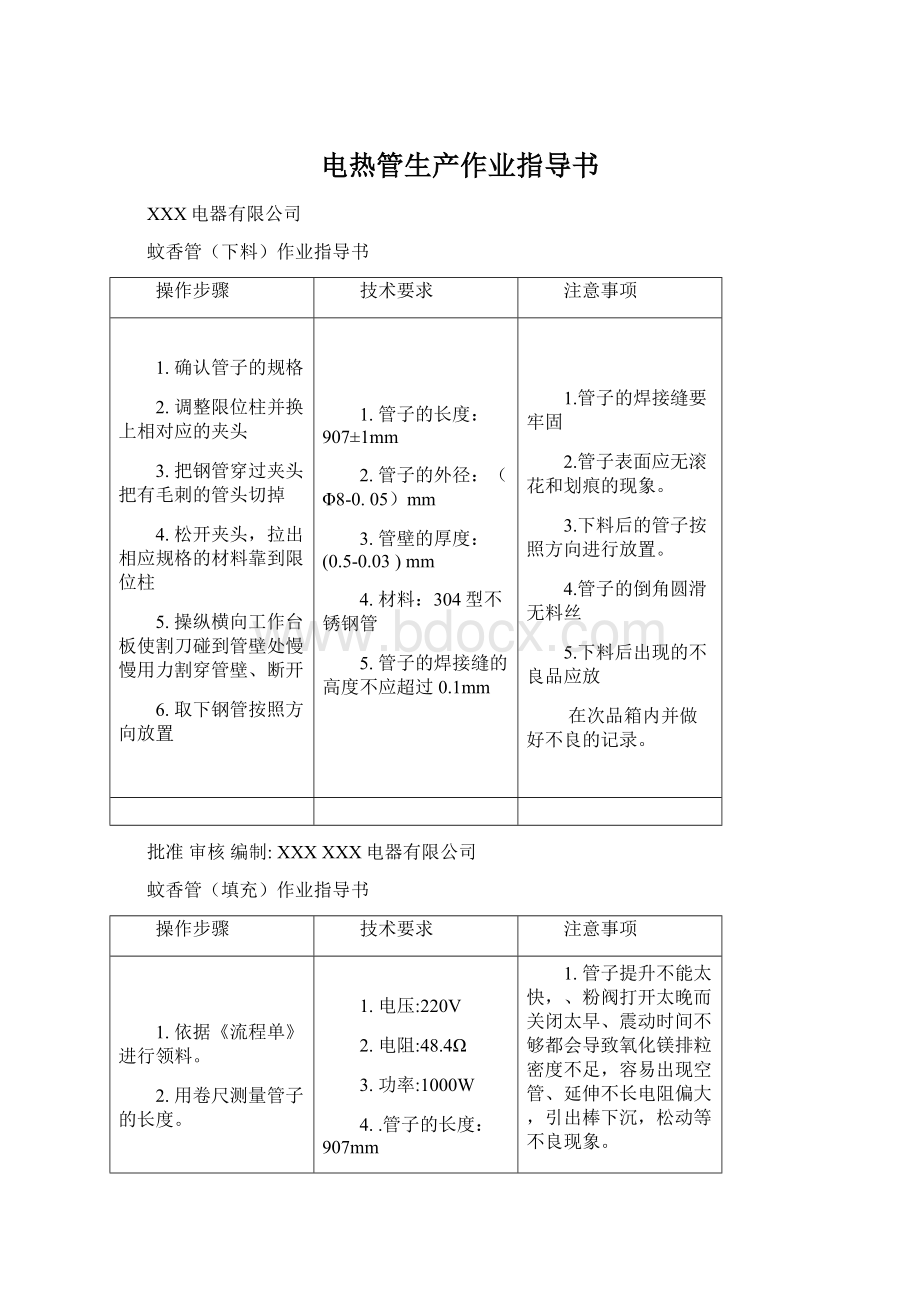
蚊香管(下料)作业指导书
操作步骤
技术要求
注意事项
1.确认管子的规格
2.调整限位柱并换上相对应的夹头
3.把钢管穿过夹头把有毛刺的管头切掉
4.松开夹头,拉出相应规格的材料靠到限位柱
5.操纵横向工作台板使割刀碰到管壁处慢慢用力割穿管壁、断开
6.取下钢管按照方向放置
1.管子的长度:
907±1mm
2.管子的外径:
(Φ8-0.05)mm
3.管壁的厚度:
(0.5-0.03)mm
4.材料:
304型不锈钢管
5.管子的焊接缝的高度不应超过0.1mm
1.管子的焊接缝要牢固
2.管子表面应无滚花和划痕的现象。
3.下料后的管子按照方向进行放置。
4.管子的倒角圆滑无料丝
5.下料后出现的不良品应放
在次品箱内并做好不良的记录。
批准审核编制:
XXXXXX电器有限公司
蚊香管(填充)作业指导书
操作步骤
技术要求
注意事项
1.依据《流程单》进行领料。
2.用卷尺测量管子的长度。
3.用万用表测量电阻丝的电阻是否在要求的范围内。
4.检测氧化镁粉有无杂质,铁渣。
5.把管子放在插管夹上
6.把引出棒挂在导管上。
7.按下开关填充振动板开始工作。
8.填充完毕,把填充管从装管座上取下,并进行检测。
9.套塑料塞头
1.电压:
220V
2.电阻:
48.4Ω
3.功率:
1000W
4..管子的长度:
907mm
5.规格:
Φ8*0.5mm
6.镁粉型号:
GSM1A,高温粉
7.试样时把管径、长度、重量记录在案
1.管子提升不能太快,、粉阀打开太晚而关闭太早、震动时间不够都会导致氧化镁排粒密度不足,容易出现空管、延伸不长电阻偏大,引出棒下沉,松动等不良现象。
2.填充时漏下去的镁粉不能单独罐装管子,否则会导致缩管后的管子延伸过长,电阻变小,折弯时产生伤痕和断裂的现象。
3.镁粉必须筛除杂质,并用磁铁吸掉微小的导电颗粒杂物
4..保证灌粉机的的上升速度的均匀性
5.加粉后的次品应单独放在次品箱内,并做好不良的记录。
6..领取相应规格、型号及数量的管子。
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(缩管)作业指导书
操作步骤
技术参数
注意事项
1.依据《流程单》在同组填充区内领取相应规格、型号及数量的填充管。
2.测量填充管的管体有效长度。
3.检测填充管的电阻值是否符合缩管前的电阻范围。
4.检查填充管两端塞子是否固定牢固。
5.缩管前测试填充管的电气强度。
6.缩管
7.缩管后测量填充管的电阻。
1.缩管前管子测试的电气强度为(2500V0.5mA)应无闪烙击穿的现象。
2.填充管经缩管后测量的电阻应符合
电阻的偏差范围(46.09-53.77)Ω
3.φ8*0.5的填充管经缩管后管径应
在(φ6.6-0.1至φ8+0.1)的范围内。
4.缩管后的长度为(1025~1035)mm
5.引出棒的外露长度为(12~22)mm
1.填充管打高压前先检查耐压测试仪是否正常。
2.在进行测试时偶尔会出现时段性的被测管无一不良或大部分被测管耐压通不过,应检查高压测试台有无异常。
3.缩管前先用布擦去管外壁的油污和粉沫。
4.缩管时应敲头在前挂头在后。
5.缩管时应管子与管子保持管长的20%距离防止碰头卡死滚轮。
6.缩管机工作一段时间后应清理、打光。
7.缩管时如发现异常应立即停止缩管。
8.缩管中不合格的产品应放入次品箱中并做好不良记录。
批准:
审核编制:
XXX
XXX电器有限公司
蚊香管(喷砂)作业指导书
操作步骤
技术要求
注意事项
1.把平好的管子放在产品架子上推进喷砂房
2.喷粉前把引风机打开
3.打开气阀,等枪口有砂子喷出时对准管口缓慢的移动喷枪使镁粉脱离管口.
4.检测管口的镁粉是否符合喷砂的技术要求并把不符合要求的挑出重新喷砂
5.把喷砂好的管子按照原来的方向进行放置
1.喷砂后镁粉距离管口的位置为5-6mm
2.喷砂后管口底部的镁粉要平整.
喷砂后挂头和敲头不能混淆放置
批准审核编制:
XXX
XXX电器有限公司
蚊香管(平头)作业指导书
操作步骤
技术要求
注意事项
1.按照《流程单》领要求规格的管子。
2.打开电源开关使飞刀运转起来
3..把管子放入钳口内、用左脚打开气动开关使管子卡紧
4.用右手推动纵向操作杆使工作台缓慢滑下飞刀的中心孔直至到位后反回
5.左脚离开气动开关
6.取出管子按位置放置(不用关闭电源)循环下一步操作
.1.平头长度为1010±0.5mm
2..平头后引出棒的外露长度为(15-25)mm
1.平头检测有无空管
2.引出棒的外露长度要符合要求
3.刀口平滑、切口处无无料丝和塞头
1..平头后长度符合要求
2.平同头后的不良品应放置在次品箱内,并进行不良记录。
3.对发现的不良情况应及时的反馈于上一道工序,以便上一道工序查明异常原因防止出现批量性的不良品
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(发黑)作业指导书
操作步骤
技术要求
注意事项
1.打开总电源
2.设定温度
3.温度达到400°时启动网带
4.关闭发生器的长明阀
5.启动水泵按钮
6.打开AGL火焰检测按钮
7.打开气体发生器按钮达到设定的温度时放置产品
1.设定温度:
1温区1030°
2温区1080°
2.网带速度:
11Hz
3.煤气压力:
2.1Pa
4.空气压力:
30Pa
1.开启时检测阀门是否牢固、管道连接是否通畅
2.检测仪表工作是否正常
3.煤气指示灯报警时要更换煤气缸瓶,并重新调整煤气的压力配比
4.在网带上放置产品时要井然有序,位置方向不要颠倒
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(切头)作业指导书
操作步骤
技术要求
注意事项
1.依据外露引出棒的尺寸要求更换与之相应的刀模
2.把管口外壁靠紧下刀模,踩下启动开关切除多余的外露引出棒
3.取下管子按照方向放置(挂钩一端和敲头一端要分开不能混淆)
1.切头后引出棒的外露长度为13mm
2.外露引出棒不能弯曲,切口端要平整
1.在进行切头时要先进行试样,检测引出棒的外露长度是否符合要求
2.在切头时管口的外壁一定要靠近下刀模防止切头后外露引出棒的长度长短不一
3.切头后的管子一定要按照方向放置在产品箱内
4.切头后不符合要求的管子应放置在次品箱内并做好不良的记录。
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(折弯)作业指导书
操作步骤
技术要求
注意事项
1.把切头后的管子放置在折弯区域内
2.产品按照要求放置在模具上,推动操纵杆,按照图纸的技术要求进行两次折弯
3.折弯后把产品从模具上拿下并按照方向进行放置
1.第一个弯的尺寸长度为:
42mm(发黑前的一端)
2.第二个弯的尺寸长度为:
80mm(发黑后的一端)
3.打弯后管子中间的长度为918mm
1.打弯的两端不能混淆
2.打弯时,管子的弧度要到位
3.打弯后的管子要按照方向进行放置,并且放置时要小心轻放,放置管子变形
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(打预弯)作业指导书
操作步骤
技术要求
注意事项
1.把打弯后的管子放置在打预弯处
2.把42mm的一端弯头朝下,套入模具的孔内
3.推动模具的操作压棱推向内侧,依据图纸的要求打预弯
1.打预弯的一端为42mm的一端
2.打预弯后管子的弧度应小于140mm
1.打弯的两端不能混淆
2.打弯时,管子的弧度要到位
3.打弯后的管子要按照方向进行放置,并且放置时要小心轻放,放置管子变形
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(盘圈)作业指导书
操作步骤
技术要求
注意事项
1.把打预弯后的管子放置在盘圈的区域内
2.把管子弯度为80mm的一端靠近宝塔盘圈的边孔
3.开启气动阀门,使压轮伸出抵住管子
4.按下旋转按钮开始盘圆
5.盘圆完毕按下复位按钮,把管子取下
靠近宝塔盘圈的的一端为管子弯度为80mm的一端
1.盘圈完毕后要用手按住产品然后按下复位按钮防止盘圈后回弹不一
2.取下放置时要小心轻放防止产品变形
3.盘圈后不符合要求的产品应防入次品箱内避免与良品混淆
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(油压)作业指导书
操作步骤
技术要求
注意事项
1.把盘圈之后的产品放置在油压区域内
2.把产品放置在油压模具里面,并把管子的两端对准两个孔位全部放置进去
3.打开油压启动开关,把产品压到位
4.启动开关的复位按钮自动弹出产品
1.油压后的管子的厚度(6.2±0.1)mm
2.气压调整为0.5MPa
1.调整油压机压力和缓冲动的形成
2.朝油压机里防治产品时要放置到位防止产品变形
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(气压倒)作业指导书
操作步骤
技术要求
注意事项
1.把油压后的产品放置在气压倒的区域内。
2.把油压后的圆盘两脚朝上放入模具内,放
型盖板启动气压棱
3.取下产品
气压倒后的两脚要平行
.
气压倒后的管子管壁不能有压痕
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(清洗)作业指导书
操作步骤
技术要求
注意事项
.
1.把下好料的管子放置在清洗处
2.把管子放在水里清洗
3.清洗后把管子平衡的放置在产品铁架上并吹干
4.吹过后把管子放置在烘箱里烘干
1.用气泵吹时调整的压力为8KG
2.烘箱设定的温度为(80-100)
1.管子的摆放要整齐、有序
2.烘过后的管子要干燥,不能有残余的水分
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(排潮)作业指导书
操作步骤
技术要求
注意事项
1.把打完小弯的产品放进烘箱内
2.关闭烘箱门
3.设定烘箱的温度.
4.打开烘箱的电源
1.烘箱的设定温度为:
380度
2.排潮时间为12个小时
1.产品放进烘箱时要整齐的排放
2.排潮的时间和烘箱设定的温度要符合技术要求
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(耐压测试)作业指导书
操作步骤
技术要求
注意事项
1.排潮完毕后把产品放置在产品箱内进行耐压测试
2.启动耐压仪的开关,调整输出电压和击穿电流的值
3.把接地的一端连接到被测产品的金属外壳上
4.高压探棒的一端接触产品的一极
5.测试完毕按下复位按钮把产品拿下放置在要求的产品箱内,循环下一个产品的操作
1.耐压仪的输出电压调整值为2000V
2.耐压仪的击穿电流调整值为0.5mA
3.产品测试耐压时应无闪烙和击穿的现象
1.耐压仪的调整值应符合技术要求的规定值
2.耐压产品测试时如听到报警声说明产品的耐压通不过,应放入次品箱内.
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(封胶、测量电阻)作业指导书
操作步骤
技术要求
注意事项
1.测试耐压完毕把产品放置在加胶区内
2.按照要求进行第一次加胶
3.第一次加胶完毕,整齐的排列在烘箱里进行固化
4.固化后,把产品从烘箱里拿出,进行第二次加胶
5.用塑套套住管口按到底
6.测量产品的电阻
1.第一次加的胶水为16717、A.B胶
2.第一次加胶的厚度为1.5-2mm
3.固化时烘箱的设定温度为140度
3.产品在烘箱里固化的时间为2个小时
4.第二次加的胶水为红色704硅胶
5.测量产品电阻时电阻的要求范围为:
(46.09-53.77)Ω
1.加胶时要按照技术要求进行加胶,第一次加胶不要太厚
2.在烘箱里烘干时,温度的设定、时间的设定要符合技术要求
3.加胶时胶水不能溢到管壁上,如有溢到管壁上的胶水应用干净的布擦拭干净
4.测量的产品电阻应在要求的电阻范围内
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(点焊)作业指导书
操作步骤
技术要求
注意事项
1.测量完电阻后把产品放置在点焊区内
2.打开点焊机的开关,调整焊接电流、焊接时间及压力
3.右手拿插片,左手拿管子放在点焊机的电极两端之间
4.用脚踩下开关使电流在插片和和引出棒之间通过后焊接完毕
1.设定的焊接电流、焊接时间要符合要求
2.使用的插片为6.3*90度的插片
3.点焊的插片角度应符合图纸的技术要求
1.设定的焊接电流和焊接时间应符合技术要求
2.使用的插片要正确
3.插片的焊接角度要正确
4.点焊完毕后要检测插片的焊接要牢固
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(擦油)作业指导书
操作步骤
技术要求
注意事项
1.点焊完毕后把产品放置在擦油区内
2.擦拭防锈油
3.擦油完毕后把产品整齐的排放在产品箱内
白油和机油的配比为2.1
1.擦油时要均匀的擦拭
2.油不要擦拭的太多,防止产品干烧时有冒烟的现象
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(冲三角架)作业指导书
操作步骤
技术要求
注意事项
1.擦完防锈油以后把产品放置在冲三角架的区域内
2.把三脚架按照要求焊接好
3.把三角架和管子重叠对准方向放置在模具内
4.按下开关冲压连成一体
5.把冲压好的产品取出,循环下一个的操作
1.焊接的三角架的形状要符合图纸的要求
2.三角架和产品的连接方向正确、平整
三角架和产品的连接要牢固
.
批准:
审核:
编制:
XXX
XXX电器有限公司
蚊香管(包装)作业指导书
操作步骤
技术要求
注意事项
1.把冲完三角架的成品放置在包装区域内进行成品包装
2.套塑料袋
3.把产品按照客户的要求放置在包装箱内
1.产品表面应无机械损伤
2.三角架与管角的角度要一致
3.两个插片的方向角度为90度
1.使用的塑料袋、包装箱应符合客户的要求
2.每箱产品的数量要统一
3.包装方式要正确
批准:
审核:
编制:
XXX
 升级会员
升级会员 