涂装车间喷涂作业指导书.docx
《涂装车间喷涂作业指导书.docx》由会员分享,可在线阅读,更多相关《涂装车间喷涂作业指导书.docx(10页珍藏版)》请在冰豆网上搜索。
涂装车间喷涂作业指导书
涂装车间喷涂作业指导书
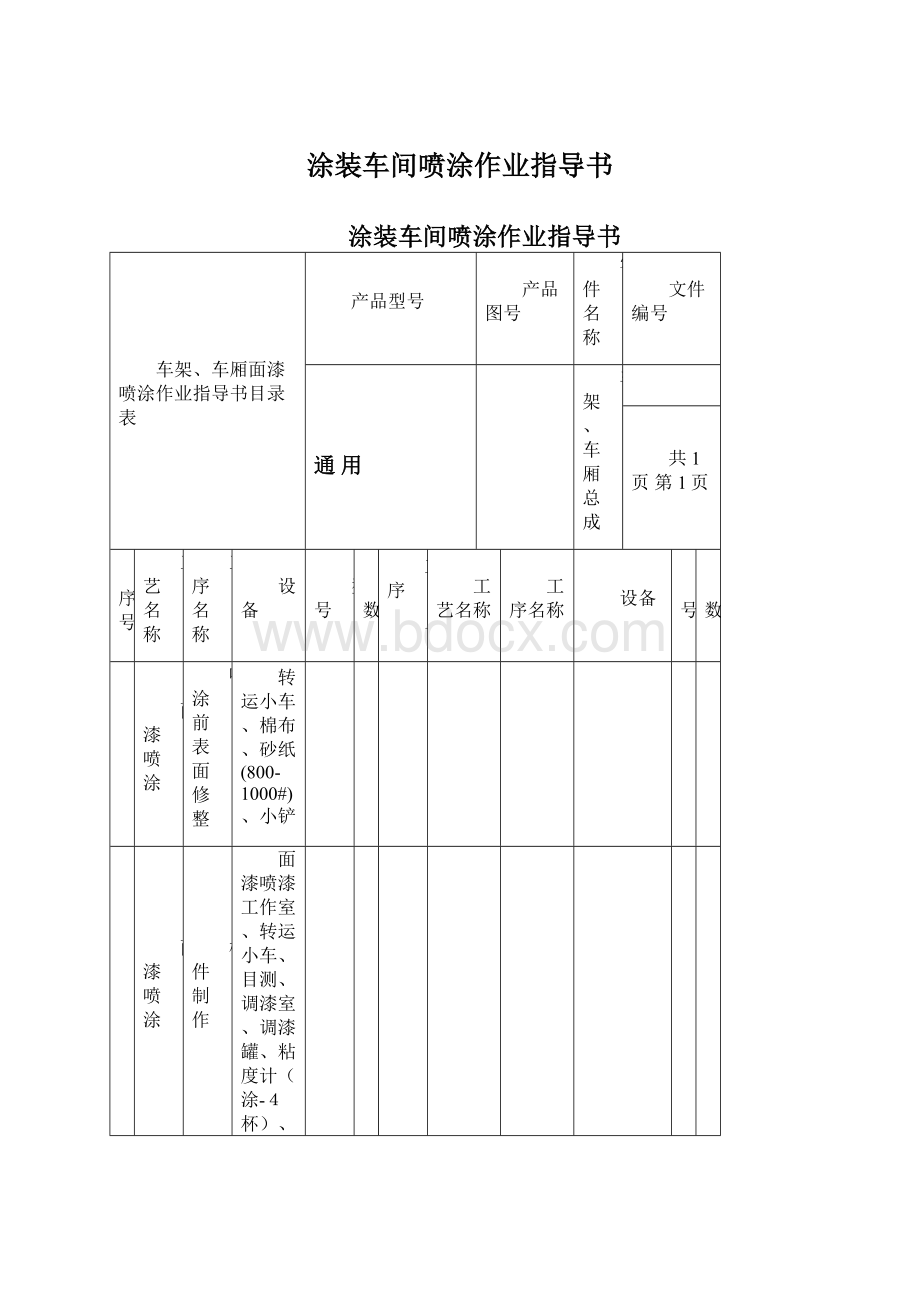
车架、车厢面漆喷涂作业指导书目录表
产品型号
产品图号
零件名称
文件编号
通用
车架、车厢总成
共1页第1页
工序号
工艺名称
工序名称
设备
型号
张数
工序
号
工艺名称
工序名称
设备
型号
张数
1
面漆喷涂
喷涂前表面修整
转运小车、棉布、砂纸(800-1000#)、小铲
1
2
面漆喷涂
样件制作
面漆喷漆工作室、转运小车、目测、调漆室、调漆罐、粘度计(涂-4杯)、秒表、喷枪
1
3
面漆喷涂
★喷车架、车厢外部面漆
面漆喷漆工作室、转运小车、目测、调漆室、调漆罐、粘度计(涂-4杯)、秒表、喷枪
1
4
面漆喷涂
★车架、车厢外部罩清漆
面漆喷漆工作室、转运小车、目测、调漆室、调漆罐、粘度计(涂-4杯)、秒表、喷枪
1
5
面漆喷涂
车架、车厢烘干
烘干室
1
备注:
★为关键工序
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
产品型号
零件图号
零件名称
文件编号
车间、工段号
车架、车厢面漆喷涂作业指导书
通用
车架、车厢总成
涂装车间
面漆喷涂工段
共5页第1页
工序名称
喷涂前表面修整
工序号
1
序号
工序内容
设备
工具及辅具
工艺要求
备注
1
搬运工把电泳合格的车架、车厢搬运到面漆喷涂室的喷漆台上。
转运小车
棉布、砂纸(800#-1000#),小铲
修整、清理电泳后合格的车架、车厢在贮存和转运过程中表面可能会沾上油污、灰尘等异物,这些异物是影响车架、车厢表面涂层质量的主要原因。
涂层脱落、麻点、颗粒物、返锈、附着力不高等涂层缺陷,均是被涂装表面在涂装以前未清理干净上述异物所至,由于浮尘、油污、污物附着在被涂装表面的底层,会使涂层与涂层之间分离,降低了附着力、返锈;大的颗粒物在涂层自然流平、表干后,会以麻点、颗粒等涂层缺陷形式表现出来,影响涂层质量。
所以车架、车厢在喷涂前必须清除表面的浮尘、油污、颗粒物。
2
喷漆工喷漆前仔细检查车架、车厢电泳漆的表面质量,如发现电泳漆上残留有杂质、颗粒及油污等立即给予清除、修整。
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
XXXX电动车科技有限公司
产品型号
零件图号
零件名称
文件编号
车间、工段号
车架、车厢面漆喷涂作业指导书
通用
车架、车厢总成
涂装车间
面漆喷涂工段
共5页第2页
工序名称
样件制作
工序号
2
序号
工序内容
设备
工具及辅具
工艺要求
备注
样件制作的基本要求:
1.样件尺寸:
120mm×70mm×1.2mm。
2.样件数量:
2件。
3.样件标记:
××-××-××/××(年份-月份-日期/批次)。
4.样件的前处理、电泳、烘干符合车厢前处理的工艺要求。
5.样件的涂漆、罩光、烘干符合车厢面漆喷涂的工艺要求。
6.样件的涂层检验符合车架、车厢面漆喷涂检验作业指导书的要求。
面漆喷漆室
喷枪、压力表
目测、调漆罐、粘度计(涂-4杯)、秒表
涂装线专业调漆员按照要求调制好油漆、罩光清漆后,少量取出进行试喷、烘干。
并与色板进行色差比对检查。
如果认为合格,送技质部进行检验,如果认为不合格,应对工艺参数进行适当调整,直至合格为止;技质部确认样件合格后,方可批量生产。
量产后,涂装线不得对调制好的油漆进行改动。
如确需改动,需重新进行制样检验。
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
XXXX电动车科技有限公司
产品型号
零件图号
零件名称
文件编号
车间、工段号
车架、车厢面漆喷涂作业指导书
通用
车架、车厢总成
涂装车间
面漆喷涂工段
共5页第3页
工序名称
★车架、车厢外部面漆
工序号
3
序号
工序内容
设备
工具及辅具
工艺要求
备注
1
根据生产要求,由专业调漆员领取紫光红面漆和专用稀释剂,在指定的调漆室进行面漆的调制。
转运小车
1.油漆粘度:
室温时(夏季)20~22秒,(冬季)15~20秒。
2.喷嘴与喷漆面距离(喷距)为250~300mm。
3.压缩空气气压
0.7-0.8Mpa
(监控)每班2次。
2
面漆调漆要求:
调漆前首先检查面漆、稀释剂型号是否正确;②检查面漆和稀释剂是否在保质期内;③上述两项符合要求后进入面漆的调漆:
将油漆、稀释剂倒入调漆罐配漆;④将调配的面漆用粘度计提取一杯测量粘度。
室温时面漆(夏季)20~22秒滴完,(冬季)15~20秒滴完;⑤过滤:
用200目的金属网过滤,将配置好的油漆全部过滤,放入储存罐中、待用。
⑥调制工作完成后及时清理、清洗调制使用的工具及辅具,清除现场的污物,保持调漆室的整洁。
调漆室
目测、调漆罐、粘度计(涂-4杯)、秒表
3
喷漆工在领用调制好的面漆前应做好以下工作:
①制作喷涂生产样板;进行首件确认。
②喷枪嘴是否正常,喷枪嘴安装是否正确可靠,气流通畅;
③压缩空气应保证在0.7~0.8MPa。
面漆喷漆室
喷枪、压力表
4
喷漆前的样板符合要求后,将调制好的面漆领出、使用。
喷面漆:
喷嘴与喷漆面距离为250~300mm,确保面漆涂层均匀、无流挂、无漏喷等缺陷。
面漆喷漆室
喷枪、压力表
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
XXXX电动车科技有限公司
产品型号
零件图号
零件名称
文件编号
车间、工段号
车架、车厢面漆喷涂作业指导书
通用
车架、车厢总成
涂装车间
面漆喷涂工段
共5页第4页
工序名称
★车架、车厢外部罩清漆
工序号
4
序号
工序内容
设备
工具及辅具
工艺要求
备注
1
根据生产要求,由专业调漆员领取透明兰面漆和专用稀释剂,在指定的调漆室进行面漆漆的调制。
转运小车
1.油漆粘度:
室温时(夏季)20~22秒,
(冬季)15~20秒。
2.喷嘴与喷漆面距离(喷距)为
250~300mm。
3.压缩空气气压
0.7-0.8Mpa
(监控)每班2次。
2
罩光清漆调漆要求:
调漆前首先检查清漆、稀释剂型号是否正确;②检查清漆和稀释剂是否在保质期内;③上述两项符合要求后进入清漆的调漆:
将油漆、稀释剂倒入调漆罐配漆;④将调配的清漆用粘度计提取一杯测量粘度。
室温时清漆(夏季)20~22秒滴完,(冬季)15~20秒滴完;⑤过滤:
用200目的金属网过滤,将配置好的油漆全部过滤,放入储存罐中、待用。
⑥调制工作完成后及时清理、清洗调制使用的工具及辅具,清除现场的污物,保持调漆室的整洁。
调漆室
目测、调漆罐、粘度计(涂-4杯)、秒表、
3
喷漆工在领用调制好的清漆前应做好以下工作:
①制作喷涂生产样板;进行首件确认。
②喷枪嘴是否正常,喷枪嘴安装是否正确可靠,气流通畅;
③压缩空气应保证在0.7~0.8MPa。
喷漆室
喷枪、压力表
4
喷漆前的样板符合要求后,将调制好的清漆领出、使用。
喷面漆:
喷嘴与喷漆面距离为250~300mm,确保面漆涂层均匀、无流挂、无漏喷等缺陷。
喷漆室
喷枪、压力表
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
XXXX电动车科技有限公司
产品型号
零件图号
零件名称
文件编号
车间、工段号
车架、车厢面漆喷涂作业指导书
通用
车架、车厢总成
涂装车间
面漆喷涂工段
共5页第5页
工序名称
车架、车厢烘干
工序号
5
序号
工序内容
设备
工具及辅具
工艺要求
备注
1
经过喷涂后的车厢随着地面导链的传动逐个进入烘干室内。
烘干室
温度计、时钟
1.烘干温度:
135℃~150℃
2.烘干时间:
30~40分钟
(监控)每班2次。
2
车架、车厢在烘干室内不得与烘干室内壁发生碰撞,炉温保持在135℃~150℃之间,烘烤时间要求在30~40分钟,如发现炉温高于或低于要求温度时,相关工作人员应及时调整炉温。
烘干室内保持清洁,残留的灰尘及时清理干净,避免烘烤时灰尘附着在车厢表面,再次造成污染。
更
改
标记
数量
文件号
签字
日期
标记
数量
文件号
签字
日期
编制
审核
批准
 升级会员
升级会员 