外文翻译.docx
《外文翻译.docx》由会员分享,可在线阅读,更多相关《外文翻译.docx(9页珍藏版)》请在冰豆网上搜索。
外文翻译
Lasermachiningindiemaking—amodernrapidtoolingprocess
模具制造中的激光加工,一个现代化的快速模具制造工艺
摘要
在模具制造时,尤其在加工花边零件时,激光加工是一种新的,非常灵活的加工方法。
这个加工方法适合加工难加工材料,如陶瓷,硬质合金和具有优良的生产力和表面质量的淬火钢。
在模具制造中激光加工与传统的电火花加工(电火花)相比拥有众多的优势。
它不需要昂贵的制造电极,从根本上缩短了一些工艺步骤,减少了模具从设计到制造的周期,在保证良好的表面光洁度的基础上提高了生产效率和降低了成本。
本文分别介绍了高速加工和激光加工相结合的粗加工的材料去除和表面质量的最后修整。
本项研究涵盖了模具制造行业一系列难加工金属和非金属材料的加工。
收集了一个有条理的数据库中的加工时的输入和输出数据,使加工最优化和数据适时更新。
关键词:
激光加工,模具制造,快速加工,加工参数
1.制造行业中的激光技术
激光技术可以被广泛的应用。
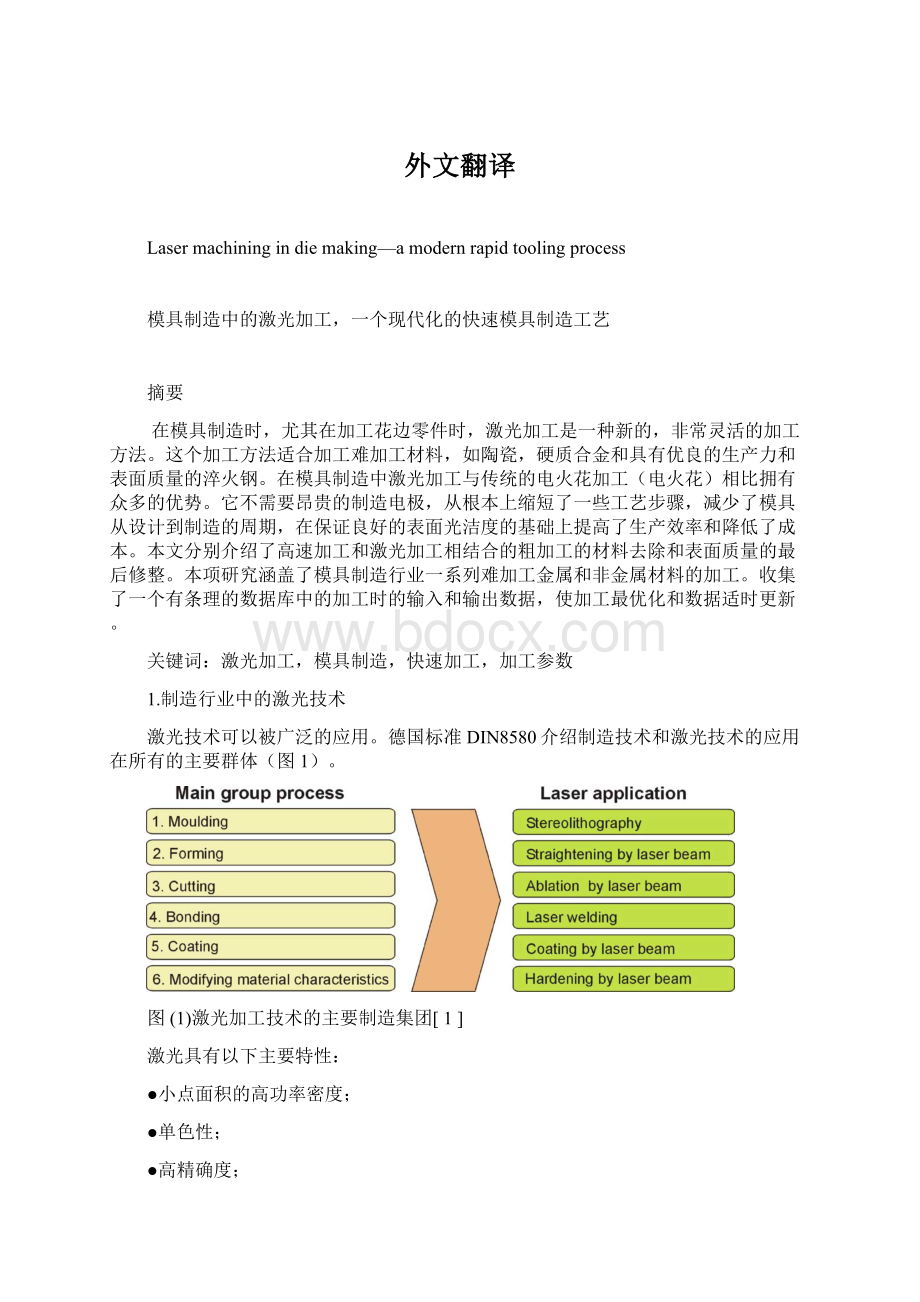
德国标准DIN8580介绍制造技术和激光技术的应用在所有的主要群体(图1)。
图
(1)激光加工技术的主要制造集团[1]
激光具有以下主要特性:
●小点面积的高功率密度;
●单色性;
●高精确度;
●连贯性。
这些特性使人们有可能利用激光束的各种加工工艺。
根据不同的激光辐射强度,各种互相作用的机械将会出现。
在图
(2)中可以看到激光强度的变化改变了材料的性能。
图
(2)激光束强度不同对材料的影响
当激光束主要依靠能量的强度﹑波长和材料的辐射及两极分化作用到加工件上时,加工件就会发生变化[2]。
根据不同的加工任务可以将能量强度分为不同等级[2]。
●低强度,例如热处理马氏体钢;在低强度下材料仍然处于固体状态;
●高强度,重新熔化表面热处理进程;
进一步提高强度的结果就是汽化。
足够的强度可能会导致汽口形成或造成深焊接效果;
高强度,高强度,材料蒸汽和激光诱导等离子体的发展。
激光辐射对工件(等离子体屏蔽)的减少是因为因吸收和散射的影响。
图(3)显示了具有吸收一定波长功能的激光。
从曲线1可以看到这些金属(金、银、铜)其内部电子层是填冲了的,而过渡金属(铁、镍、铬)的特点如曲线2
图3不同波长激光的吸收能力(3)
许多激光加工系统设计的材料去除(激光铣削)是基于脉冲Nd:
YAG激光来源与特性脉冲长度在纳秒和微秒范围内的特性脉冲长度。
这些材料是在激光脉冲的时候切除的,其中的物质和熔体在汽化器的高温下消失[3月14日]。
此外,汽口形成和等离子体屏蔽开始。
这导致了从材料表面通过蒸气和等离子体的压力喷射而出的液体材料及部分材料沉积在表面。
脉冲结束的时候,材料表面快速散去的热量导致了重塑区的形成[4]。
此外,一热影响区可能由于金属液滴的产生而使材料出现裂纹和表面缺陷(图4)。
图4纳秒和更长的脉冲激光烧蚀(5)
2.模具制造中的激光烧蚀
激光烧蚀使在加工件上直接加工出想要的几何形状成为可能,从而消除长时间以来用电火花加工(电火花)和制造电极套的传统方式(图5)。
图5模具制造及加工方法
(1)
激光烧蚀的一个很大优势是它能力机难加工材料,如陶瓷,石墨和硬质合金。
目前的激光技术在这项工作中也可用于标记和细微的改进。
激光加工要求选择最佳加工参数,包括使用的材料。
2.1机械系统
在这情况被用的机床是型号为DMU60E且装备有Nd:
YAG激光根源(波长1064个nm)的DeckelMahoPfronten数控铣床(6)。
这种机床既能用来铣削也能用于激光消融过程(图6)
机床的可偏转镜上的激光扫描头就是一个触觉测量系统和一个摄像头。
摄像头可以准确地定位工件的横向零点坐标。
触觉测量系统用于过程控制(图7)。
机床的主要参数见表1(6)。
Nd:
YAG激光束源有两种操作模式。
根据要执行的加工任务,连续波(CW)或电光质量(Q开关)模式都可用。
谐振腔的设计原理见图(8)。
谐振腔的结构设计和功能如下:
•后方为全反射镜的激光辐射;
•改变激光模式的快门;
•Q开关(光电质量开关),连续性波或脉冲模式(PM)的转换;
•腔由一个空心的壳体、晶体棒(钇铝和钕离子的化合物)和氪弧灯组成;空心0的壳体是几何形状,目的是促进反射。
•半反射输出镜;
•为了减少激光束发散的扩大器。
谐振腔中产生的激光束经过扩大从半反射输出镜输出以便减少发散。
两个数控制振镜子使激光束偏移,激光束集中到F-西塔镜头并且根据机床方案扫描工件表面。
控制方案包括一个轨道偏移方案和逐步Z轴进补,也就是如图9所示的材料的逐层磨损。
图6Pfronten有限公司的60L数控铣床
图7双头60L数控铣床
表160L数控铣床的参数
铣床
参数
功率(KW)
26
速度(min−1)
18000
进给速度(min−1)
18
工件重量(Kg)
350
Nd:
YAG型激光(Q开关)
参数
功率(KW)
100
扫描速度(mms−1)
50-5000
脉冲持续时间(us)
6-10
频率()
5-50
焦点直径(um)
30-100
图8谐振腔的设计原理
(1)
图9激光扫描仪的设计原理
2.2加工参数
为了确定工艺参数,一些过程变量可能是多种多样的以便找到最佳参数来优化输出的进程。
例如,电流(20-30A的),频率(10-50千赫),扫描速度(100-500毫米/秒)。
从图10中可以看出脉冲距离可由频率和扫描速度得到。
重叠在一起的单独激光脉冲的等级和激光束光斑直径可以从均衡器中计算出来
(1)。
Ud=[1−vs(fpD−1]100%
(1)
其中Ud是激光脉冲的重叠度(%),vs是扫描速度(mm/s),fp是频率(kz),D是激光束光斑直径(um)。
图10光斑直径,脉冲距离和重叠度
图11光斑直径为40um是的重叠度
图12X45NiCrMo4钢件(1.2767)的表面粗糙度
图13X45NiCrMo4钢件(1.2767)的烧蚀情况
图11中的例子显示了个激光光斑直径为40um的重叠激光束。
工件的表面光洁度基本上是由激光束的轨道偏移,也就是扫描轮廓时的扫描距离影响的。
只有运动轨迹重合度在30至50%之间时,工件表面的光洁度才最好。
图12显示的是材料为X45NiCrMo4的钢件1.2767加工轨道偏移15um时的表面粗糙度。
图12还体现了工件的表面光洁度在已知的4个强度下与激光束频率和扫描速度的关系。
电流强度的增加会降低工件的表面光洁度,此外,不适合的激光脉冲,例如10kHz和500毫米/秒,也会降低工件的表面光洁度。
电流、频率、扫描速度、脉冲长度和轨道偏移都会使材料的逐层磨损。
图13显示在去除冷加工钢的材料时,在4种电流强度下,都是在18kHz时有最大的去除率。
为了获得所需的准确度,每次去除材料的厚度应该在2-5um之间,从而使材料去除率为4mm3/min。
此外,可以用来加工的高强度材料是多样的,例如,陶瓷,石墨,硬质合金和合成钻石。
2.3编程
一个外部的CAD/CAM编程系统要求编程机器。
该数据库包含三维模型的立体语言(STL)的格式,其中叙述了去除量。
被加工零件的结构外形都要通过编程机器编程后再加工。
使用激光头不仅可以满足花丝结构的小材料去除要求,然而,在加工机腔的形状时也可能使用铣削删除大部分材料后再用激光烧蚀完成最后的部分。
图14中给出地个例子说明了模具的本质,它可以用激光加工来完成加工进程。
这些样本提供了指定的模具,模具尺寸,材料和加工时间。
图14压花模具
(一)材料40CrMnMo7,加工时间12h,尺寸Ø30mm
(二)材料X38CrMoV5-1,加工时间3h55min,尺寸36mm×24mm。
3结论
激光加工在模具加工中是一个非常有前景的新工艺,特别是对难加工材料,如陶瓷,硬质合金和淬火钢来说。
激光铣削加工拥有铣削加工和激光加工的优势,它在加工复杂形状时尤其方便。
目前本研究的目的是通过几种材料的激光烧蚀来确定研究方向,从而找到最佳工艺参数下的最大去除率。
然后和已获得所需的表面光洁度并结合得到高去除率的表面光洁度。
鸣谢
感谢德国学术交流中心和英国文化协会的财政支助。
 升级会员
升级会员 