不锈钢管各国执行标准.docx
《不锈钢管各国执行标准.docx》由会员分享,可在线阅读,更多相关《不锈钢管各国执行标准.docx(9页珍藏版)》请在冰豆网上搜索。
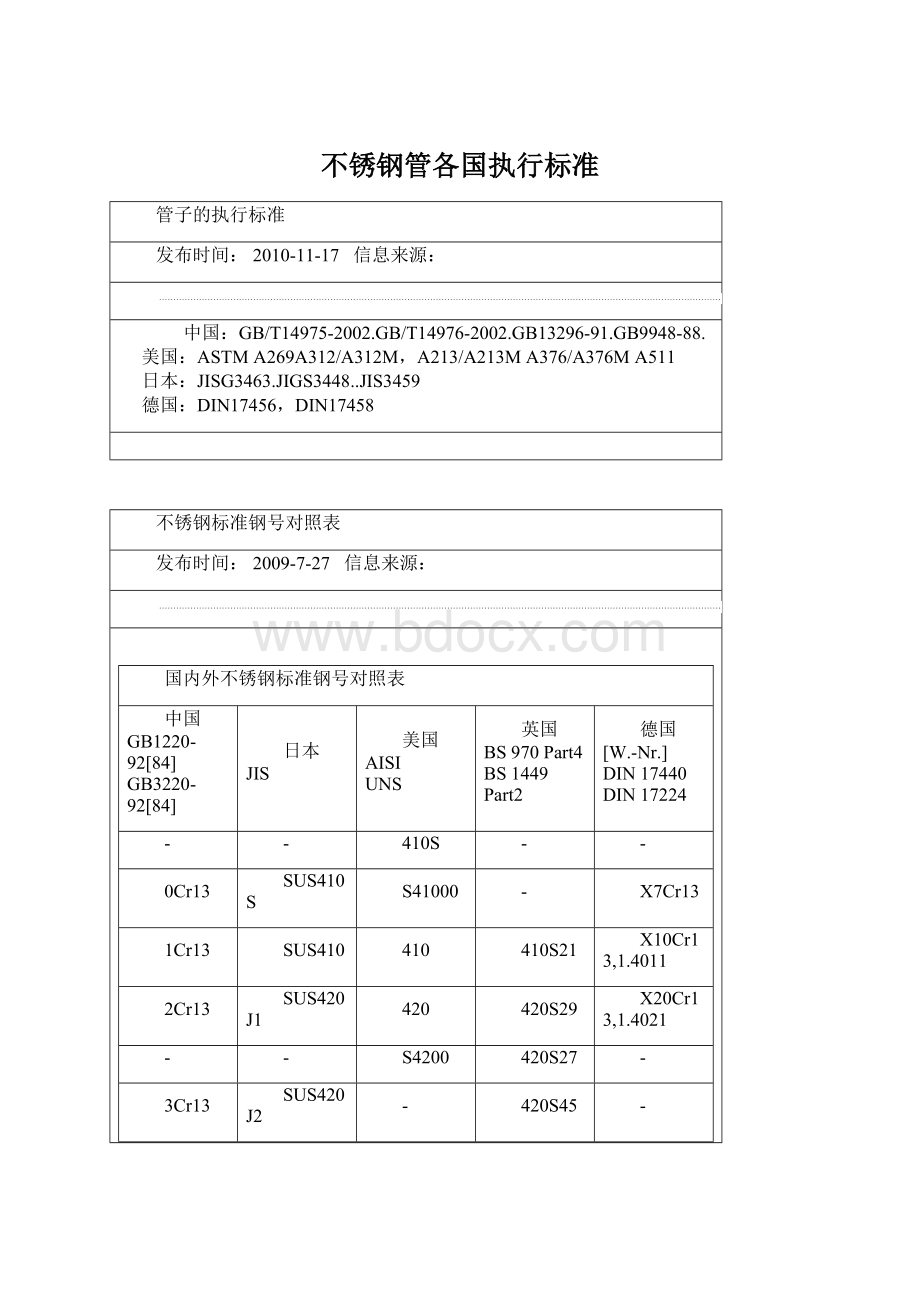
不锈钢管各国执行标准
管子的执行标准
发布时间:
2010-11-17 信息来源:
中国:
GB/T14975-2002.GB/T14976-2002.GB13296-91.GB9948-88.
美国:
ASTMA269A312/A312M,A213/A213MA376/A376MA511
日本:
JISG3463.JIGS3448..JIS3459
德国:
DIN17456,DIN17458
不锈钢标准钢号对照表
发布时间:
2009-7-27 信息来源:
国内外不锈钢标准钢号对照表
中国
GB1220-92[84]
GB3220-92[84]
日本
JIS
美国
AISI
UNS
英国
BS970Part4
BS1449Part2
德国[W.-Nr.]
DIN17440
DIN17224
-
-
410S
-
-
0Cr13
SUS410S
S41000
-
X7Cr13
1Cr13
SUS410
410
410S21
X10Cr13,1.4011
2Cr13
SUS420J1
420
420S29
X20Cr13,1.4021
-
-
S4200
420S27
-
3Cr13
SUS420J2
-
420S45
-
Y3Cr13
SUS420F
420F
-
-
3Cr13Mo
-
-
-
-
3Cr16
SUS429J1
-
-
-
1Cr17Ni2
SUS431
431
431S29
X17CrNi16-2,1.4057
-
-
S43100
X17CrNi16-2,1.4057
-
7Cr17
SUS440A
440A
X70CrMo15,1.4109
X70CrMo15,1.4109
-
S44002
-
-
11Cr17
SUS440C
440C
X105CrMo17,1.4125
X105CrMo17,1.4125
-
-
S44004
-
-
Y11Cr17
SUS440F
440F
-
-
8Cr17
SUS440B
44013
-
-
-
-
S44003
-
-
-
-
440B
-
-
1Cr12
SUS403
403
-
X6Cr13
4Cr13
SUS420J2
-
-
X4DCr13,1.4031
9Cr18
SUS440C
440C
-
X105CrMo17,1.4125
9Cr18Mo
SUS440C
440C
X105CrMo17,1.4125
X105CrMo17,1.4125
9Cr18MoV
SUS440B
440B
-
X90CrMoV18,1.4112
-
-
-
-
X50CrMoV15,1.4116
-
-
-
-
X39CrMo17-1,1.4122
-
AUS8(8A)
-
-
-
-
AUS10(10A)
-
-
-
-
AUS6(6A)
-
-
-
0Cr17Ni4Cu4Nb
SUS630
630
X5CrNiCuNb16-4,
1.4542
X5CrNiCuNb16-4,
1.4542
-
-
S17400
-
-
-
-
17-4PH
-
-
0Cr17Ni7Al
SUS631
631
-
-
-
-
S17700
X7CrNiAl17-71.4568
X7CrNiAl17-7,
1.4568
-
-
S17700
X7CrNiAl17-71.4568
X7CrNiAl17-7,
1.4568
-
-
17-7PH
-
-
0Cr15Ni7Mo2Al
-
632
-
-
-
-
S15700
-
-
0Cr13Al[00Cr13Al]
SUS405
405
-
-
-
-
S40500
405S17
X7CrAl13
1Cr15
SUS429
429
-
-
-
-
S42900
-
-
1Cr17
SUS430
430
-
-
-
-
S43000
430S17
X6Cr17,1.4016
[Y1Cr17]
SUS430F
430F
-
-
S43020
-
X12CrMoS17
1Cr17Mo
SUS434
434
-
-
-
-
S43400
434S19
X6CrMo17
1Cr17Mn6Ni5N
SUS201
201
-
X12CrMnNiN17-7-5,
1.4372
-
-
S20100
-
1Cr18Mn8Ni5N
SUS202
202
-
X12CrMnNiN18-9-5
1.4373
-
-
S20200
284S16
-
2Cr13Mn9Ni4
-
-
-
-
1Cr17Ni7
SUS301
301
-
-
-
-
S30100
301S21
X12CrNi177
1Cr17Ni8
SUS301J1
-
-
X12CrNi177
1Cr18Ni9
SUS302
302
302S31
X2CrNi18-9,1.4307
-
-
S30200
-
-
1Cr18Ni9Si3
SUS302B
302B
-
-
-
-
S30215
-
-
Y1Cr18Ni9
SUS303
303
303S31
X8CrNiS18-9,1.4305
-
-
S30300
-
-
Y1Cr18Ni9Se
SUS303Se
303Se
303S42
-
-
-
S30323
-
-
0Cr18Ni9
SUS304
304
304S31,
X5CrNi18-10,
[1.4301]
X5CrNi18-10
[1.4301]
-
-
S30400
-
-
-
-
S30403
-
-
00Cr19Ni10
SUS304L
304L
304S11,
X2CrNi19-11,
1.4306
X2CrNi19-11,
1.4306
0Cr19Ni9N
SUS304N1
304N
-
X5CrNi19-9,
1.4315
-
-
S30451
-
-
0Cr19Ni10NbN
SUS304N2
XM-21,
S30452
-
-
00Cr19Ni10N
SUS304LN
304LN,
S30453
X2CrNiN18-10,1.4311
X2CrNiN18-10,1.4311
1Cr18Ni12
SUS305
S30500,
305
305S19,
X4CrNi18-12,
1.4303
X4CrNi18-12,1.4303
[0Cr20Ni10]
SUS308
308
-
-
S30800
-
-
0Cr23Ni13
SUS309S
309S
-
-
S30908
-
-
0Cr25Ni20
SUS310S
310S
310S31
-
-
-
S31008
-
-
0Cr17Ni12Mo2
SUS316
316
316S31,
X5CrNiMo17-12-2
[1.4401]
X5CrNiMo17-12-2
[1.4401]
-
-
S31600
-
-
0Cr17Ni12Mo2N
SUS316N
316N
X2CrNiMo17-11-2
[1.4406]
X2CrNiMo17-11-2
[1.4406]
-
-
S31651
-
-
00Cr17Ni13Mo2N
SUS316LN
316LN,
S31653
X2CrNiMo17-13-3
[1.4429]
X2CrNiMoN17-13-3
[1.4429]
00Cr17Ni14Mo2
SUS316L
316L,
S31603
X2CrNiMo18-4-3
[1.4435],
316S13
X2CrNiMo18-4-3
[1.4435]
0Cr18Ni12Mo2Ti
SUS316Ti
316Ti
320S31,
X6CrNiMoTi17-12-2
1.4571
X6CrNiMoTi17-12-2
1.4571
0Cr18Ni14Mo2Cu2
SUS316J1
-
-
-
00Cr18Ni14Mo2Cu2
SUS316J1L
-
-
-
0Cr18Ni12Mo3Ti
-
-
-
X6CrNiMoTi17-12-2
1.4571
1Cr18Ni12Mo3Ti
-
-
-
-
0Cr19Ni13Mo3
SUS317
317
316S33,
X3CrNiMo17-3-3,
1.4436
X3CrNiMo17-3-3,
1.4436
-
-
S31700
-
-
00Cr19Ni13Mo3
SUS317L
317L
X2CrNiMo18-15-4,
1.4438
X3CrNiMo18-15-4,
1.4438
0Cr18Ni16Mo5
SUS317J1
S31725
-
-
0Cr18Ni10Ti
SUS321
321
-
X6CrNiTi18-10
[1.4541]
-
-
S32100
-
-
1Cr18Ni9Ti
SUS321
321,
S32109
321S31,
X6CrNiTi18-10,
1.4541
X6CrNiTi18-10,
1.4541
0Cr18Ni11Nb
SUS347
347
347S31
X6CrNiNb18-10,
1.4550
-
-
S34700
-
-
0Cr18Ni13Si4
SUSXM15J1
XM15
-
-
S38100
-
-
0Cr18Ni9Cu3
SUSXM7
XM7
-
X3CrNiCu18-9-4,
1.4567
1Cr18Mn10NiMo3N
-
-
-
-
1Cr18Ni12Mo2Ti
-
-
320S31,
X6CrNiMoTi17-12-2
1.4571
X6CrNiMoTi17-12-2
1.4571
1Cr18Ni11Si4AlTi
-
-
-
-
1Cr21Ni5Ti
-
-
-
-
00Cr20Ni25Mo4.5Cu
-
904L
-
-
影响铁基合金精铸件性能的因素
-
以前有的朋友问起铁基合金精铸件性能问题,怀疑是热处理工艺不当。
其实铸件性能是铸造工艺和热处理工艺的综合反映,其中铸造工艺是根本。
如果铸件本身基体不理想,晶粒粗大,杂质多,无论怎样调整热处理规范都很难达到理想的效果的。
下面就结合自己的工作经验,谈一点粗浅的看法。
一、 铸造工艺
1、 化学成份
成份是保证铸件性能的基础,首先需重点控制C、Si、Mn含量。
C是提高钢的强度的最重要的因素,Si、Mn是强化作用较大的元素,在合金钢中得到广泛应用。
随着C、Si、Mn增多,强度、硬度上升,而塑性、韧性下降。
此外需控制S、P含量,这已经是一个常识性问题,但有的工厂成份控制不是很严格,有的甚至没有进行成份检测,铸件性能是没有保障的。
此外N、Ti、Al、V、Zr、Mo、W等元素对铸件性能也有一定影响,但不是每种铸件都用得上,这里不再细说。
2、 熔炼浇注
熔炼浇注也包含了对化学成份的控制。
除了C、Si、Mn,最常用的合金元素还有Ni、Cr。
常用的脱氧方式为硅铁、锰铁、硅钙等。
有的工厂喜欢浇注前在浇包中丢铝块终脱氧,但对铬镍钢要慎用。
铬镍钢的缺点是容易出现石状断口,使铸件在铸造和热处理过程中出现开裂。
石状断口是一种晶间断口,它的成因是由于氮化铝夹杂物在奥氏体晶界上析出的结果。
氮化铝夹杂物在奥氏体中的溶解度随温度的降低而降低,当铸件在1100-1200℃间缓冷时,氮化铝夹杂物将在奥氏体晶界上析出,严重消弱晶界强度。
铸件冷速愈慢,钢中残留的铝和氮量愈高,则形成的氮化铝夹杂物也愈多。
因此在熔炼过程中,为防止石状断口,不能用铝脱氧,并尽量缩短熔炼时间,以减少钢中铝、氮含量,浇注后应尽量加快铸件的冷却速度。
铬、镍、锰等元素能提高钢的凝固收缩值,故能提高钢的疏松和热裂倾向。
尤其是马氏体钢,由于铬量较高,易形成氧化铬膜和氮、碳化物难熔质点,流动性较差,在铸件中容易造成欠铸、夹杂等缺陷。
有的铸件由于热节分散,或有局部大的薄壁、细长结构,熔炼浇注工艺陷入两难选择:
浇注温度太低,铸件充型很困难,易发生欠铸、气孔等缺陷;浇注温度太高,铸件晶粒粗大,易出现裂纹、疏松等缺陷,铸件性能也不理想。
这就必须优化浇注系统,有利于铸件充型。
尽量搞高壳型温度、降低浇注温度。
对壳型的要求是,浇注前温度尽可能高,浇注后冷却速度尽可能快,这又是相互矛盾的。
如果过程控制得好,最好空壳浇注,以保证浇注后冷却速度,但壳型出炉后到浇注时间间隔尽可能短。
有条件的话,铸件最好放在真空浇注,有助于降低浇注温度,减少欠铸、夹杂等缺陷,并能提高性能。
真空浇注虽然比非真空浇注增加了成本,但铸件合格率上升,表面质量和性能都有较大提高。
如果铸件技术要求高,价位也合理,放在真空浇注是合算的。
(我厂有一批不锈钢精铸件,二十多年来都采用非真空浇注,由于冶金质量和性能问题,合格率极低,一年投产八批才满足要求。
本人改为真空浇注,并改进热处理工艺,现在投产一批能管用三年)
二、热处理工艺
常用的热处理方式通常包括正火、退火、淬火和回火。
这里主要说一下用得较多的不锈钢淬火。
淬火的目的是为了得到马氏体,并防止碳化物的析出。
淬火工艺参数的选择应注意两点:
一是要得到尽可能多的马氏体,而又不使晶粒粗大,从而提高钢的机械性能;二是要得到尽可能均匀的单相组织,以提高其抗蚀能力。
淬火温度过低,碳化物不能溶入奥氏体中。
淬火温度和时间要保证碳化物充分溶解而得到高的硬度、强度,时间一般在2小时以上,温度一般1000℃以上。
一般均采用油冷淬火。
回火的目的是为了消除淬火应力和提高冲击韧性。
在500℃以上回火时,由于碳化物聚集长大,所以强度迅速下降,塑性上升。
马氏体不锈钢有回火脆性倾向,回火后应采用较快速度冷却。
在实际生产中,大量铸件成箱堆放,空冷难以保证较快的冷却速度,因而铸件有回火脆性倾向,影响到铸件塑性。
所以需油冷或水冷才有效果。
热处理规范要参照铸件化学成份来制定。
如果铸件C、Si、Mn含量较高,则回火温度也要偏高,才能保证铸件有足够的塑性、韧性;如果C、Si、Mn含量较低,则回火温度也要偏低一点,才能保证铸件有足够的强度、硬度。
结论:
1、 铸件性能是铸造工艺和热处理工艺的综合反映,其中铸造工艺是根本。
铸造及热处理规范稍不合理就容易顾此失彼,需综合考虑。
2、 铸造工艺需严格控制化学成份,主要是C、Si、MnS、P含量。
浇注时尽量搞高壳型温度、降低浇注温度,浇注后应尽量加快铸件的冷却速度(但需保证不出现裂纹),铬镍钢不能用铝脱氧,有条件的话,可考虑真空浇注。
3、 热处理工艺中,淬火时淬火温度和时间要有保证。
回火后应采用较快速度冷却。
热处理规范要参照铸件化学成份来制定。
 升级会员
升级会员 