汽车底盘总线固定夹DOC.docx
《汽车底盘总线固定夹DOC.docx》由会员分享,可在线阅读,更多相关《汽车底盘总线固定夹DOC.docx(43页珍藏版)》请在冰豆网上搜索。
汽车底盘总线固定夹DOC
第一章冲裁弯曲件工艺分析
1.1冲裁弯曲件的工艺设计
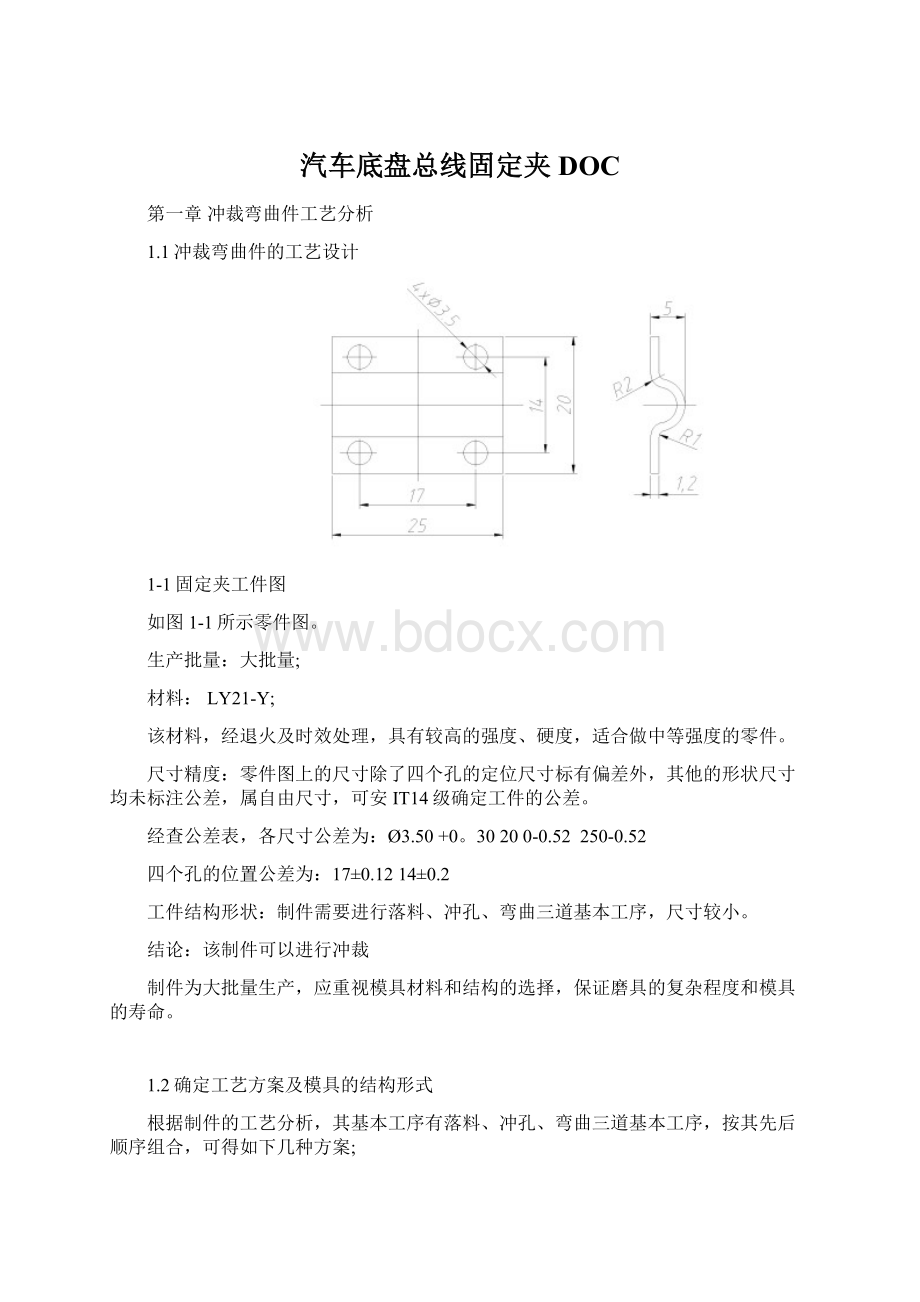
1-1固定夹工件图
如图1-1所示零件图。
生产批量:
大批量;
材料:
LY21-Y;
该材料,经退火及时效处理,具有较高的强度、硬度,适合做中等强度的零件。
尺寸精度:
零件图上的尺寸除了四个孔的定位尺寸标有偏差外,其他的形状尺寸均未标注公差,属自由尺寸,可安IT14级确定工件的公差。
经查公差表,各尺寸公差为:
Ø3.50+0。
30200-0.52250-0.52
四个孔的位置公差为:
17±0.1214±0.2
工件结构形状:
制件需要进行落料、冲孔、弯曲三道基本工序,尺寸较小。
结论:
该制件可以进行冲裁
制件为大批量生产,应重视模具材料和结构的选择,保证磨具的复杂程度和模具的寿命。
1.2确定工艺方案及模具的结构形式
根据制件的工艺分析,其基本工序有落料、冲孔、弯曲三道基本工序,按其先后顺序组合,可得如下几种方案;
(1)落料——弯曲——冲孔;单工序模冲压
(2)落料——冲孔——弯曲;单工序模冲压。
(3)冲孔——落料——弯曲;连续模冲压。
(4)冲孔——落料——弯曲;复合模冲压。
方案
(1)
(2)属于单工序模冲裁工序冲裁模指在压力机一次行程内
完成一个冲压工序的冲裁模。
由于此制件生产批量大,尺寸又较这两种方案生产效率较低,操作也不安全,劳动强度大,故不宜采用。
方案(3)属于连续模,是指压力机在一次行程中,依次在模具几个不同的位置上同时完成多道冲压工序的模具。
于制件的结构尺寸小,厚度小,连续模结构复杂,又因落料在前弯曲在后,必然使弯曲时产生很大的加工难度,因此,不宜采用该方案。
方案(4)属于复合冲裁模,复合冲裁模是指在一次工作行程中,在模具同一部位同时完成数道冲压工序的模具。
采用复合模冲裁,其模具结构没有连续模复杂,生产效率也很高,又降低的工人的劳动强度,所以此方案最为合适。
根据分析采用方案(4)复合冲裁。
第二章模具总体设计分析
2.1模具总体结构设计
2.1.1模具类型的选择
由冲压工艺分析可知,采用复合冲压,所以模具类型为复合模。
2.1.2定位方式的选择
因为该模具采用的是条料,控制条料的送进方向采用导料销,有侧压装置。
控制条料的送进步距采用导正销定距。
2.1.3卸料方式的选择
因为工件料厚为1.2mm,相对较薄,卸料力不大,故可采用弹性料装置卸料。
2.1.4导向方式的选择
为了提高模具寿命和工件质量,方便安装调整,该复合模采用对角导柱的导向方式。
2.2模具设计工艺计算
2.2.1计算毛坯尺寸
相对弯曲半径为:
R/t=3.8/1.2=2.17>0.5
式中:
R——弯曲半径(mm)
t——材料厚度(mm)
由于相对弯曲半径大于0.5,可见制件属于圆角半径较大的弯曲件,应该先
求变形区中性层曲率半径β(mm)。
β=r0+kt公式(2—1)
式中:
r0——内弯曲半径
t——材料厚度
k——中性层系数
查表,得K=0.45
根据公式2-1β=r0+kt
=3.8+0.45X1.2
=4.34(mm)
图2-1计算展开尺寸示意图
根据零件图上得知,圆角半径较大(R>0.5t),弯曲件毛坯的长度
公式为:
LO=∑L直+∑L弯
式中:
LO——弯曲件毛坯张
长度(mm)∑L直——弯曲件各直线部分的长度(mm)
∑L弯——弯曲件各弯曲部分中性层长度之和(mm)
根据公式:
A=
COS∠P=(RA+RC-B)/(RA+RC)
RA=3.8+0.6=4.4(mm)RC=1.2+0.6=1.8(mm)B=3.8(mm)
根据公式A=
=2×3.8(4.4+1.8)-3.82
≈5.6(mm)
根据公式COS∠P=(RA+RC-B)/(RA+RC)
=(4.4+1.6-3.8)/(4.4+1.6)
=0.367
则∠P=arcCOS0.367=68.47。
2∠P=2×68.47。
=136.94。
根据公式∑L直=L总长-2A
=20-2×5.6
=8.8(mm)
∑L弯=2πβ(∠P/180+∠P/180)
=2×3.14×4.34×(68.47/180+68.47/180)
=20.74(mm)
LO=∑L直+∑L弯
=8.8+20.74
=31.54(mm)
取LO=32(mm)
根据计算得:
工件的展开尺寸为25×32(mm),如图2-2所示。
图2-2尺寸展开图
2.2.2排样、计算条料宽度及步距的确定
(1)搭边值的确定
排样时零件之间以及零件与条料侧边之间留下的工艺余料,称为搭边。
搭边的作用是补偿定位误差,保持条料有一定的刚度,以保证零件质量和送料方便。
搭边过大,浪费材料。
搭边过小,冲裁时容易翘曲或被拉断,不仅会增大冲件毛刺,有时还有拉入凸、凹模间隙中损坏模具刃口,降低模具寿命。
或影响送料工作。
搭边值通常由经验确定,表所列搭边值为普通冲裁时经验数据之一。
表2-1搭边a和a1数值
材料厚度
圆件及r>2t的工件
矩形工件边长L<50mm
矩形工件边长L>50mm
或r<2t的工件
工件间a1
沿边a
工件间a1
沿边a
工件间a1
沿边a
<0.25
0.25~0.5
0.5~0.8
0.8~1.2
1.2~1.6
1.6~2.0
2.0~2.5
2.5~3.0
3.0~3.5
3.5~4.0
4.0~5.0
5.0~12
1.8
1.2
1.0
0.8
1.0
1.2
1.5
1.8
2.2
2.5
3.0
0.6t
2.0
1.5
1.2
1.0
1.2
1.5
1.8
2.2
2.5
2.8
3.5
0.7t
2.2
1.8
1.5
1.2
1.5
1.8
2.0
2.2
2.5
2.5
3.5
0.7t
2.5
2.0
1.8
1.5
1.8
2.0
2.2
2.5
2.8
3.2
4.0
0.8t
2.8
2.2
1.8
1.5
1.8
2.0
2.2
2.5
2.8
3.2
4.0
0.8t
3.0
2.5
2.0
1.8
2.0
2.2
2.5
2.8
3.2
3.5
4.5
0.9t
搭边值是废料,所以应尽量取小,但过小的搭边值容易挤进凹模,增加刃口磨损表2—1给出了钢(WC0.05%~0.25%)的搭边值。
对于其他材料的应将表中的数值乘以下列数:
钢(WC0.3%~0.45%)0.9
钢(WC0.5%~0.65%)0.8
硬黄铜1~1.1
硬铝1~1.2
软黄铜,纯铜1.2
该制件是矩形工件,根据尺寸从表2—1中查出:
两制件之间的搭边值a1=1.2(mm),侧搭边值a=1.5(mm)。
由于该制件的材料使LY21—Y(硬铝),所以两制件之间的搭边值为:
a1=1.2×(1~1.2)=1.2~1.414(mm)
取a1=1.2(mm)
侧搭边值a=1.5×(1~1.2)=1.5~1.8(mm)
取a=1.5(mm)
2.2.3条料宽度的确定
计算条料宽度有三种情况需要考虑;
有侧压装置时条料的宽度。
无侧压装置时条料的宽度。
有定距侧刃时条料的宽度。
有定距侧刃时条料的宽度。
有侧压装置的模具,能使条料始终沿着导料板送进。
条料宽度公式:
B=(D+2a)
公式(2-2)其中条料宽度偏差上偏差为0,下偏差为—△,见表2-2条料宽度偏差。
D——条料宽度方向冲裁件的最大尺寸。
a——侧搭边值。
查表2-2条料宽度偏差为0.15
根据公式2-2B=(D+2a)
=(25+2×1.5)0-0.15
=280-0.15
表2-2条料宽度公差(mm)
条料宽度
B/mm
材料厚度t/mm
~0.5
>0.5~1
>1~2
~20
0.05
0.08
0.10
>20~30
0.08
0.10
0.15
>30~50
0.10
0.15
0.20
2.2.4导板间间距的确定
导料板间距离公式:
A=B+Z公式(2-3)
Z——导料板与条料之间的最小间隙(mm);
查表2-3得Z=5mm
根据公式2-3A=B+Z
=28+5
=33(mm)
表2—3导料板与条料之间的最小间隙Zmin(mm)
材料厚度t/mm
有侧压装置
条料宽度B/mm
100以下
100以上
~0.5
0.5~1
1~2
2~3
3~4
4~5
5
5
5
5
5
5
8
8
8
8
8
8
2.2.5排样
根据材料经济利用程度,排样方法可以分为有废料、少废料和无废料排样三种,根据制件在条料上的布置形式,排样有可以分为直排、斜排、对排、混合排、多排等多重形式。
采用少、无废料排样法,材料利用率高,不但有利于一次冲程获得多个制件,而且可以简化模具结构,降低冲裁力,但是,因条料本身的公差以及条料导向与定位所产生的误差的影响,所以模具冲裁件的公差等级较低。
同时,因模具单面受力(单边切断时),不但会加剧模具的磨损,降低模具的寿命,而且也直接影响到冲裁件的断面质量。
由于设计的零件是矩形零件,且四个孔均有位置公差要求,所以采用有费料直排法。
2.2.6材料利用率的计算:
冲裁零件的面积为:
F=长×宽=25×32=800(mm2)
毛坯规格为:
500×1000(mm)。
送料步距为:
h=D+a1=32+1.2=33.2
一个步距内的材料利用率为:
n11=(nF/Bh)×100%
n为一个步距内冲件的个数。
n11=(nF/Bh)×100%
=(1×800/28×33.2)×100%
=81.96%
横裁时的条料数为:
n1=1000/B
=1000/28
=34.01可冲34条,
每条件数为:
n2=(500-a)/h
=(500-1.5)/33.2
=15.024可冲15件,
板料可冲总件数为:
n=n1×n2=34×15=510(件)
板料利用率为:
n12=(nF/500×1000)
=(510×800/500×1000)×100%
=81.6%
纵裁时的条料数为:
n1=500/B
=500/28
=17.006可冲17条,
每条件数为:
n2=(1000-a)/h
=(1000-1.5)/33.5
=30.084可冲30件,
板料可冲总件数为:
n=n1×n2=17×30=510(件)
板料的利用率为:
n12=(nF/500×1000)
=(510×800/500×1000)×100%
=81.6%
横裁和纵裁的材料利用率一样,该零件采用横裁法。
图2-3排样图
2.3冲裁力的计算
2.3.1计算冲裁力的公式
计算冲裁力是为了选择合适的压力机,设计模具和检验模具的强度,压力机的吨位必须大于所计算的冲裁力,以适宜冲裁的要求,普通平刃冲裁模,其冲裁力Fp一般可以按下式计算:
Fp=KptLτ公式(2-4)
式中τ——材料抗剪强度,见附表(MPa);
L——冲裁周边总长(mm);
t——材料厚度(mm);
系数Kp是考虑到冲裁模刃口的磨损,凸模与凹模间隙之波动(数值的变化或分布不均),润滑情况,材料力学性能与厚度公差的变化等因数而设置的安全系数Kp,一般取1~3。
当查不到抗剪强度r时,可以用抗拉强度σb代替τ,而取Kp=1的近似计算法计算。
根据常用金属冲压材料的力学性能查出LY21—Y的抗剪强度为280~310(MPa),
取τ=300(MPa)
2.3.2总冲裁力、卸料力、推料力、顶件力、弯曲力和总冲压力
由于冲裁模具采用弹压卸料装置和自然落料方式。
总的冲裁力包括
F——总冲压力。
Fp——总冲裁力。
FQ——卸料力
FQ1——推料力。
FQ2——顶件力
FC——弯曲力
根据常用金属冲压材料的力学性能查出LY21—Y的抗剪强度为280~310(MPa)
2.3.3总冲裁力:
Fp=F1+F2公式(2-5)
F1——落料时的冲裁力。
F2——冲孔时的冲裁力.
落料时的周边长度为:
L1=2×(25+32)=114(mm)
根据公式2-5F1=KptLτ
=1×1.2×114×300
=41.040(KN)
冲孔时的周边长度为:
L2=4πd=4×3.14×3.5=44(mm)
F2=KptLτ
=1×1.2×44×300
=15.84(KN)
总冲裁力:
Fp=F1+F2=41.040+15.84=56.88(KN)
表2-4卸料力、推件力和顶件力系数
料厚t/mm
Kx
Kt
Kd
钢
≤0.1
>0.1~0.5
>0.5~0.25
>2.5~6.5
>6.5
0.065~0.075
0.045~0.055
0.04~0.05
0.03~0.04
0.02~0.03
0.1
0.063
0.055
0.045
0.025
0.14
0.08
0.06
0.05
0.03
铝、铝合金
纯铜,黄铜
0.025~0.08
0.02~0.06
0.03~0.07
0.03~0.09
对于表中的数据,后的材料取小直,薄材料取值。
2.3.4卸料力FQ的计算
FQ=KxFp公式(2-6)
K——卸料力系数。
查表2-6得KX=0.025~0.08,取KX=0.08
根据公式2-6 FQ=KXFp
=0.08×56.88
=4.55(KN)
2.3.5推料力FQ1的计算
FQ1=KtFp公式(2-7)
Kt——推料力系数。
查表2-7得Kt=0.03~0.07,取Kt=0.07
根据公式2-7FQ1=KtFp
=0.07×56.88
≈4(KN)
2.3.6顶件力FQ2的计算
FQ2=KdFp公式(2-8)
Kd——顶件力系数。
查表2-8得Kd=0.03~0.07,取Kt=0.07
根据公式2-8FQ2=KdFp
=0.07×56.88
≈4(KN)
2.3.7弯曲力FC的计算
影响弯曲力大小的基本因素有变形材料的性能和质量;弯曲件的形状和尺寸;模具结构及凸凹模间隙;弯曲方式等,因此很难用理论的分析法进行准确的计算。
实际中常用经验公式进行慨略计算,以作为弯曲工艺设计和选择冲压设备的理论。
Ư形弯曲件的经验公式为:
Fu=0.7KBt2σb/γ+t公式(2-9)
Fu——冲压行程结束时不校正时的弯曲力。
B——γ弯曲件的宽度(mm)。
t——弯曲件的厚度(mm)。
γ——内弯曲半径(等于凸模圆角半径)(mm)。
σb——弯曲拆料的抗拉强度(MPa)(查机械手册σb=400(MPa)。
K——安全系数,一般取1.3.
根据公式2-9Fu=0.7KBt2σb/(γ+t)
=0.7×1.3×25×1.22×400/(5+1.2)
=21.45(KN)
对于顶件或压料装置的弯曲模,顶件力或压料力可近似取弯曲力的30%~80%。
F压=80%Fu
=80%×21.45
=17.159(KN)
弯曲力:
FC=Fu+F压
=21.45+17.15
=38.6(KN)
2.3.8总的冲压力的计算
根据模具结构总的冲压力:
F=Fp+FQ+FQ1+FQ2+FC
F=Fp+FQ+FQ1+FQ2+FC
=56.88+4.55+4+4+38.6
=108.03(KN)
根据总的冲压力,初选压力机为:
开式双柱可倾压力机J23—25。
2.4模具压力中心与计算
模具压力中心是指诸冲压合力的作用点位置,为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。
否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大磨损,模具导向零件加速磨损,降低了模具和压力机的使用寿命。
模具的压力中心,可安以下原则来确定:
1、对称零件的单个冲裁件,冲模的压力中心为冲裁件的几何中心。
2、工件形状相同且分布对称时,冲模的压力中心与零件的对称中心相重合。
3、各分力对某坐标轴的力矩之代数和等于诸力的合力对该轴的力矩。
求出合力作用点的坐标位置0,0(x=0,y=0),即为所求模具的压力中心。
Xo=L1X1+L2X2+……LnXn/L1+L2+……Ln
Yo=L1Y1+L2Y2+……LnYn/L1+L2+……Ln
由于该零件是一个矩形图形,属于对称中心零件,所以该零件的压力中心在图形的几何中心O处。
如图2-4所示:
图2—4压力中心
第三章模具各工位刃口尺寸计算
3.1冲裁模间隙的确定
设计模具时一定要选择合理的间隙,以保证冲裁件的断面质量、尺寸精度满足产品的要求,所需冲裁力小、模具寿命高,但分别从质量,冲裁力、模具寿命等方面的要求确定的合理间隙并不是同一个数值,只是彼此接近。
考虑到制造中的偏差及使用中的磨损、生产中通常只选择一个适当的范围作为合理间隙,只要间隙在这个范围内,就可以冲出良好的制件,这个范围的最小值称为最小合理间隙Cmin,最大值称为最大合理间隙Cmax。
考虑到模具在使用过程中的磨损使间隙增大,故设计与制造新模具时要采用最小合理间隙值Cmin。
冲裁间隙的大小对冲裁件的断面质量有极其重要的影响,此外,冲裁间隙还影响模具寿命、卸料力、推件力、冲裁力和冲裁件的尺寸精度。
冲裁过程中,凸模与被冲的孔之间,凹模与落料件之间均有摩擦,间隙越小,模具作用的压应力越大,摩擦也越严重,而降低了模具的寿命。
较大的间隙可使凸模侧面及材料间的摩擦减小,并延缓间隙由于受到制造和装配精度的限制,虽然提高了模具寿命而,但出现间隙不均匀。
因此,冲裁间隙是冲裁工艺与模具设计中的一个非常重要的工艺参数。
由于硬吕与中碳刚的间隙取值是一样的,所以硬吕材料的间隙值与中碳刚的间隙取值一样。
根据实用间隙表3—1查得材料40的最小双面间隙2Cmin=0.123mm,最大双面间隙2Cmax=0.180mm
表3—1冲裁模初始用间隙2c(mm)
材料
厚度
08、10、35、
09Mn、Q235
16Mn
40、50
65Mn
2Cmin
2Cmax
2Cmin
2Cmax
2Cmin
2Cmax
2Cmin
2Cmax
小于0.5
极小间隙
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
2.0
2.1
2.5
2.75
3.0
.3.5
4.0
4.5
5.5
6.0
6.5
8.0
0.040
0.048
0.064
0.072
0.092
0.100
0.126
0.132
0.220
0.246
0.260
0.260
0.4000.460
0.540
0.610
0.720
0.940
1.080
0.060
0.072
0.092
0.104
0.126
0.140
0.180
0.240
0.320
0.360
0.380
0.500
0.560
0.640
0.740
0.880
1.000
1.280
1.440
0.040
0.048
0.064
0.072
0.090
0.100
0.132
0.170
0.220
0.260
0.280
0.380
0.420
0.480
0.580
0.680
0.680
0.780
0.840
0.940
1.200
0.060
0.072
0.092
0.104
0.126
0.140
0.180
0.240
0.320
0.380
0.400
0.540
0.600
0.660
0.780
0.920
0.960
1.100
1.200
1.300
1.680
0.040
0.048
0.064
0.072
0.090
0.100
0.132
0.170
0.220
0.260
0.280
0.380
0.420
0.480
0.580
0.680
0.780
0.980
1.140
0.060
0.072
0.092
0.104
0.126
0.140
0.180
0.240
0.320
0.380
0.400
0.540
0.600
0.660
0.780
0.920
1.040
1.320
1.500
0.040
0.048
0.064
0.064
0.090
0.090
0.060
0.072
0.092
0.092
0.126
0.126
注:
取08号钢冲裁皮革、石棉和纸板时,间隙的25%。
3.2刃口尺寸的计算
3.2.1刃口尺寸计算的基本原则
冲裁件的尺寸精度主要取决与模具刃口的尺寸的精度,模具的合理间隙也要靠模具刃口尺寸及制造精度来保证。
正确确定模具刃口尺寸及制造公差,是设计冲裁模主要任务之一。
从生产实践中可以发现:
1、由于凸、凹模之间存在间隙,使落下的料和冲出的孔都带有锥度,且落料件的大端尺寸等于凹模尺寸,冲孔件的小端尺寸等于凸模的尺寸。
2、在尺量与使用中,落料件是以大端尺寸为基准,冲孔孔径是以小端尺寸为基准。
3、冲裁时,凸、凹模要与冲裁件或废料发生摩擦,凸模越磨愈小,凹模越磨愈大,结果使间隙越来越大。
由此在决定模具刃口尺寸及其制造公差时需要考虑以下原则:
1、落料件尺寸由凹模尺寸决定,冲孔时的尺寸由凸模尺寸决定。
故设计落料模时,以凹模为基准,间隙去在凹模上:
设计冲孔模时,以凸模尺寸为基准,间隙去在凹模上。
2、考虑到冲裁中凸、凹模的磨损,设计落料凹模时,凹模基本尺寸应取尺寸公差范围的较小尺寸;设计冲孔模时,凹模基本尺寸应取工件孔尺寸公差范围的较大尺寸。
这样在凸凹麽磨损到一定程度的情况下,人能冲出合格的制件。
凸凹模间隙则取最小合理间隙值。
3、确定冲模刃口制造公差时,应考虑制件的公差要求。
如果对刃口精度要求过高(即制造公差过小),会使模具制造困能,增加成本,延长生产周期;如果对刃口要求过低(即制造公差过大)则生产出来的制件有可能不和格,会使模具的寿命降低。
若工件没有标注公差,则对于非圆形工件安国家“配合尺寸的公差数值”IT14级处理,冲模则可按IT11级制造;对于圆形工件可按IT17~IT9级制造模具。
冲压件的尺寸公差应按“如体”原则标注单项公差,落料件上偏差为零,下偏差为负;冲孔件上偏差为正,下偏差为零。
3.2.2刃口尺寸的计算
冲裁模凹、凸模刃口尺寸有两种计算和标注的方法,即分开加工和配做加工两种方法。
前者用于冲件厚度较大和尺寸精度要求不高的场合,后者用于
 升级会员
升级会员 