点光源作业指导书.docx
《点光源作业指导书.docx》由会员分享,可在线阅读,更多相关《点光源作业指导书.docx(15页珍藏版)》请在冰豆网上搜索。
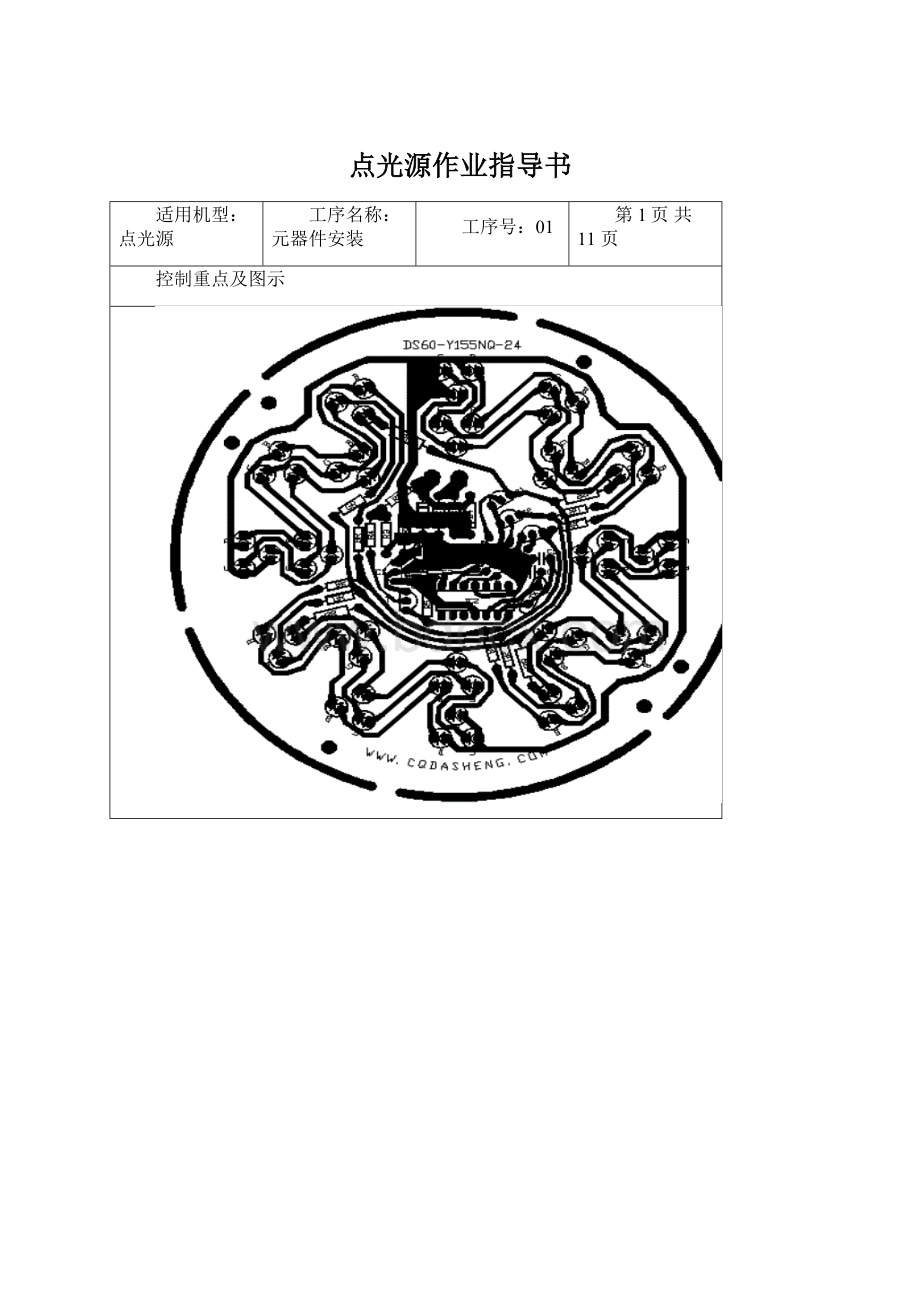
点光源作业指导书
适用机型:
点光源
工序名称:
元器件安装
工序号:
01
第1页共11页
控制重点及图示
拟制:
日期:
审批:
日期:
作业指导书
适用机型:
点光源
工序名称:
元器件安装
工序号:
01
第2页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1.清洁工作台面。
2.检查所用工具是否可以正常操作。
3.所需物料是否到位。
4.所用物料整齐摆放在工作台上。
1.发光二极管的方向。
(长脚为正极)
2.集成块的方向(带点的一端对电路板上的图形的缺口)
3.注意电解电容的正负极不能接反(电容上有标识)
4.注意识别电阻上的色环。
电阻的阻值是否与安装图一致,(结合万用表抽检确认。
)
5.发光管和电阻贴板安装。
安装整齐。
1板子往下工序运输中不要掉落器件。
1.电阻
2.二极管
3.集成电路
4.三极管
5.发光二极管
6.电容
自主检查
1.元器件安装正确性(对比安装图。
2.自检合格后流入下一工序。
操作步骤
控制重点及图示
1.元器件准备,电路板准备。
2.元器件整形
3.手工插件
4.按照先低后高,先轻后重的原则,按安装图插件顺序如下:
电阻,二极管,集成块,三极管,发光二极管,电容。
1一般二极管,电解电容,集成块的引脚标志如图。
此图仅供参考。
说明一般元器件的特
征,实际安装时以BOM表上的规格为准(结合万用表测试确认)。
2按照第二页中安装图所示位置安装。
二极管正极(p)二极管负极(n)
电解电容负极电解电容正极
设备、工具及材料
插件工装
镊子
尖嘴钳。
集成块缺口与电路板上图形对应。
发光管正极
发光管负极
发射极E
基极B
发射极C
拟制:
日期:
审批:
日期:
焊接工艺指导书
线别:
装配线
工位名称:
浸焊
第3页共11页
适用机型:
工序号:
02
特殊特性:
(一)作业前检查事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1插头的接地端必须可靠接交流电源保护地。
2电源线绝缘层不得有破损。
3防静电手腕:
手腕带松紧适中,金属片与手腕部皮肤贴合良好。
4搪锡槽温度:
235±10℃(使用SN63/Pb37锡条,温度以实测为准)。
5锡面距锡槽顶端5~10mm。
6使用RMA助焊剂(即松香基,弱活性焊剂)。
1.进入和退出锡槽的角度约为20度。
2.浸焊时间约3秒。
3.小心溅锡,烫伤。
4.推脚时集中精力,切不可走神。
以免割伤。
1.应在下班前10分钟关掉设备电源。
1、元件是否正确,整齐安装。
2、无虚焊,拉尖,桥接。
焊点光滑无毛刺。
3、剪脚高度符合要求。
操作步骤
控制重点及图示
自主检查/接受准则
1.将元器件排列整齐。
2.用专用夹子夹持电路板,在焊接面均匀喷涂助焊剂。
喷涂后30秒内进入下工序。
3.浸焊前刮去已氧化变色的锡。
4.浸焊:
步骤如右图。
5.常温冷却。
6.切脚:
引脚高度1~1.5mm。
将电路板轻轻推入,切忌用力过大过快伤及焊点。
1.焊接时间控制在3~4秒。
1目检焊接不良点数小于5%。
2焊点形状符合要求。
3剪脚高度1~1.5mm。
4自检合格后流入下道工序。
设备、工具及材料
浸锡机一台
助焊剂喷涂机一台
夹具
切脚机一台
测温表一块
助焊剂
拟制:
日期:
审批:
日期:
焊接工艺指导书
线别:
装配线
工位名称:
手工焊接及后焊
第4页共11页
适用机型:
工序号:
03-04
特殊特性:
(一)作业前检查事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。
2电源线绝缘层不得有破损。
3烙铁头不得有氧化、烧蚀、变形等缺陷。
4支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜。
5防静电手腕:
手腕带松紧适中,金属片与手腕部皮肤贴合良好,接地线连接可靠。
6恒温烙铁温度:
1.LED(SMD):
260~280度2)直插式320度3大功率器件可用360度
1器件整形须离元件根部至少1mm。
2焊时间小于3秒。
3剥线时多股线的导线损伤率应不大于1/7
4焊接时不能烫伤导线。
且不应出现抛线现象
5器件不易上锡或有其它异常应及时反馈组长或技术人员。
1.清洁工作台面
2.拔掉烙铁电源。
1元件是否正确,整齐安装。
2无虚焊,拉尖,桥接,堆焊。
3焊点光滑无毛刺。
3引脚高度是否符合要求。
4导线是否损伤,是否抛线现象。
操作步骤
控制重点及图示
自主检查/接受准则
一.元器件焊接(直插式):
1、元件插装:
将电子元器件管整形,然后按安装图位置插入电路板上。
元件插装遵循先低后高,先轻后重原则。
2操作顺序如右图。
3完毕,剪脚高度1~1.5mm。
不可伤及焊点,或拉扯引脚。
二.导线焊接:
1检查线材是否符合下线表要求:
1)规格,2)长度,3)护套线剥头长度(如果有)4)导线剥头长度。
2多芯导线焊接前应45度拧头,搪锡后焊接。
1烙铁轻触电路板,不可用力过大。
2焊接时间控制在2~3秒。
3合格焊点应为(d)步骤形状,且光亮、润湿良好。
1器件插装必须符合安装图要求。
2剪脚高度小于1.5mm。
3导线无损伤,焊接位置正
确。
4自检合格后流入下道工序。
设备、工具及材料
防静电恒温电烙铁1台
斜口钳1把
镊子1把
拟制:
日期:
审批:
日期:
适用机型:
点光源
工序名称:
通电测试老化
工序号:
05-06
第5页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1带上绝缘手套等劳保用品
1产品轻拿轻放。
2一次测试多条时防止电路板堆叠短路。
3带芯片的写序号书写工整并要求写在芯片左右。
4检查线路板使用电压是否与所接电源一致
产品摆放整齐。
自主检查
1.导线长度符合要求。
2.导线无损伤。
3.外观清洁,无损伤。
操作步骤
1目检电路板无明显短路,开路现象。
2确认通电电压是否正确(参考工艺说明)。
3元件安装整齐,完整。
4通电检测,亮灯方式正确(参考工艺说明)。
应无死灯,明显色差现象。
5如果带有追光效果的产品,请依次将芯片按编号从小到大插入电路板,次序不可颠倒。
6合格产品进入老化工序,不合格的交维修人员返修。
7将通电测试合格的电路板放进外壳槽内并锁紧固定螺丝(带芯片的要写序号然后打热熔胶固定芯片),然后放上测试架依次排开。
(注意:
带追光效果的按照电路板上芯片的序号从低到高依次排列。
)
8拧紧导线线头,将电路板的电源线插入老化架上的插头中。
注意不要有飞线以免造成短路。
9检查:
1)电路板电源线应全部正确安装完毕2)确认电路板的额定电压与所接电源一致。
10通电,看效果是否达到设计要求。
11老化时间为8小时。
12老化过程中检出不合格的产品交维修人员返修。
13老化完毕进入下一工序。
设备、工具
电源
油漆笔
拟制:
日期:
审批:
日期:
点光源工艺流程图
适用机型:
点光源
工序名称:
点光源总装
工序号:
07
第7页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1清洁工作台面
2准备外壳组件
1胶体不得有玷污外壳表面的现象。
2密封硅橡胶的用量控制:
过少会出现气泡,凹陷,过多会溢流,应注意按实际要求生产。
1清理多余胶体。
自主检查
1硅胶无气泡,流痕。
2外壳密合平整,牢固。
3点光源内无异物,划伤。
玷污。
操作步骤及图示
本产品有单端出线,双端出线(一般为通讯产品)两种方式,根据产品选择进行操作。
一外壳组件准备。
二将电源线连接在电路板上(有极性的要注意不能接反)
三将电路板放入点光源外壳槽内,将电路板的定位孔与底座的螺丝孔对位,并用电动螺丝刀旋好固定螺丝,如无法安装固定螺丝的,应用胶将电路板固牢。
(如果芯片有编号,请将编号写在点光源外壳底部。
)
四在底座或面罩的凹槽内先均匀注入一圈703(或906)硅胶,有密封垫圈的,凹槽也需要均匀注胶,再将面罩与座密合;注胶凹槽外露的,还需在密合后均匀打一圈胶填平凹槽以保美观;如果面罩与底座有固定螺丝,用电动螺丝刀平衡用力上齐所有固定螺丝。
五如果是通讯产品,要注意信号线的输入、输出不能焊错焊反。
控制重点:
1.焊接引出线时,注意线头不能分叉或突出焊盘外,更不能线头搭到其他焊盘上。
2.对于底座为金属的,还必须注意绝缘;
3.打胶时,注意胶量的控制,既要饱满又不能有流溢;
4.固紧面罩的螺丝,几个方向力度要均匀,用力要适度。
设备、工具及材料
电动螺丝刀一把
电烙铁一把
焊锡丝若干
固定螺丝若干
密封硅橡胶若干
。
拟制:
日期:
审批:
日期:
适用机型:
点光源
工序名称:
成品检验
工序号08
第8页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1带上绝缘手套等劳保用品
1双端出线注意防止输出端短路
2选择正确的电源
产品摆放整齐。
自主检查
1.导线长度符合要求。
2.导线无损伤。
3.外观清洁,无损伤。
操作步骤
1摇动点光源应无异物。
2通电测试:
接通电源,亮灯方式正确(参考工艺说明)。
应无死灯,明显色差现象。
3敲击点光源,亮灯应无异常。
4点光源内应清洁,距眼睛30cm观察应无明显灰尘,料屑。
5点光源表面应清洁,无划伤、玷污、多余胶体、变形现象。
6密封硅橡胶无气泡,凹陷不得低于1mm,无溢流现象。
7底座与面罩安装端正,牢固。
8导线绝缘层无损伤,玷污,线头无松动。
9合格证,标签,芯片序号(带追光功能才有)等标识清晰正确,粘贴平整可靠。
设备、工具及材料
电源
拟制:
日期:
审批:
日期:
适用机型:
点光源
工序名称:
导线制作
工序号:
准备01
第9页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1清洁工作台面
1剥除护套时不要伤及导线绝缘层。
2导线剥头时不要伤及芯线。
3搪锡时不要损伤绝缘层。
自主检查
1.导线长度符合要求。
2导线无损伤
操作步骤及图示
1将两芯护套线2×0.5线剪成每段250mm
2将两端护套各剥除80mm
3将其中一端剥头3mm,拧头搪锡,另一端剥头20mm保留绝缘层。
成品见图示。
导线成品图:
设备、工具及材料
美工刀一把
斜口钳一把
剥线钳一把
护套线一圈
拟制:
日期:
审批:
日期:
适用机型:
点光源
线别:
底座及引出线加工
工序号:
准备02
第10页共11页
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
顺序检查
1清洁工作台面
2护套线准备
1严格按照说明书比例配制环氧。
2环氧应完全淹没护套。
且平整无气泡。
3勿使底座其它未连通的空间沾染上胶体。
1清理多余胶体。
自主检查
1.导线长度符合要求。
2.环氧应完全淹没护套。
操作步骤及图示
第一步:
穿线,打胶:
把线穿入底座,使护套穿出端盖5mm,导线穿出80mm;用705硅胶密封过线孔,旋转电线两
圈,使密封胶充分流动到过线孔的缝隙中。
约15分钟后可以进入下工序。
第二步:
环氧配制:
根据说明书,用称称取(或量杯量取)适量环氧,严格按照比例勾兑并充分搅拌约10分钟左右备用。
第三步:
环氧灌封:
将兑好的环氧树脂用针筒注入端盖,使内表面平整,严禁护套外露。
室温存放12小时,待环氧凝固后备用。
设备、工具及材料
705硅胶若干
大号注射针筒一支
斜口钳一把
剥线钳一把
环氧树脂AB胶各一桶
拟制:
日期:
审批:
日期:
 升级会员
升级会员 