PP材料各种加工工艺的 缺陷和对策.docx
《PP材料各种加工工艺的 缺陷和对策.docx》由会员分享,可在线阅读,更多相关《PP材料各种加工工艺的 缺陷和对策.docx(26页珍藏版)》请在冰豆网上搜索。
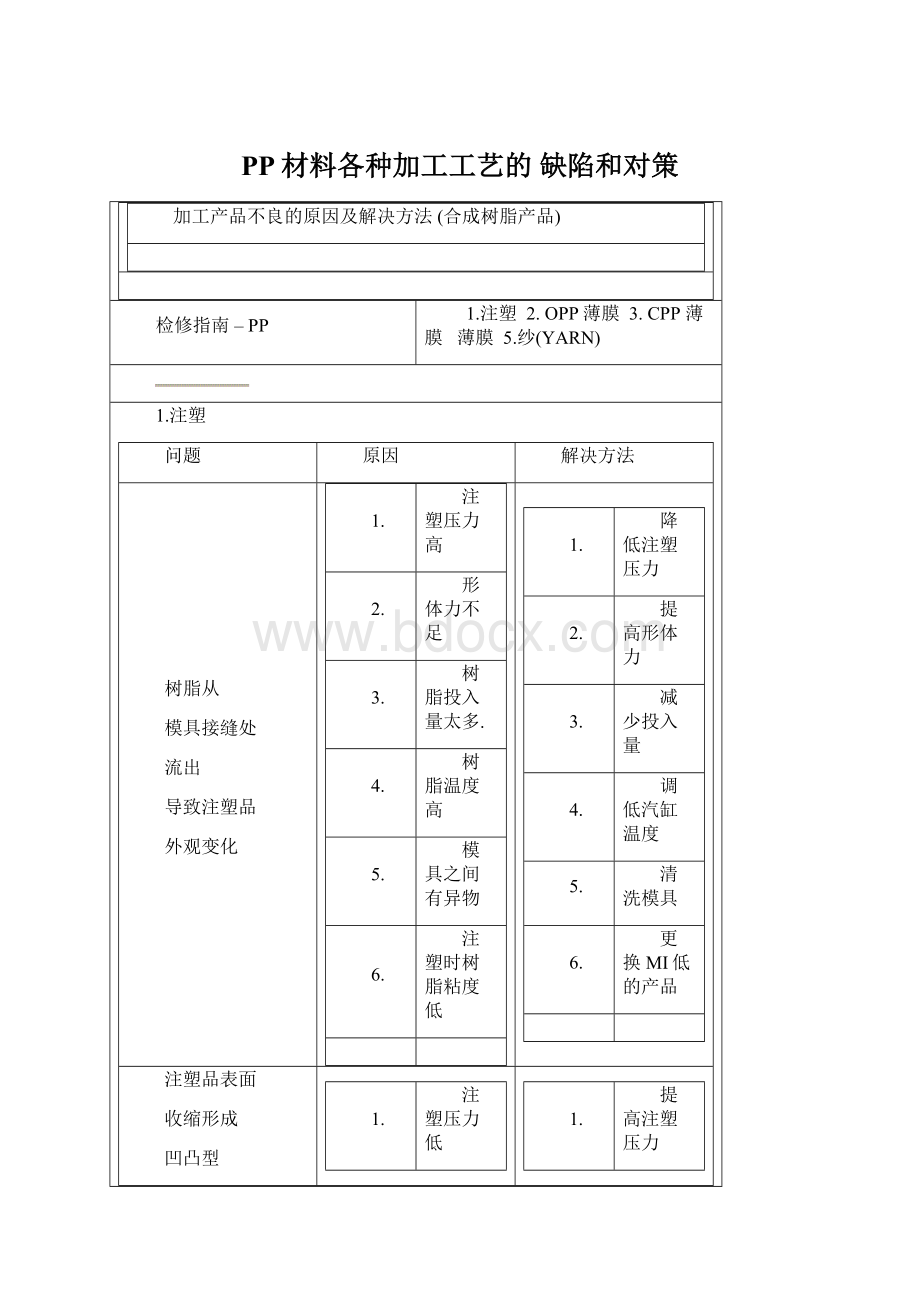
PP材料各种加工工艺的缺陷和对策
加工产品不良的原因及解决方法(合成树脂产品)
检修指南–PP
1.注塑 2.OPP薄膜 3.CPP薄膜 薄膜 5.纱(YARN)
1.注塑
问题
原因
解决方法
树脂从
模具接缝处
流出
导致注塑品
外观变化
1.
注塑压力高
2.
形体力不足
3.
树脂投入量太多.
4.
树脂温度高
5.
模具之间有异物
6.
注塑时树脂粘度低
1.
降低注塑压力
2.
提高形体力
3.
减少投入量
4.
调低汽缸温度
5.
清洗模具
6.
更换MI低的产品
注塑品表面
收缩形成
凹凸型
1.
注塑压力低
2.
注塑压力维持时间短
3.
注塑速度慢
4.
树脂温度高
5.
模具开启太快
6.
模具温度高或不均匀
1.
提高注塑压力
2.
延长第二次注塑时间
3.
加快注塑速度
4.
调低汽缸温度
5.
延长冷却时间
6.
调低模具温度或检查油路
内部
产生气泡
1.
注塑压力低
2.
树脂温度低
流动性不良
3.
树脂温度高
产生气体
4.
排气不良
5.
模具温度低
6.
材料中有水分
或挥发成份
1.
提高注塑压力
2.
调高汽缸温度
3.
调低汽缸温度
4.
修理模具
5.
调高模具温度
6.
充分将树脂
预先干燥
注塑品上有
树脂流动痕迹
1.
树脂流动性不良
2.
注塑速度慢
3.
喷嘴太小
4.
第2次注塑压力不足
5.
模具温度低
6.
树脂流动不良
1.
调高汽缸温度
2.
加快注塑速度
3.
扩大喷嘴
4.
调高第2次注塑压力
5.
调高模具温度
6.
更换MI高的树脂
龟裂现象
(内部应力或喷射器不均匀,外部应力集中)
1.
注塑压力高
2.
树脂温度低
流动性不良
3.
树脂投入量过多
4.
离型不良
5.
离型时中心为真空状态
6.
树脂被污染
1.
调低注塑压力
2.
调高汽缸温度
3.
减少计量
4.
加入离型剂
5.
检查通风情况
6.
调低再生产品使用比例
注塑品
未从模具中
脱落
1.
注塑压力高
2.
树脂温度高
流动性大
3.
第2次注塑压力大
4.
材料投入过多
5.
冷却不够,注塑品粘在模具上
1.
调低注塑压力
2.
调低汽缸温度
3.
调低次注塑压力
4.
减少计量
5.
降低模具温度
或延长冷却时间
注塑品上有
银白色条纹
1.
注塑容量和注塑性能差
2.
过热引起树脂分解
3.
模具温度低
4.
铸口位置不良
5.
模具表面残有水分、油污
和润滑剂
6.
树脂中有水分
或挥发成份
1.
更换注塑机器
2.
调低汽缸温度
3.
调高模具温度
4.
检查铸口设计
5.
清洗模具
6.
充分将树脂
预先干燥
树脂不能
完全进入
模具的空穴中
1.
注塑容量和注塑性能差
2.
树脂供给量不足
3.
树脂温度低
流动性差
4.
喷嘴阻力大,导致压力损耗大
5.
铸口不均衡
6.
排气不良
1.
更换注塑机器
2.
调高计量
3.
调高汽缸温度
4.
检查喷嘴大小
5.
铸口扩大的面积
调整均衡
6.
设置AIRVENT
注塑品表面
没有树脂
原有的光泽
1.
树脂熔融不均,导致出现部分过热现象
2.
因过热引起树脂分解
3.
树脂流动性差
4.
模具温度低
5.
离型剂过多使用
1.
检查汽缸加热机接头
2.
调低汽缸温度
3.
调高汽缸温度
4.
调高模具温度
5.
减少离型剂的使用
2.OPP薄膜
2-1-1.挤压机组发生问题时
问题
原因
解决方法
滤器机前后
压力差超过100BAR
1.
熔融树脂过冷时
1.
检查气缸温度
延长预热时间
压力计摆动大
1.
原料供应量不稳定时
2.
温度设定不对时
3.
驱动器摆动时
1.
检查搅拌器和填充区
2.
以10℃为一个单位,将各区的温度
重新设定
3.
检查驱动器的电力设备
未熔融物
从压模中流出
1.
滤器机筛网损坏时
2.
注塑温度过低时
1.
更换滤器机
2.
调高注塑温度,直至熔融物均匀
挤出机的
螺杆转动时,压模中无树脂流出
1.
管接头,滤器机或压模
被冷却的熔融物堵住时
2.
用架桥效应不能供应
原料时
3.
进料区的温度太高,树脂融化后粘在
螺杆槽上时
1.
检查压力和温度设定值,
将预热时间延长后,再启动
2.
检查循环滚轧机,
尽可能使用孔较小的筛网
3.
将进料区的温度降到
50-70℃,低速启动,
直至块状树脂流出
铸塑薄膜
上出现气泡
1.
树脂中有水份时
2.
母炼胶上有水份时
3.
间歇性不能向注塑机
传送原料时
1.
更换树脂,
将树脂充分干燥
2.
超过%时更换
3.
检查原料供应部分
发生鲨皮印
1.
均聚物和二元共聚物
的粘度差很大时
2.
节流板位置不正常时
3.
二元共聚物层太薄时
1.
更改原料配置,
以10℃为一个单位,
调高MI低的注塑的温度
2.
检查后重新调整
3.
察看注塑量,进行适当调整
烟雾较多时
1.
出现热分解时
2.
添加剂受热不稳定时
1.
调低注塑温度
2.
调低注塑温度,
如无效果的话,更换母炼胶
冷硬轧辊和
铸塑薄膜之间出现气泡
1.
AIRKNIFE的位置设置不对时
2.
冷硬轧辊的温度太低时
1.
重新调整AIRKNIFE的位置
2.
察看冷硬轧辊的温度,适当调高
铸塑薄膜上
纵向出现HAZYLINE和条纹
1.
薄膜全幅
水冷不均时
2.
在高温中长时间使用的
压模机头中有炭化物
沉积时
1.
在水槽内形成更牢固的TUBULENCEFLOW
2.
进行分解清洗
铸塑薄膜
上出现横纹
1.
AIRKNIFE的位置设置
不对时
1.
重新调整AIRKNIFE的位置
冷硬轧辊和
铸塑薄膜之间有水
1.
除水不够充分
2.
冷硬轧辊的温度太低时
(特别是在启动时)
1.
重新调整脱水系统
2.
调高冷硬轧辊温度
铸塑薄膜
上有炭化物
或有褐色
1.
过热导致注塑机和压模上
有树脂分解物时
2.
热分解厉害时
1.
分解清洗
2.
调低注塑温度
*注意:
调整压力
2-1-2.拉伸机组发生问题时
问题
原因
解决方法
MDO出口处薄膜幅宽不均
1.
延伸轧辊之间薄膜打滑时
2.
延伸轧辊不干净时
3.
薄膜从加热缓冷轧辊上跳跃时
1.
夹紧压料辊或
提高延伸轧辊温度
2.
清洗延伸轧辊
3.
调高加热缓冷温度,
或调高压料辊的压力
沿MD方向延伸的薄膜上有白斑
1.
延伸温度低
1.
察看温度设定值,
调高温度至薄膜的顶点附近
沿MD方向延伸的薄膜上有不透明斑点或条纹
1.
薄膜粘在轧辊上时
2.
轧辊不干净时
1.
调低温度
2.
清洗轧辊
沿MD方向延伸的薄膜上有划痕
1.
拉伸间隙不正常时
2.
压料辊不能正常贴在一起时
1.
将延伸轧辊调整到同一水平
2.
进行精确调整
MDO延伸后薄膜的边缘部分有波动
1.
MDO和TDO间
薄膜的张力太差
1.
增加调节辊荷重
拉伸间隙之间出现薄膜破裂
1.
延伸比太高时
2.
延伸温度太低时
3.
铸塑薄膜不均匀时
1.
调低延伸比
2.
调高预热温度和延伸温度
3.
提高铸塑薄膜的均一度
TDO中的薄膜破裂(声音很响时)
1.
延伸温度太低时
2.
一个或一个以上风扇关掉时
3.
气泡、炭化物等薄膜缺陷
4.
TDO中残留的厚薄膜碎片
碰到薄膜时
5.
一个或一个以上的CLIP
下面有薄膜碎片时
1.
察看温度设定值,调高
预热部分和延伸部分温度
2.
重新开动风扇
3.
参照2-1-1.
4.
停止生产线,将TDO打扫干净
5.
察看边缘部分,打扫CLIP
TDO上薄膜破裂
(无声音时)
1.
延伸温度太高时
2.
气泡、炭化物等
薄膜缺陷
1.
调低延伸温度
2.
参照2-1-1.
不透明、
发暗的薄膜
1.
MD延伸比太低时
2.
延伸温度太高时
1.
调整MD延伸比
2.
调整温度设定值
薄膜上出现
厚厚的未延伸线条
1.
铸塑薄膜的允许值
不对时
2.
延伸温度太低时
1.
重新调整允许值
(调整铸塑薄膜的厚度)
2.
适当调高延伸温度
脱离CLIP时
薄膜收缩
1.
薄膜温度太高.
1.
启动冷却风扇
2-2.最终薄膜发生问题时
问题
可能原因
解决方法
轧辊状态时
薄膜起皱
1.
拉伸应力不好,
厚度不好时
2.
膨胀机位置设置
不对时
1.
调整拉伸
2.
重新调整
电晕处理
不能保证
全幅均一
1.
整个薄膜上的电极距离
不同时
1.
调整到和轧辊保持水平方向
薄膜上有
硬斑,鱼眼等
1.
树脂不适合时
2.
母炼胶不合适时
(特别是A/B剂)
3.
切边机或再生树脂上有
灰尘等异物时
1.
更换树脂
2.
更换母炼胶
3.
注意选择使用
薄膜上有条纹
1.
薄膜在延伸轧辊上打滑时
1.
适当调整MDO的压料辊
2.
提高MDO的温度
3.
调整和薄膜表面接触的金属部分
MD方向的
厚度不均
1.
注塑机的压力偏差
2.
薄膜在延伸轧辊上打滑时
1.
参考2-1-1.
2.
调高MDO的温度至薄膜的
顶点附近
TD方向的
厚度不均
1.
TDO的温度太低
导致不均匀延伸时
2.
注塑机的混炼不均
3.
过量使用再生树脂时
4.
生产线上出现
温度偏差时
5.
压模机头间隙不合适时
1.
调高预热和延伸温度
2.
调整注塑机部分温度、滤器机等
3.
减少再生树脂的使用量
4.
重新调整温度
5.
考虑延伸比的同时,
调整压模机头间隙
收缩率大
1.
加热缓冷温度太低时
2.
拉伸辊机座或线板上出现
沿MD方向冷延伸效果时
3.
加热缓冷区上薄膜
不能充分松弛时
1.
调高加热缓冷和延伸温度
2.
调整线板张力
3.
调整MDO的轧辊速度,
调整TDO加热缓冷区的宽幅
薄膜不透明
1.
原料和添加剂配置不对时
2.
TDO的温度设置不对时
3.
MDO延伸比太低时
1.
改变原料和添加剂的配置
2.
调高预热温度,
降低延伸温度
3.
调高延伸比
3.CPP薄膜
问题
解决方法
薄膜上有残留物
1.调低加工温度,或调高冷却轧辊的温度
薄膜透明度、光泽度不良
1.调高加工温度,或调低冷却轧辊的温度
缠在卷轴上的薄膜出现WET-BLOCKING现象
1.增加A/B剂或SLIP剂配方
大量发生鱼眼
1.打扫干净加工机器
(特别是挤出机,机头部分)
薄膜出现条纹
1.打扫干净加工机器
(特别是挤出机,机头部分)
2.增加加工温度,提高熔融温度
3.使薄膜经过的部分(特别是冷硬轧辊)保持平滑
薄膜
问题
原因
解决方法
薄膜起皱
1.
气泡不稳定
2.
通风口的空气流动不稳定
3.
冷却水流少
4.
定型圈内部有异物
5.
V形板不对
6.
线板张力强
1.
调整压模间隙稳定气泡,
调低压模温度
2.
察看通风口,将空气流动调整均一
3.
增加冷却水量,使SIZING内部
冷却水全部溢流
4.
打扫干净定型圈内部
5.
调节V型板,使之均衡,
去除折皱
6.
调整线板的张力
薄膜出现条纹
1.
压模中有炭化物或异物
2.
熔融温度低
3.
树脂压力太高
4.
定型圈内部有异物
5.
VV型板导致划伤
1.
打扫压模部件和内部
2.
调高加工温度,
使之充分熔融
3.
降低螺杆速度
提高加工温度
4.
打扫定型圈内部
5.
将V型板内面加工平滑
发生凝胶体或
BLACKSPEC
1.
压模或注塑机被污染
2.
筛眼裂开
3.
混入污染物
1.
清洗压模或注塑机
2.
更换筛眼
3.
投入原料时,开封时注意
不要让异物混入BAG内,
将进料斗盖上盖子,
防止灰尘等异物混入
4.
将注塑机周围打扫干净
气泡抖动
现象
1.
进料速度慢
2.
室内空气流动厉害
3.
通风口的空气流动
不稳定
4.
冷却水流小
5.
V型板位置不对
1.
调整螺杆RPM和压料辊的速度
2.
不要让室内空气流动
3.
调整通风口,
使空气流动稳定
4.
增加冷却水量,使SIZING内
均达到溢流的程度
5.
调整V型板位置
焊接线
不良引起的
气泡鼓起
1.
压模中有炭化物或异物,
产生焊接线
2.
压模内部星形轮的冷却
3.
树脂中混入了异物
4.
树脂中吸入了水份
1.
打扫干净压模
2.
直至压模温度充分达到设定温度,
再启动机器
3.
防止进料斗和树脂中混入异物
4.
更换树脂
薄膜外观出现鲨皮印
1.
树脂的MI相差太大
2.
熔融温度低
3.
筛眼裂开
1.
更换树脂
2.
提高注塑机的温度
3.
更换筛眼
发生气泡
破裂
1.
树脂中混入异物
2.
筛眼裂开
3.
树脂的混炼不足
4.
树脂吸入水份
5.
树脂供给不畅时
1.
防止进料斗和树脂中混入异物
2.
更换筛眼
3.
调高注塑机的温度,
调低压模的温度,增大混炼效果
4.
更换树脂
5.
调低注塑机进料区的温度,
防止树脂被熔融
5.纱(YARN)
问题
原因
解决方法
产生炭化物
1.
压模内部残留的树脂
受热炭化
2.
注塑温度高
1.
生产结束后开动冷却扇,
尽快降低温度
2.
调低加工温度
发泡爆裂
1.
原料中含水
2.
颜料、M/B中含有水份
3.
进料斗下部的过分冷却
4.
原料供给不足
1.
将原料进行干燥或更换
2.
将颜料、M/B进行干燥或更换
3.
减少进料斗冷却水
4.
察看螺杆、料斗的结构是否有问题
5.
降低螺杆转速
6.
降低BARREL供给部的温度
压模痕残渣
1.
压模机头残渣
1.
调低压模的温度
2.
清洗压模机头
3.
修复压模机头缺损部分
4.
察看颜料、添加剂是否不良
垂落
1.
气泡垂落
1.
调低注塑温度
2.
调整冷却环的空气量
厚度
折皱
斑点
1.
调整薄膜的厚度
2.
调整轧辊、导板的平衡
3.
减慢供给速度,
提高熔融树脂的温度
 升级会员
升级会员 