设计制图标准.docx
《设计制图标准.docx》由会员分享,可在线阅读,更多相关《设计制图标准.docx(26页珍藏版)》请在冰豆网上搜索。
设计制图标准
1.注射模具设计、制图一般标准
1.1注射模设计制图的一般规定:
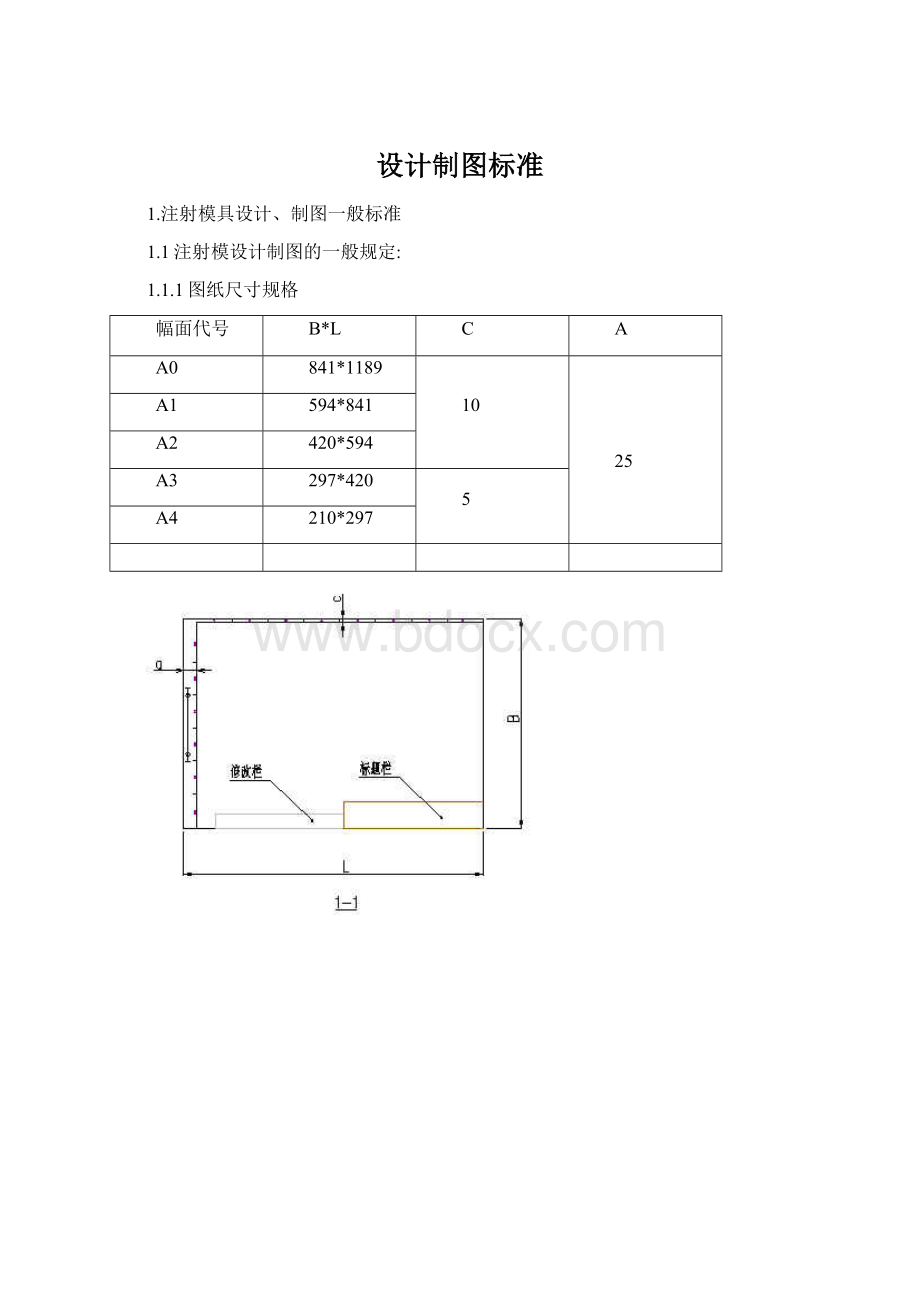
1.1.1图纸尺寸规格
幅面代号
B*L
C
A
A0
841*1189
10
25
A1
594*841
A2
420*594
A3
297*420
5
A4
210*297
标题栏标准格式见附图1-1a、1-1b,请严格按此标准格式执行。
见下图,标题栏要求填写齐全,签名要用正楷。
1.1.2图纸比例的表示方法为A:
B
A.:
在图纸上绘画之尺寸,B:
物件的真实尺寸
例:
图纸比例缩小——1:
2
图纸比例相同——1:
1
图纸比例放大——5:
1
注意:
绘图设计时必须采用1:
1,而出图时装配图必须1:
1打印,零件图应根据实际需要缩放打印,原则是能清晰表达示图。
1.1.3线段分类
线段类别
线宽
名称
颜色
用途
0.4
实线
蓝绿色,青色,白色
物体可见轮廓线
0.25
虚线
蓝色
不可见轮廓
0.25
细实线
红色,蓝色,浅绿色
尺寸线,尺寸界线、剖面线
0.25
细点画线
洋红
轴线、对称中心线
0.25
波浪线
灰色
断裂处的边界线、视图和剖视的分界线
0.25
双折线
灰色
断裂处的边界线
0.5
粗点线
白色
表达物体有特殊要求的部分
0.25
双点线
红色
假想物体,夹具的定位位置和定位物件
1.5b
粗实线
白色
插穿、碰穿模架基准边的面轮廓线,线切割轮廓线
1)图线宽度:
实线定为0.4mm宽
2)图线画法:
同一图样中,同类图线宽度应一致。
虚线点画线及双点画线的线段长度和间隔各自大致相等
1.1.4文字的使用
1)尺寸文字字高定为3.5mm,(箭头尺寸定为2.0)公差值文字字高2~3mm
2)其它文字字高定为3.5或5.0mm,优先使用5.0
3)字体Romans字体
4)文字尺寸不得有任何重叠现象
1.1.5投影方法
本公司参照JISZ8315标准,制图投影方法采用国际标准中第三角投影方法,而非国标常用的第一角投影方法
1.1.6图纸更新
如图纸发出后,图纸有所更改,须将图纸更新及重新发放。
1.2公司工程部出图样式及基本要求
为了缩短模具生产周期,工程部需在最短的时间内提供满足各种需要的图纸:
结构简图、排位图、模架图、上下模零件草图、装配图、零件图、线切割图、顶针图、铜公图、3D模图。
1.2.1简图
用来订模胚,上下模料及开框并给工程设计员以指引用。
结构简图一般由技术主任手工绘制在《初步排位图》上。
结构简图一般只画后模简图及一个剖视图,要表明模架规格、开框尺寸、上下模尺寸、产品在模中排位情况,表明产品分模情况及入水位置。
1.2.2产品图
在对客户要求,产品性能清楚明白后,对出模斜度、公差配合等作充分考虑后把客户产品图修正抄在电脑上。
产品名称M00000-000P
1.2.3排位图
一些较复杂手工绘制较困难的模具,可由工程设计员根据技术主任指示在电脑上绘制,其作用同结构简图。
排位图可以不画顶针、撑头、弹弓等,只需画前后模排位及一个侧视图,有行位时要把行位画完整。
排位、枕位、入水等也要表达出来;如已有产品图,需调入模中安排,如没有,可以画一个大轮廓及其重要部位即可。
1.2.4模架图
对于需在模架厂开框加工的模架,要绘制模架图。
模架图要传真给供应商生产,所以应用A4纸清晰表达所要加工的尺寸和要求,标准模架部分尺寸可缺省不标注
1.2.5上下模零件草图
为了缩短制模周期,对于本公司2、3级模具在内的装配图未完成情况下,先下发模具零件草图,保证工场开料、磨曲尺、钻螺钉孔、配框等工作的进行。
草图只标大尺寸即可
1.2.6装配图
1.2.6.1装配图是工程部出图主要形式之一。
装配图应能表达该模具的构造,零件之间的装配与连接关系,模具的工作原理,以及生产该模具的技术要求,检验要求等。
装配图必须1:
1出图。
1.2.6.2一张完整的装配图应具有下列内容:
①能表达模具构造的足够的图形②必要的尺寸③顶针列表(扁顶、有托顶针及司筒要标清)④零件编号、标题栏、更改栏⑤公司规定明细表应单独列出于《材料明细表》,用A4纸另外打出,同时在装配图表达。
⑥《下模孔位标示列表》表1-1。
表1-1下模孔位列表
代号
名称
数量
SP
撑头
KO
顶棍孔
STR
垃圾钉
BOLT
山打螺丝
EGB
中托司套
模具装配图要插入以上表格,以免加工时出现遗漏。
1.3《明细表》一般要求:
①、《明细表》要列出装配图上所有零件,(包括模架板)。
②、《明细表》“名称栏”填上零件名称,零件名称要按公司标准名称书写。
见附表:
(一律用中文名,除非客户特殊指定)
模具零件标准名称列表(1-2)
序号
中文名
英文名
序号
中文名
英文名
1
顶针
E.P.
1
上码模板
TopClampingPlate
2
有托顶针
SteppedE.P.
2
水口板
RunnerStripperPlate
3
扁顶针
RectangularE.P.
3
A板
APlate
4
司筒
E.P.Sleeve
4
推板
StripperPlate
5
司筒针
SleevePin
5
B板
BPlate
6
直身导边
StraightLeaderPin
6
托板
SupportPlate
7
有托导边
ShoulderLeaderPin
8
顶针面板
EjectorRetainerPlate
8
直身杯司
StraightBushing
9
顶针底板
EjectorPlate
9
有托杯司
ShoulderBushing
12
下固定板
BottomClampingPlate
10
分型面管位块
PositionBlockSet
13
回针
ReturnPin
11
圆锁
TaperPinSet
14
拉杆
SupportPin
12
尼龙扣机
PartingLock
15
拉杆定位介子
SupportPinSpacer
13
顶针板导套
EjectorLeadBushing
16
齿轮
Gear
14
顶针板导柱
EjectorLeaderPin
17
螺丝
Screw
15
水口拉杆
PullerBoltSet
18
轴承
Bearing
16
限位螺丝
StopperBolt
19
油缸
OilCylinder
17
限位钉
PositioningPin
20
气缸
AirCylinder
18
管位块
SlotterKey
21
间隔圈
SpacerRing
19
弹簧
Spring
22
垃圾钉
SlopperRing
20
螺钉
Screw
23
撑头
SupportPillar
21
限位块
DistanceSpacer
24
行位开关组
DetectionSwitchSet
22
无头螺钉
ScrewPlug
25
撑脚
DistanceSpacer
23
平头螺钉
SocketHeadCapScrew
24
波子螺丝
BallPlunger
25
定位螺钉
PositioningScrewPlug
26
防水胶圈
Oring
27
喉塞
TaperScrewPlug
28
定位环
LocatingRing
29
唧嘴
SprueBushing
30
截流塞
CoolingCircuitPlug
模具零件标准名称列表(1-2)
序号
中文名
英文名
序号
中文名
英文名
1
前内模
Cavity
1
后内模
Core
2
前模镶件
CavityInsert
2
后模呵
BlockCore
3
前模镶针
InlayCavityPin
3
后模镶件
CoreInsert
4
潜水镶套
PinPointGateBushing
4
后模镶针
CorePin
5
流道衬板
RunnerPlate
5
撑头
SupportPillar
6
水口扣针
RunerLockPin
6
拉板
TensionLink
7
行位
Slider
7
拉板介子
TensionLinkRetainer
8
行位导向键
SliderCerterRail
8
管位块
LockingBlock
9
行位镶件
SliderInsert
9
行位垫块
SlidePlate
10
斜边
AngularPin
10
斜边压块
HoldingPlateForA.P.
11
弯梢
AngularCam
11
斜顶
Lifter
12
铲基
LockingBlock
12
斜顶滑座
SlideUnitForLifter
13
行位压板
SliderGuideRail
13
冷胶套
SprueLockBushing
14
隔热板
InsulationSheet
14
运水镶件
InsertForCooling
15
压板(其他类)
HoldingPlate
15
等高螺钉
StopperBolt
16
楔块
SpacerWedge
17
销钉
DowelPin
③“尺寸”栏填写该零件净尺寸,有小数点要进位取整数。
④“材料”栏填写零件材料,外购标准件写“订购公司”,自制标准件写“自制”。
⑤“数量”栏填该零件数量,对于易损件,难加工零件注意备多一些料,写法如下:
“4+6”,前面一个“4”表示该零件实际数量,后一个“6”表示预备料数量,预备料数量根据实际情况定。
⑥“备注”栏应填写材料热处理要求,另外模架和内模已订的零件要在备注栏写上“已订”有零件图的零件写上“零”
1.4其它要求:
①画装配图前要仔细研究客户产品图纸及其它技术要求,并弄清《模具资料》要求,如以前做过类似的模具要找到其File作参考用
②画装配图前要先抄好产品图,抄产品图时要对客户图纸作适当修正,如加上必要的出模斜度,有公差要求的要计入公差,一般要考虑修正至将来有利于加胶的形状
③产品图调入模架后要乘缩水,并作镜像处理(倒影)
④产品图调入模架后要保证产品基准相对于模架基准是整数
⑤多型腔模具图要标明型腔号码,对于齿轮等多腔小水口模流道上也要注明相应的型腔号码(CAV.NO)
⑥装配图剖切要恰当,剖切线要表明,并剖与切图相对应
⑦细微结构要作放大处理
⑧斜顶平面布置图(包括底部滑座)要清晰表达,尺寸标清,以利于加工,防止与其他件干涉。
⑨在装配图上要注明各孔代号。
如撑头用SP标注,并写上序号。
1.5装配图尺寸标注要求
5.1与注塑机连接部分的尺寸要标清
5.2模架板长、宽、高尺寸要标清
5.3所有不出零件图的零件尺寸要标清(主要是模架加工部分)。
标准孔的加工可不标
5.4产品基准与模具基准的关系尺寸要标清,并尽量用整数。
1.6装配图存放位置:
\\srv\2004模具图\
1.7零件图
1.7.1零件图是表示零件结构大小及技术要求的图样,是公司组织生产的重要技术文件之一
1.7.2零件图应在能够充分而清晰地表达零件形状结构的前提下,选用尽可能少的视图数
1.7.3零件的尺寸标注
a)尺寸标注应符合国家《机械制图》的基本规定——正确;
b)尺寸标注必须做到保证工场各生产活动能顺利进行——完整;
c)尺寸配置应醒目,便于看图查找——清晰;
d)尺寸标注应符合设计及工艺要求,以保证模具性能——合理;
e)
对有斜度的零件尺寸标注旁要注明大、小或(L-X0),(S-X0)以表明大小端尺寸,(X表示斜度值-即单边度数)
f)基本要求:
最大外形尺寸一定在图面有直接的标注。
若产生封闭尺寸链,可在最大外形尺寸上加括号。
1.7零件图的尺寸基准:
正确选择尺寸基准是保证零件设计要求,便于加工与测量的重要条件。
模具零件图基准种类有:
1、产品基准——客户产品图纸的基准。
所有关于胶位的尺寸由产品基准作为设计基准。
零件图中的胶位尺寸应与产品图中尺寸一一对应。
2、装配基准——一般以模架中心作为装配基准。
所有螺钉孔,运水孔等与模架装配有关系的尺寸要以装配基准为设计基准。
3、工艺基准——根据对零件加工,测量的要求而确定的基准。
如镶件孔的介子位标数要由底面为基准。
1.8零件图上技术要求的注写
零件图除了图形和尺寸外,还注写了一些不同形式的代号及文字说明;这是为了保证产品性能的需要而提出的一些技术指标,如表面粗糙度、极限点配合,表面形状和位置公差以及热处理要求等。
1表面粗糙度符号、代号及其标注
是加工符号的横线上方注写数值的粗糙度代号。
其数值3.2μm,即Ra值,称为轮廓算术平均偏差。
国家标准对Ra数值作了规定。
不同数值所反映的表面粗糙度,以及获得该项指标的加工方法见下表
表面特征
Ra代号
加工制作方法
适用范围
加
工
面
粗加工面
粗车、粗锣
钻孔、倒角、没有要求的自由表面
半光面
精车、精锣、粗磨
接触表面,不甚精确的配合面
光面
精磨、高速锣、座标磨
要求保证定心及配合特性的表面
最光面
抛光、镜面
镜类模具
毛坯面
锻、扎制等经表面清理
无需进行机加工的表面
Ø表面粗糙度代号和符号的规定画法
Ø本公司1级2级模具零件图必须标注粗糙度
2零件图尺寸公差的标注(本公司模具配合公差定为幼、中、粗三级)
a幼级配合采用H6/h5——用于1级和2级模具或多镶件拼合场合
b中级配合采用H7/h6——用于本公司3级模具
c粗级配合采用H8/h7——用于本公司4级模具
d模架上开孔框公差参见例图
e未注公差一律按标题栏未注公差表设计
3形状和位置公差的标注
本公司1级2级模具的零件图要标注形位公差(形位公差标注示例参见附图)
4热处理与表面处理的注写
对有热处理、表面处理要求的零件要注明,例如:
淬火HRC48-50;氮化HV700;蚀纹面;抛光面等
1.9零件图的存放位置及命名方法:
\\srv\2004散件图\
1.9.1线切割图
1对线切割的零件,要给出线切割图形。
线切割图形要用双点画线表达产品轮廓,用实线表达线切割部位。
线切割图要有穿线孔位置及大小尺寸。
线切割图要标注线切割大轮廓尺寸(可以用卡尺,针规等简单测量的尺寸),复杂曲线轮廓可以不标注尺寸
2线切割图锐角部处理(例图),如下图
(一)线割方孔,此方孔有二件镶件左侧锐角要加R0.15,以避开镶件凹槽部分R
③线切割轮廓线要用粗实线表达
1.9.2顶针图
对顶针数超过20支以上或顶针太近表达不清时,顶针列表要单独出图即顶针图
1.9.3铜公图
1.对下述场合要出铜公图
①、公司1级及2级模具
②、复杂及大型模具
2.铜公图上要有电蚀图以表达电蚀方法,要有必要的能测量的尺寸。
1.9.43D模图
1.所有3D模图由工程部用UG或Proe绘制3D模型以方便电脑锣写刀路
1.
1
-7
模型图命名方法:
产品图标准
1、为了便于改成品图。
使用AUTOCAD顔色和层定如下:
层名顔色线型名称线型形式
成品:
P白色实线
尺寸:
DIM綠色实线
圆框:
LABEL白色实线
剖面线:
HATCH红色实线
剖切线:
SECTAR绿色双点画线
2、为了将成品的结构形状表达得正确、清晰、完整,便于看图和设计模具,成品要有以下视图。
(注:
主视图为成品面部,后视图为成品底部。
)
2.1)主视图,X,Y的向切图,后视图(简单成品)
主视图,左、右、上、俯视图`,后视图,X,Y方向及其它方向的切图(复难成品)
2.2)局部放大图(视需要,如超声线,司角柱,倒扣位。
)
2.3)至少要有两个以上立体图,一个从看,另一个从外边看。
3、成品图尽量以1:
1的比例放置,如要放大成品,同时要在图框中增加1:
1的视图;
4、标注尺寸采用的单位
当客户要求模图用英制(INCH),则成品图用英制(INCH),若模图用公英(MM),则成品图用公制(MM);如未知要求,则要问客人。
5、图框中尺寸的字体尺寸:
高度:
3MM)
6、标注尺寸时采用的精度:
角度:
采用一位小数:
XX°(deg)
公制:
采用二位小数:
XXX(mm)
7、标注尺寸的基准:
平面图
7.1如果是对称的,用两条中心线做基准,
同时加注基准符号
7.2如果只有一轴对称,另一轴不对称:
如有柱位,就以柱中为基准
如没柱位,检查外形那边是直线,作为基准
7.3)如两轴都不对称,选柱位或直边做基准
切图:
以成品的分模线为基准,同时加注基准符号
说明:
如工程师要求以工程图为准,即成品基准与模图中成品基准重合。
8.标注尺寸:
基本要求:
正确、完全、清晰、合理。
8.1首先要标注成品整体尺寸(最长,最宽,最高)
8.2应将尺寸尽量标注在视图外面,以免尺寸线,尺寸数字与视图的轮廓线相交
8.3同心圆柱的直径尺寸最好标在非圆视图上。
8.4相互平行的尺寸,应按大小顺序排列,小尺寸在内,大尺寸在外,并使它们的尺寸数字错开。
8.5尺寸线要布置在几条线上,相开尺寸最好布置在一条线上,对尺寸密集地方,放大标注,以免产生误解。
8.6成品中的重要定位尺寸,如孔,骨,槽等直接从基准标出。
8.7所有结构要有定位,定形尺寸,对于孔,骨,槽的定位尺寸要以中为准
8.8所有圆,及对称结构,要加注中心线。
8.9在标注切圆尺寸,为了清晰,明了,整洁,内外尺寸要分别标注在两侧
9.所有图纸必须要填写标题栏。
10.绘制电脑成品图之目的及注意事项:
10.1.1当客户只提供2D电脑产品图档或图纸或样板时,必须根椐客户提供的资料绘制3D产品图,3D产品图确认后即进2D工程图转换,进行标数,出图。
10.1.2当客人提供3D产品图时,则对3D产品图进行修改,改正待客人确认后进行2D图绘制。
10.1.3所有2D/3D成品图均能用电脑存档,同时打印出来交给工厂作模。
10.1.4如果是工厂做模用,要求以2D形式存档。
10.2审核客人之成品图纸:
10.2.1公制/英制(MM/INCH)
10.2.2比例(SCALE)
10.2.3投影方法(PROJECT)
10.2.4成品名称(PARTNAME)
10.2.5成品号/版本号(PARTNO·/REV·)
10.2.6成品形状,尤为与模结构有关之位置,骨位、胶厚、柱位、倒扣位…
在此,是应该初步考虑单个成品之模具结构,譬如分模线,细镶件,顶针,
扁顶,司筒,斜顶,行位,入水。
10.2.7一旦发现原图纸有错误或者有疑问,必须向工程师及时提出。
同时考虑模具结构时,有可能需要修改成品形状的,这种情况也可提早提出,因时间关系,工程人员也不一定能详细了解成品结构。
10.2.8至于成品尺寸是否正确或足够,只有到绘制详图时才能以发现。
模具结构草图标准
1、先要了解成品到底是什么形状:
是圆的方或方的,分形面是平的,斜的,弯的或高低级的,有没有行位或斜顶,有没有深骨位或深柱等。
2、决定分形面的位置:
1)先考虑能否做平行面,部分位置可能有夹线。
要问客人能否接受。
2)如不能做平,才能考虑做斜,弯的或高的低级。
3)成品会否吸前模。
3、决定那些位置做镶件:
1)深骨位或薄片位,抛光及疏气困难,所以要镶。
2)有些骨位加工困难或为薄钢料易断的,如做镶件,使加工方便或维修容易。
4、决定顶针位置:
1)是否足够及平均分布;
2)顶针距离呵边最少1mm以上钢位;
3)因为运水问题部分顶针可能在移位。
5.决定运水位置:
1)尽量放在胶位底或旁边;
2)如直接运水不成可考虑加散热针,水塘或用铜镶件等;
3)必要时,顶针可移位;
4)热量最多地方;
6、决定内模件大小:
1)成品尽可能分中,不要偏心,以免出错。
2)超过一件成品时,成品之定位应取整数,偶数。
3)加工后之尺寸长度可取整数或半寸。
4)欧洲模以HASCO为标准。
7、决定模胚大小:
当第6项决定后,再按实际情况检查有没有行位,油缸热流道等便可决定模胚大小。
注:
1)公司要求设计部每一个人(包括经理,组长,绘图员)都依上述七个步骤设计草图。
2)上述七个步骤原则是徒手画及加上1;1的成图把有关的东西画上,也不需要很整齐,只有清楚方法就可以。
3)这样做法是使有关人员要了解成品及模具要求,倘若中间发现有什么问题或不清楚的可即时问客人,以减少在设计中来回修改时间。
模胚图标准
1、模胚图的内容:
1.1模板(A板、B板、水口板、推板、托板、凳仔、顶针板、顶针底板、码模板)。
1.2导柱G..P.(Guidepin)及导套G..B(Bashing)。
1.3导柱G..P.下方之螺丝。
1.5管钉。
1.6E.G..P(EjectorGuide)及E.G.B。
1.7R.P(Returnpin回针)(弹弓不用画)。
1.8垃圾钉。
1.9顶针板螺丝。
1.10撬模坑(每块板之间四个角位,包括针板之间)。
1.11导柱G.P.(Guidepin)下方之排气。
1.12吊模孔,码模槽。
1.13镶件、行位、铲基、直身锁、长方形啤把锁以及其它较大的腔。
1.14尺寸(包括平面图坐标,板厚、零件大小及数量,精框尺寸公差,吊模孔位置,撬模坑尺寸)。
1.15各块模板之钢材名称。
2.视图安排
2.1两个平面图,一个切图。
(模胚结构较复杂,可适当加切图表示尺寸)平面图直
接从模图中COPY出来,切图使用原切图。
(即带凳仔之切图),补齐R.P,E.G..吊模孔(虚线图)精框等。
2.2整个模胚图按1:
1,画出尺寸按1:
1标示。
3.注意事项
3.1将开框图图框加进来后,再放大某一倍数X,以使1:
1之模胚图能放入此图框中,但将会用A4图纸缩小打印,为使打印出来清晰,要求在此模具图中的文字(包括所用的字,尺寸文字(有LTSCALE控制,坐标尺寸),在正常情况基础上再放大X倍,打印出时在PLOT指令对话框中输入缩小比例1:
X即可。
LABELS放大后,其内的字基本上大小差不多,当然对于中文字,笔画较多,可大些所有文字采用绿色。
3.2平面图相应位置,用文字说明此腔深度(一律从P.L面算起,而不要采用相对腔
深)
 升级会员
升级会员 