船舶建造规范.docx
《船舶建造规范.docx》由会员分享,可在线阅读,更多相关《船舶建造规范.docx(39页珍藏版)》请在冰豆网上搜索。
船舶建造规范
船舶建造规范JS07
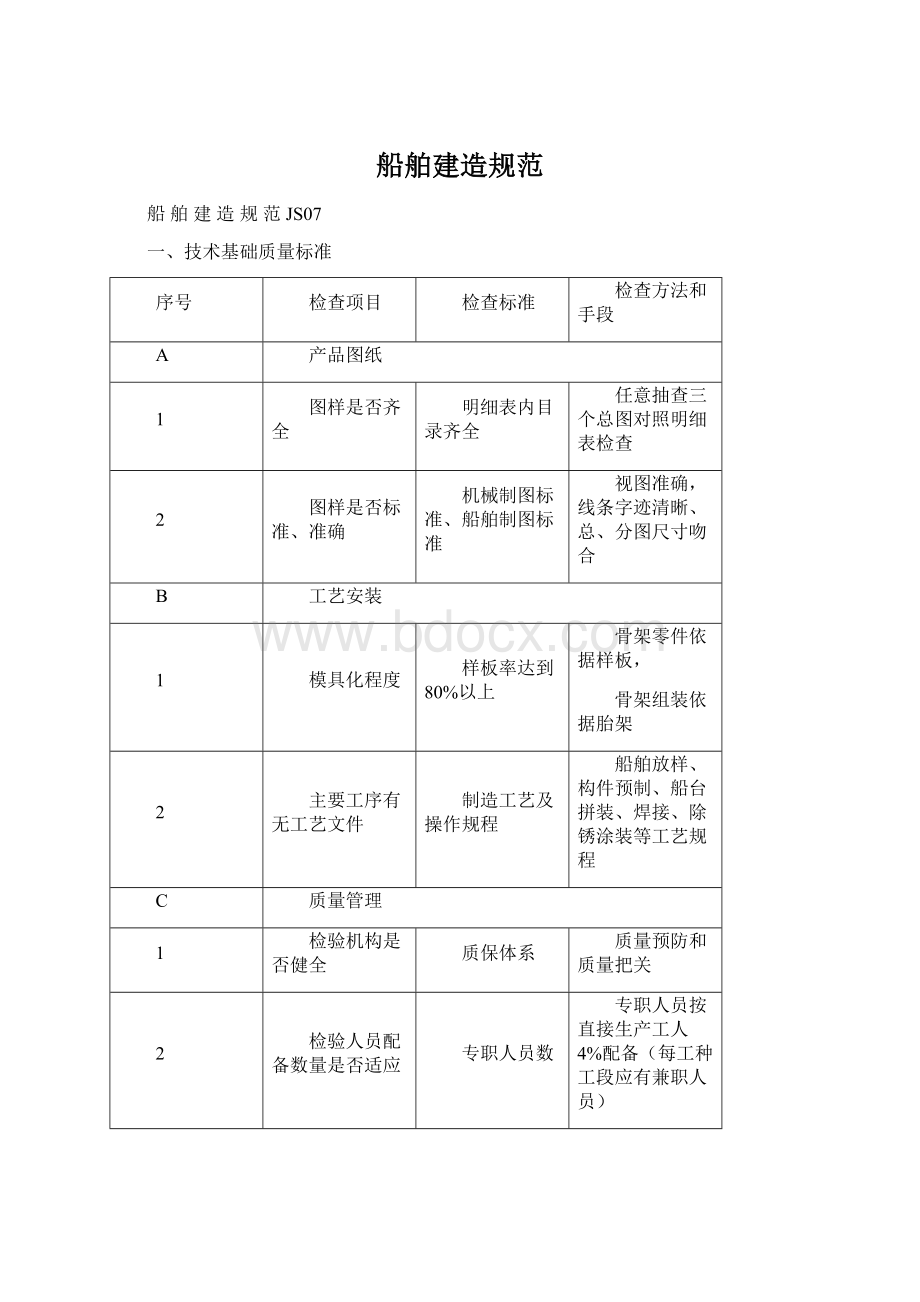
一、技术基础质量标准
序号
检查项目
检查标准
检查方法和手段
A
产品图纸
1
图样是否齐全
明细表内目录齐全
任意抽查三个总图对照明细表检查
2
图样是否标准、准确
机械制图标准、船舶制图标准
视图准确,线条字迹清晰、总、分图尺寸吻合
B
工艺安装
1
模具化程度
样板率达到80%以上
骨架零件依据样板,
骨架组装依据胎架
2
主要工序有无工艺文件
制造工艺及操作规程
船舶放样、构件预制、船台拼装、焊接、除锈涂装等工艺规程
C
质量管理
1
检验机构是否健全
质保体系
质量预防和质量把关
2
检验人员配备数量是否适应
专职人员数
专职人员按直接生产工人4%配备(每工种工段应有兼职人员)
3
检验标准、检验制度是否贯彻
文件有无下达车间、班组,检验原始记录是否完善
抽查文件、原始记录、调查、询问生产(工作)者是否熟悉本工种(工作)标准
4
检验测工具
是否具备、适用
按行检的受检项目考核
5
外协件、外购件、标准件
规格、质量是否符合要求
各抽查三种,有无检查记录
二、线型放样式,样板制作及号料标准
1、型线放样
序
分类
名称
检查项目
允许偏差
说明
一级
二级
1
基线及格子线
粉线和画出线条的粗细
≤1
拉钢丝吊锤检查测对角线的误差值
基线直线性
±1
格子线的垂直度(对角线检查)
±1.5
肋骨间距
±1
平行于基线的水线平行度
±1
平行于中线的各纵剖线的平行度
±1
水线或剖线间距
±1
2
船体主尺度
总长
±2
垂线间长
±2
半宽
±1
型深
±1
3
点子吻合度
型线在三个投影面的吻合度
≤2
4
其他
放样型值与设计型值相差
按线型图比例
如1:
25误差≤25与设计值比较
2、结构放样和样板、样箱制作
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
结构放样
机座、龙骨、纵壁位置偏差
±1
与设计值比较
结构尺寸(长、宽、高、形状)偏差
±1
结构穿孔、开口的尺寸偏差
±
2
样板制作
直线部分外形偏差
±0.5
±1
曲线部分外形偏差
±1
±1.5
扶强材、肋骨间距偏差
±0.5
±1
结构穿孔、开口尺寸偏差
±
±
3
样箱制作
外形曲线部分
±0.5
±1
基准切面直线性
±0.5
±1
拼装样箱平台四角水平
±3
±5
对角线检查
±1.5
±2.5
型线下料,样板条
±1
±1.5
划线样板
±0.5
±1
3、号料(抹样)
序
号
分类
名称
检查项目
允许偏差
说明
一级
二级
1
线条粗细
号料线条宽度
≤1
2
样板材
外形线条和样板的吻合度
±0.5
±1
扶强材、肋骨间距
±1
±1.5
结构穿孔,开口尺寸偏差
±
±
3
外板
直线性:
长度≤3米
±1
±1.5
长度>3米
±1.5
±2.5
曲线外形
±1
±1.5
扶强材、肋骨间距
±1
±1.5
结构穿孔,开孔尺寸偏差
±
±
对角线检查
±1.5
±2.5
4
对合线
位置
中心线、理论线偏差
±1
±1.5
三、预制平台,胎架及构件预件技术标准
1、预制平台
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
铁平台
平台四角水平度
±6
±8
平台平面平整度
≤3(每米内)
2
基线及格子线
画出的线条粗细
≤1
基线直线性
±1
水线或纵剖线间距
±1
3
船体主尺度
半宽
±1
与放样线型比较
型深
±1
4
其他
机座、龙骨、纵壁位置偏差
±1
斜切检查三个投影面
≤2
对角线检查
±1.5
2、胎架制作
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
样板制作
胎架线型与样板偏差
±1
±1.5
2
拼装平台要求
铁平台平面不平度
≤3
(每米内)
铁平台四角水平度
±3
±5
基面直线性
≤1
≤1.5
3
拼制胎架
曲线面偏差
±1
±2
胎架四角水平
±3
±5
4
复线检查
胎架外形与样板偏差
±1
±2
胎架肋距偏差
±0.5
±1
胎架纵向间距偏差
±0.5
±1
3、零件边缘加工表
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
气割
直线边缘
±1
±1.5
曲线边缘
±1.5
±2
穿孔或开口尺寸
±
±
气割边缘的垂直度
板厚≤6mm
≤0.5
板厚>6mm
±1
2
剪切
直线边缘
±1
±1.5
曲线边缘
±1
±1.5
面板竖板宽度
±1.5
±2
3
钢板刨边
钢板两侧纵边的平行度
≤1.5
≤2
每6米长度内
钢板纵边横边的垂直度
≤1
≤1.5
每米宽度内
相接两板边缘的贴合偏差
-0.5
-1.5
坡口深度
±1.5
±2
刨削边缘垂直度
≤1
≤1.5
4、零件形状加工
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
压筋板
压筋间距
±3
±5
压筋深度
±2
2
折边
折边宽度
±3
±4
折边板的夹角
±2
±2.5
长度≤3米(每米偏差)
±2
±2.5
长度>3米(全长偏差)
±4.5
±6
3
型钢的弯曲
肋骨、横梁及其他各种连接型钢弯曲后与样板间的偏差
(1)轮廓与样板偏差
≤2
≤3
(2)角钢边的夹角偏差
±1.5
±2.5
(3)角钢边的平整度
±1.5
±2.5
(4)横断面的扭转变型偏差
≤2
≤3
4
型钢的矫直
型钢矫直后每一米长弯曲
≤1.5
≤2.5
断面的扭转度每一米长
≤1.5
≤2.5
5
钢板弯曲
单向曲度的零件与样板偏差
板厚<8mm
≤4
≤7
板厚≥8mm
≤3
≤6
单向弯曲的纵向零件与样板偏差,圆筒形、圆锥形、槽形
工作长度~1000mm
≤2
≤3
>1000~2000mm
≤4
≤5
>2000~3000mm
≤5
≤6
>3000~5000mm
≤6
≤7
>5000mm
≤7
≤7
整圈的圆筒形或锥筒体的尺寸偏差
≤2
≤3.5
直径尺寸偏差不得超过其直径
±5/1000
椭圆度不超过直径的
5/1000
7/1000
6
拼板矫平
板厚2~5mm
≤8
≤10
板厚5.5~8mm
≤5
8
板厚>8mm
≤4
≤6
5、构件预制
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
T形构件
外形与型线偏差
±1
±2
面板与腹板垂直度
≤1.5
≤2.5
腹板偏离面板上和正确安装线
±1
±2
腹板平整度(每米长偏差)
±2
±3
面板的角变形
≤2
≤3
2
肋骨框架及组合肋板
框架与平台线型偏差
±1.5
±2.5
肋骨、横梁、肋板、肘板相互平面偏差
±1.5
±2.5
板缝龙筋位置尺寸偏差
±2
±3
框架平面扭曲度
≤3
≤5
四、船台安装及校验标准
1、船台安装
序
分类名称
检查项目
允许偏差
说明
一级
二级
1
摆墩
工字钢或槽钢平直度
±2
±2.5
对接高低偏差
≤1
≤1.5
工字钢或槽钢拼装后水平测量高低
±3
±5
2
画线
胎架间距偏差
±1
±2
胎架肋距偏差
±1
±2
对角线检查
±2
±3
肋位间距
±1.5
±2
3
竖胎架
胎架间距与船台工字钢间距的吻合度
±1
±2
胎架肋位与船台肋位的吻合度
±1
±2
4
底板拼作
底板中心线与船台中心线偏差
±1
±1.5
板与胎架的贴合度
≤2
≤3
板对接高低偏差
板厚≤5mm
≤0.5
板厚>5mm
≤
δ
≤
δ
δ—板厚
手工焊板缝对接间隙
δ=2~4mm
≤1
≤1.5
δ=5~6mm
≤1.5
≤2
δ=7~14mm
≤2
≤3
5
底板画线
底板中心线的直线性
≤1
≤2
肋位与胎架肋位的吻合度
≤1
≤2
龙骨间距
≤1
≤2
机座半宽
≤1
≤2
机座中心线
≤1
≤2
序
分类
名称
检查项目
允许偏差
说明
一级
二级
6
纵横构架安装
纵横构架安装位置与理论线偏差
≤1
≤2
纵横构架十字接头的重合度
≤
δ
≤
δ
δ—板厚
纵横构架相交处的垂直偏差
≤2
≤3
等高度构架相交处高度偏差
≤2
≤3
纵横舱壁的垂直度
≤2
≤4
横舱壁中心线偏差
±1
±2
横舱壁水平度
±2
±3
肋骨纵骨间距
±2
±3
平直构件与壳板安装间隙
≤1
≤2
弯曲构件与壳板安装间隙
≤2
≤3
7
主机基座安装
基座半宽
±1.5
±2
只许外倾
基座中心线
±2
±4
基座四角水平度
≤3
≤4
基座面板倾斜度
≤2
≤3
8
舷侧列板散装
主甲板理论线与横梁上口线偏差
±2
±3
板的上下口肋位线肋骨理论线偏差
±3
±5
板的横接缝处肋骨间距
±4
±5
9
艏柱安装
艏柱中心线与船台中心线的偏差
±3
±5
艏柱纵倾
±
±
10
舵柱及舵孔
轴孔中心线与理论中心线左右偏差
±2
±3
轴孔中心线与理论中心线上下偏差
±2
±3
舵孔中心与船台中心线偏差
±2
±3
舵杆定点前后位移
±2
±3
11
主甲板安装
甲板中心线与底板中心线重合度
±3
±4
甲板宽度
±4
±6
甲板梁拱
±2%ε
±3%ε
ε—梁拱值
12
上层建筑
上层建筑中心线对下层船体:
中心线偏差
±3
±5
上层建筑四角水平
±6
±7
上层建筑高度
±6
±8
上层建筑宽度
±5
±7
围壁板与甲板上理论相对位移
±2
±4
2、船体装配矫正
序
号
分类
名称
检查项目
允许偏差
说明
一级
二级
1
船壳板
平直部分的底板、旁板
≤4
≤5
指邻近二肋骨间
艏艉部底板、旁板甲板
≤4
≤5
2
纵横壁
主甲板以下的纵横壁
≤6
≤8
二根扶强材间
3
上层建筑
甲板、围壁、纵横壁
≤3
≤4
二根扶强材间
扶强材绕度
≤3
≤4
五、主要尺度整体性能技术标准
序
分类名称
检查标准
检查方法与手段
1
胎架水平性
公差为±2
用软管校验,量取四角各点
2
总长
公差为±0.1%L
在艏艉处分别吊垂线用50m钢卷尺量取
3
总宽及片体
宽度
公差±0.10%B
公差±0.0%b
在船舯处从外舷板垂线量取
4
型深
公差±0.15%H
在船舯处从外舷板理甲板至基线高度
5
艏艉起翘度
±15
割除外板与外板胎架点焊后使船前自然状态测量
6
船底中心线偏移
5
用艏艉垂线和胎架中线。
对应量取差值等四次(前后左右)
7
外观检查
船体无明显锤痕、疤印、拉马等工装具割掉磨平,焊缝无外缺陷,油漆无剥落,漆膜光匀
8
肋骨间距
一级公差±3,焊后±3
二级公差±4,焊后±4
直尺抽检8道
9
扶强材间距
一级公差±3,焊后±3
二级公差±4,焊后±4
直尺抽检8道
10
胎架上底板不紧贴度
一级装配后2,焊后4
二级装配后3,焊后5
直尺抽检8道
11
构架与外板垂直度
一级公差±2,焊后±3
二级公差±3,焊后±4
直角尺和直尺配合
抽检抽查8处
12
外板凹凸度
5/500(δ=6mm以下)
用直尺在船底抽检5处
六、焊接技术标准及要求
序
检查项目
检查标准
检查方法和手段
1
骨架焊接
(1)焊缝鳞状纹均匀、无弧坑焊瘤裂纹、焊穿等缺陷。
尺寸符合规范要求。
清除焊渣;
(2)按规定等级施焊,加强焊、包角焊,无遗漏;
(3)δ=4-8(δ=3-4)咬边深度≯1(≯0.5)长度不大于15%。
任意100mm长度中,气孔不多于两个,夹渣总长≯5%;
(4)符合焊接程序,尽可能减少变形。
外观检查,尖榔头敲击检查,用钢板尺对照焊接规范检查1-2条焊接部分
检查焊纹走向和压盖情况与要求是否相符,抽查一个底舱。
2
骨架与壳缝板
(1)、
(2)、(3)同上
(4)不允许填塞大于3mm以上的焊接间隙
同上
检查1-2条,每条1米
3
外板接缝
(水下部分)
(1)、(3)同上
(2)焊纹均匀,不允许有气孔夹渣,未焊透等内在缺陷。
(3)X光片检查,合格率在85%以上。
外观全部检查
用φ4钻头钻孔,不同部位共10个,有怀疑内在缺陷的另加钻孔检查
4
外板接缝
(水上部分)
同上
外观全部检查,不做钻孔实验
5
水密试验检查
(1)主船体应按试验大纲分别作灌水、冲水、水压试验
(2)甲板室作冲水、淋水、积水试验
灌水、冲水等方法,煤油试验按规范规定。
七、涂装技术要求
序
检查项目
检查标准
检查方法和手段
1
除锈
手工除锈要求出白,达2.5级
外观检查
外观检查必要时刮去涂膜转化情况
2
防锈漆
(1)附着牢固
(2)漆膜厚度不小于40μ
在25mm2面积内划1mm2(1×1)方格无剥落测测仪目测检查
3
面漆
(1)无起泡、龟裂、流挂现象
(2)漆膜光滑、平整、光色均匀、无花脸、无剥落
(3)深漆层厚度50μ
目测
测厚仪
八、轴系安装技术要求
序
检查项目
检查标准
检查方法
A
轴系装配
1
尾轴与尾轴承配合
安装间隙0.45-0.55白合金新制最小厚度3.50mm。
(或按设计图纸要求)
仪具检测
2
中间轴与中间轴承的配合
安装间隙0.15-0.19mm白合金新制
最小厚度3.00mm(或按设计图纸要求)
同上
3
推力轴与推力轴承的配合
安装间隙0.10-0.15极限间隙0.4
(或按设计图纸要求)
同上
4
尾轴与螺旋桨的装配
尾轴锥体与螺旋桨锥孔的装配;
(1)尾轴锥体与螺旋桨锥孔应研刮配合,接触面均匀。
键装配合检查时,75%以上的面应均匀接触,且每25×25mm2的面积上不得少于2-4点接触油粉斑。
(2)平键与键槽的配合
A、键与轴键槽单独修刮配准,要求能将键轻轻打入槽内不松脱,两侧应均匀接触。
在80%的周长上插不进0.05mm的塞尺,键底与轴槽底,接触面积为30-40%以上不得悬空。
B、键与孔槽应进行配制,两侧接触均匀。
0.05mm的塞尺插进的长度不得超过接触长度的40%,而且两端2倍键宽的长度上接触良好。
仪具检测
平键宽b<30
检验塞尺的厚度0.05mm
B
轴系安装
1
轴系找中条件与要求
用计算公差法校中和校检轴系。
推力轴中心线应比曲轴中心线低0.05-0.10。
而曲轴法兰与推力轴法兰的曲折值不大于0.10mm/m
仪具检测
2
轴系中心线安装验收要求
1、轴系总偏差
轴颈d<100(按85计计算长度按3.5计)
总偏移(δ=0)0.75总偏斜(ψ=0)0.32
2、轴系各法兰校中偏差
短轴系指有一根中间轴或无中间轴的轴系推力轴后各法兰为δ、ψ≤0.20(mm、mm/m)
仪具检测
C
中间轴、推力轴、尾轴及联轴器加工
1
船轴与联轴器锻件
1、材料:
常用30号、35号或45号钢,建议采用35号钢。
2、船轴的化学成份,机械性能均满足建造规范中有关规定
3、热处理热轧钢材可按设计要求进行调质处理。
但当采用焊接法兰时,必须进行整体或局部退火。
局部退火时,加热区应包括除法兰外不少于一倍半轴颈的长度
4、焊接法兰采用合理的接缝,采用V型坡口与法兰平面成30度
5、船轴加工后表面应光洁,不得有碰伤、凹陷、毛刺、黑斑等缺陷。
校验材质单;
目测;
仪具检测。
序号
检查项目
检查标准
检查方法和手段
2
船轴加工技术要求
1、工作轴颈及锥体部分,新制误差不大于0.05mm极限跳动不大于0.12mm,非工作轴颈,新制误差不大于0.20mm极限跳动不大于0.65mm;
2、船轴法兰径向及端面跳动,径向极限跳动0.14,端面极限跳动0.07
3、船轴新制,其光粗糙度要求为工作轴颈部分为0.8
4、非工作轴颈部分1.6,法兰端面外圆表面3.2
仪具检测
3
轴端法兰螺孔与连接螺栓
1、法兰圆柱形连接螺栓,其紧配栓数目不少于4只,要求松紧螺栓间隔排列相配;
2、紧配螺栓与螺孔的配合加工精度,螺栓直径D<30;配合值0-0.01,螺栓不柱度0.015,椭圆度0.01,螺孔不柱度0.02,椭圆度0.01;
3、加工连接螺孔时,应将成对的轴安放在合理支承上,并使相配法兰的偏移与曲折值为0,两法兰紧密拉平接触后进行铰镗孔。
仪具检测
4
船轴可拆联轴节
法兰及可拆联轴器加工技术要求:
1、联轴器法兰外表面的精加工,应在锥孔刮配后套装到轴上进行光车加工。
技术要求和锻造法兰相同。
2、联轴器锥孔与锥体接触良好,接触面积在75%,且25×25mm2内不得少于三个接触点。
塞尺检查锥体大端时0.03mm插入深度不超过3mm。
接触面允许存在1-2处面积不大的空白区:
总面积少于锥体表面15%,最大长度或宽度不应超过该处锥体直径的1/10,且不得分布在同一母线或圆周线上。
3、平键与键槽两侧面的接触面积应不少于75%。
与联轴器键槽相配时,75%长度上应插不进0.05mm的塞尺,其余部分应插不进0.10mm,平键与轴键槽底应接触,其接触面积不少于30-40%
4、联轴器紧固螺母装妥后,接合面90%周长上应插不进0.05的塞尺,其中接触面积不少于75%,并有可靠的防松装置。
仪具检测
D
轴系轴承、尾轴及管路
1
中间轴承与推力轴承
白合金轴承浇铸质量和装配要求:
1、轴承浇铸白合金后,表面不应有裂纹、疏松和密集气泡等缺陷。
熔融的白合金不得有过烧现象,必要时可抽验金相组织。
2、白合金的粘合质量应良好,一般不许有不粘合现象存在,白合金壁厚应力求均匀,厚薄差不得大于壁厚的20%,白合金最小厚度为3.5mm。
3、轴颈与白合金轴承应进行修刮研配,使轴径长度范围内接触面积达75%以上,且每25×25mm内具有3-4个油斑点。
4、中间轴承挡油环装配后,在环与轴颈之间,应紧密,插不进0.05塞尺,挡油环前后按轴系的长度应留有不小于3-4mm的轴向间隙。
5、推力轴承,中间轴承和尾轴承可采用其它与白合金同性能的轴承材料。
仪具检测
序
检查项目
检查标准
检查方法
2
中间轴承垫片与连接螺栓
垫片的材料厚度及使用要求:
材料,钢质,厚度最大≤75mm,最小≥8mm。
1、金属垫片各工作面应平整,在平板上检查应插不进0.05mm塞尺,表面粗糙度为3.2
2、垫片装配质量检查,金属垫片在各轴承定位及垫片装入后,当底脚螺栓未旋紧前,用塞尺检查垫片各接合面间的间隙。
要求70%周长上插不进0.05mm塞尺,个别分散部位允许0.10插入20-30mm以内。
3、垫片装配后应对轴系进行检查,中间轴轴颈与中间轴承的下部要求接触,应插不进0.05mm塞尺。
4、中间轴承底座与轴承座连接螺栓中,应该有两只紧配螺栓。
仪具检测
3
尾轴承
1、尾轴承衬套材料为轴承合金或同性能的其它轴承材料,最小极限厚度为0.018d+1.5(d-尾轴轴颈)
铸件不允许有裂缝、集中渣孔等足以影响强度与紧密性缺陷。
对于较小的缺陷允许经修补后使用,采用滚动轴承时应符合与尾轴配合技术要求,采用白合金应符合图纸要求。
查看
4
尾轴管
1、尾轴管材料可采用20号碳素钢管等;
2、尾轴管加工后应经压力试验,压力0.2Mpa,25分钟内不得有渗漏,允许用焊补、填补塑料等方法消除个别渗漏。
补后应重新试压。
3、尾轴管装配要求,尾轴管尾端螺母旋紧后螺母与平面应贴合,0.05mm塞尺不能插入螺母。
需有可靠的锁紧装置。
4、钢质尾轴管装配衬套处最小壁厚:
轴颈在80-120mm时,壁厚为12mm
压力试验
E
船舶轴系密封装置技术要求
1
密封装置及J型橡胶密封圈
(1)回油管在水线以上的船舶,以油从回油管回油起继续泵油3分钟;
(2)对回油管在水线以下的船舶,泵压力为轴系中心线至船舶载重水线间距的1.5倍,一般不得大于1kg/cm2;
(3)油压试验时,密封装置不准有滑油漏出,试车检查首端装置时允许有滑油渗出,润滑橡皮环唇口,偶有滴落的现象。
(4)防蚀衬套用钢质镀铬,粗糙度为0.8,内外圆不同轴度0.05mm;法兰端面不垂直度0.1mm/m;
(5)J型密封卷应在使用期限内,唇边应无裂纹、缺口、毛边无缺陷。
(6)密封压板尺寸应符合图纸要求;
(7)密封橡皮应为耐油橡皮,厚度6-8mm,内孔直径为D=0.9D割制橡皮应无裂纹,割制内孔应光洁无裂纹和缺口、橡皮未老化。
泵油
2
尾轴管首部填料函密封装置
(1)试车时要求:
油润滑填料函一般不应漏油,每分钟漏油量不超过6-10滴,允许使用;
(2)使用极限温度75度
观察,用温度计实测
F
船舶轴系验收要求
1
轴系安装验收要求
1、按“船舶轴系装配技术要求”检查
仪具检测
2
试航验收要求
(1)在试航中整个轴系及轴承工作平稳,无特殊的敲击摩擦声音及振动;
仪具检测
(2)温升要求(系泊试验时)
转速最大时不大于额定80%
环境温度
≤30℃
>30℃
推力轴承
≤65℃
≤70℃
滑动中间轴承
≤60℃
≤65℃
滚动中间轴承
≤70℃
≤75℃
填料函体与压盖
≤75℃
≤75℃
九、螺旋桨技术要求
序
号
检查项目
检查标准
检查方法和手段
1
锥孔与端面
不垂直度每米不超过0.15mm
粗糙度除中部凹处s3.2
键槽宽度每100mm允许偏差不超过0.02mm
整个
 升级会员
升级会员 