8T电瓶车机车培训资料1.docx
《8T电瓶车机车培训资料1.docx》由会员分享,可在线阅读,更多相关《8T电瓶车机车培训资料1.docx(12页珍藏版)》请在冰豆网上搜索。
8T电瓶车机车培训资料1
IGBT斩波调速培训资料
一 IGBT
1 IGBT简介
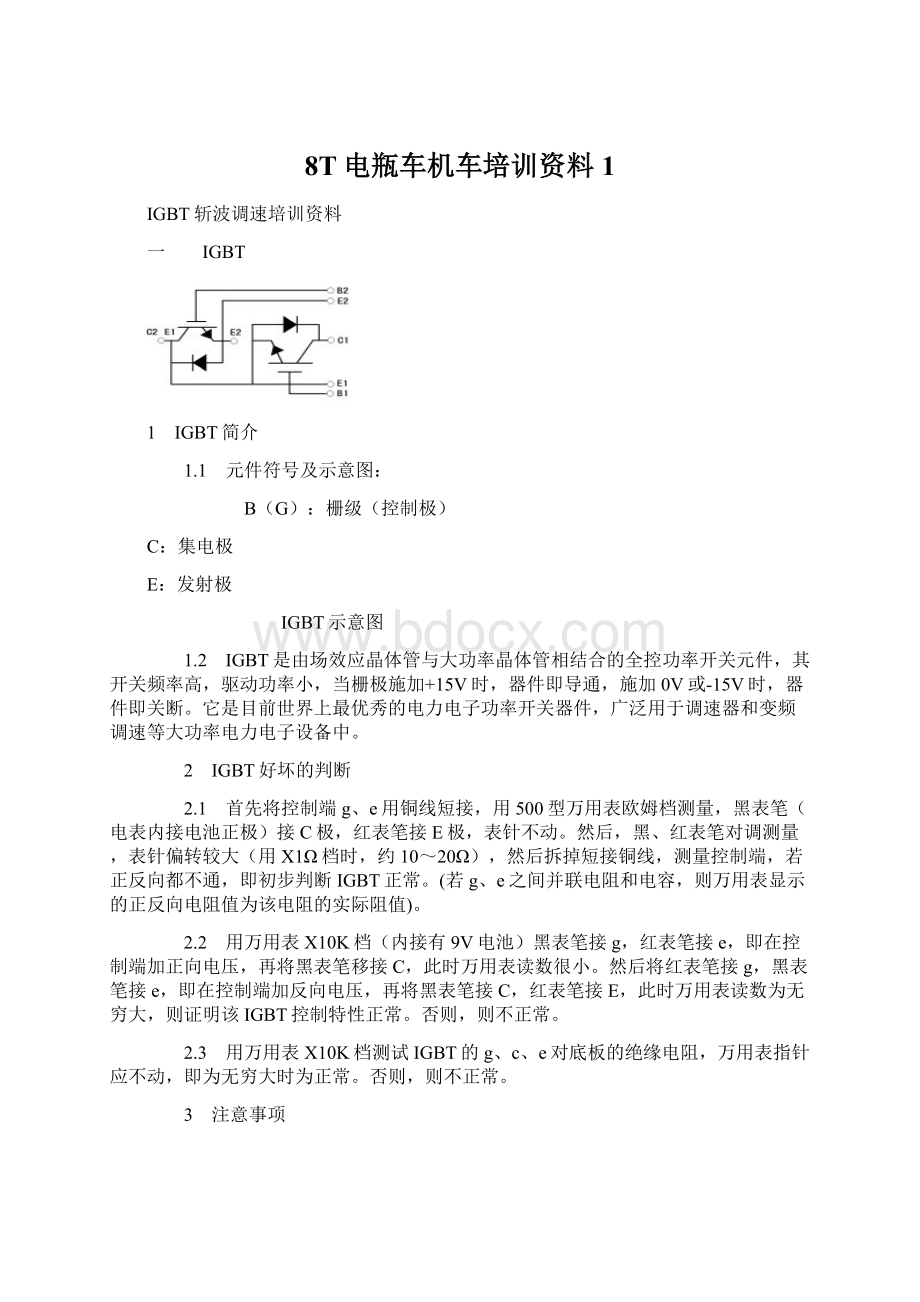
1.1 元件符号及示意图:
B(G):
栅级(控制极)
C:
集电极
E:
发射极
IGBT示意图
1.2 IGBT是由场效应晶体管与大功率晶体管相结合的全控功率开关元件,其开关频率高,驱动功率小,当栅极施加+15V时,器件即导通,施加0V或-15V时,器件即关断。
它是目前世界上最优秀的电力电子功率开关器件,广泛用于调速器和变频调速等大功率电力电子设备中。
2 IGBT好坏的判断
2.1 首先将控制端g、e用铜线短接,用500型万用表欧姆档测量,黑表笔(电表内接电池正极)接C极,红表笔接E极,表针不动。
然后,黑、红表笔对调测量,表针偏转较大(用X1Ω档时,约10~20Ω),然后拆掉短接铜线,测量控制端,若正反向都不通,即初步判断IGBT正常。
(若g、e之间并联电阻和电容,则万用表显示的正反向电阻值为该电阻的实际阻值)。
2.2 用万用表X10K档(内接有9V电池)黑表笔接g,红表笔接e,即在控制端加正向电压,再将黑表笔移接C,此时万用表读数很小。
然后将红表笔接g,黑表笔接e,即在控制端加反向电压,再将黑表笔接C,红表笔接E,此时万用表读数为无穷大,则证明该IGBT控制特性正常。
否则,则不正常。
2.3 用万用表X10K档测试IGBT的g、c、e对底板的绝缘电阻,万用表指针应不动,即为无穷大时为正常。
否则,则不正常。
3 注意事项
3.1 安装时务必使安装铝散热板平整,无毛刺;IGBT模块散热面平整、光滑,最好用细砂纸轻轻打磨,然后均匀涂上导热硅脂,紧固时应对角拧紧螺钉,确保其工作温度能有效地传到铝散热板上。
3.2 IGBT的C、E极紧固螺钉要带弹垫拧紧,使之与连接铜母线接触面尽量大。
3.3 IGBT驱动线出厂时均已连接好,请不要随意改动,g、e之间并联电阻应保持完好,固定螺丝应上胶,否则,IGBT通电时极易损坏。
3.4 更换IGBT时,应判断控制驱动盒是否正常,当控制驱动盒损坏,CN5、CN6始终输出高电平时,将继续损坏IGBT。
3.5 定期检查IGBT安装螺钉、连接母线固定螺钉是否松动,发现松动须及时拧紧。
3.6 定期清除IGBT电极之间的灰尘,否则电极之间由于爬电距离不够,易拉弧损坏。
3.7 因调速器对IGBT的技术参数要求较严格,如饱和压降、耐压值等需用专业仪器或设备检测,用户一般无法检测,因此,IGBT配件最好使用我公司提供的经过测试合格的元件。
二 光电给定器
1 光电给定器示意图见附图1
2 光电给定器的功能
通过调速手柄主轴凸轮联动,当调速手柄进入牵引位时,接通控制驱动盒24V工作电源,通过调节光电给定器操纵件角度的变化,输出0~4V给定电压,实现司机调节机车速度。
3 光电给定器插座接线说明
1脚:
黄色 24V入 微动开关输入端; 2脚:
兰色 24V出 微动开关输出端;
3脚:
空脚; 4脚:
白色 0~4V 给定电压输出端;
5脚:
橙色 15V入 电源输入端; 6脚:
黑色 GND 接地端。
4 光电给定器好坏的判断
4.1 用500型万用表X1Ω或X10Ω欧姆档测量微动开关的通断,若万用表读数很小(几乎为零),则为正常。
反之,电阻很大或开路为不正常,需更换。
4.2 当光电给定器接入电路中,插座5、6脚之间有15V工作电源时,调节光电给定器操纵件时,4脚应随操纵件转动角度的变化输出0~4V给定电压,则为正常。
若微动开关刚吸合时,输出端电压高于1V,或随操纵件转动角度变化其输出电压在某一固定值不变,或操纵件调节到最大角度时输出电压仍低于3.5V,则为不正常,需修理或更换。
5 注意事项
5.1 光电给定器检修后重新安装时,需进行调试。
应使光电给定器内微动开关在主电源开关组SK1吸合后(即调速手柄转动约35°时)吸合(以保证SK1不带电流切换),微动开关吸合时,给定输出电压应低于1V,操纵件转动到最大位置时,其输出电压应在3.5V以上,若不对,可适当调节光电给定器操纵件的相对位置。
5.2 不要随意打开光电给定器盖板,乱动其部件,特别是遮光板位置,否则,光电给定器工作不正常。
5.3 定期检查光电给定器操纵件固定螺丝是否松动,若松动,请及时拧紧。
操纵件滚轮应转动自由,经常施加润滑油。
5.4 定期检查光电给定器内微动开关、弹簧工作是否正常;光电给定器输出电压是否在0~4V之间线性变化。
5.5 定期检查光电给定器插座是否插接牢靠,若松动,请及时处理。
三 控制电源
1 控制电源示意图见附图2
2 控制电源的功能
将输入电压转换成24V直流电压,为控制驱动盒等提供24V稳定工作电源。
3 控制电源插座接线说明
1脚:
红色 电源输入端; 2脚:
兰色 24V输出端;
3脚:
黑色 输出电源接地端; 4脚:
黑色 输入电源接地端。
4 控制电源好坏的判断
4.1 观察控制电源输入指示红灯和24V输出指示绿灯,当红灯和绿灯均亮时,一般为正常。
4.2 当输入指示红灯不亮时,用万用表电压档测量1、4之间脚有无输入电压,若有,则控制电源坏(红灯自身损坏除外)。
若无,则检查插座是否接触好,电源输入电路是否断开;若红灯亮而绿灯不亮,用万用表测量有无24V输出,若无,则控制电源损坏。
5 注意事项
5.1 当电源输入指示红灯亮,而24V绿灯不亮时,应检查是否由于蓄电池电压过低,控制电源停止工作。
若是,则请及时充电。
5.2 定期测量控制电源输出电压是否正常,若低于18V,则需更换,否则影响控制驱动盒的正常工作。
5.3 定期检查控制电源插座是否插接牢靠,若松动,请及时处理。
5.4 早期蓄电池式调速器控制驱动盒24V工作电源由模块电源提供,同时给机车照明灯供电,其功率较大,而控制电源最大工作电流只有2A,因此,控制电源不能代替模块电源。
四 控制驱动盒
1 控制驱动盒示意图见附图3
2 控制驱动盒的组成及功能
控制驱动盒为调速器的核心部分,由波形发生器、脉宽调制器、给定跟随器、过流放大器、脉冲渐宽电路、欠压保护、过压保护、IGBT驱动及DC/DC供电电源等电路组成。
控制驱动盒负责完成调速器的软起动、欠压保护、过压保护、过流保护及IGBT的驱动等功能。
3 控制驱动盒出线端子说明
CN1:
三芯HT508插座
1脚:
黄色(V2) 欠压、过压取样线,通过取样电阻接+E端。
2脚:
红色(24V) 控制驱动盒24V电源输入。
3脚:
黑色(GND) 24V电源接地线。
CN2:
四芯HT508插座
1脚:
黑色(GND) 光电给定器接地线。
2脚:
白色(ADJ) 0~4V光电给定器给定电压输出端。
3脚:
V1,与4脚短接。
4脚:
棕色(+15V) 光电给定器电源输入端。
CN3:
四芯HT508插座,与主机电流传感器相连。
1脚:
红色(+15V) 电流传感器正电源+。
2脚:
黄色(-15V) 电流传感器负电源-。
3脚:
绿色(IM) 电流传感器输出端IM。
4脚:
黑色(GND) 电流传感器接地端GND。
CN5:
四芯HT508插座,与主机右边的IGBT相连。
1脚:
绿色 接右边IGBT集电极c2(内串有一个隔离二极管)。
2脚:
空脚。
3脚:
黑色 接右边的IGBT发射集e2。
4脚:
红色 接右边IGBT控制极g2。
CN6:
四芯HT508插座,与主机左边的IGBT相连。
1脚:
绿色 接左边IGBT集电极c1(内串有一个隔离二极管)。
2脚:
空脚。
3脚:
黑色 接左边的IGBT发射集e1。
4脚:
红色 接左边IGBT控制极g1。
说明:
早期调速器由于没有设置电压保护,故CN1的1脚空开未用。
4 控制驱动盒好坏的判断
4.1 控制驱动盒的正常与否,可以通过观察+15V、-15V绿色指示灯和驱动指示红灯T1、T2来判断。
当CN1的2、3脚有24V电压输入时,绿灯全亮,而红灯不亮时,则一般为正常;红、绿灯全不亮时,则控制驱动盒坏;绿灯亮,红灯也亮时,应检查IGBT或IGBT驱动线中隔离二极管是否开路,若IGBT或IGBT驱动绿线中隔离二极管均正常,则控制驱动盒坏。
4.2 由于控制驱动盒参数要求较严格,需特殊仪器设备才能检测,用户一般无条件维修控制驱动盒,可寄返我公司进行检修。
同时我公司配有控制驱动盒测试仪,用户可用测试仪直接判断控制驱动盒的好坏(测试仪还可作光电给定器检测用)。
5 注意事项
5.1 控制驱动盒内可调元件在出厂时已用仪器调好,切不可无根据调试,否则破坏整机性能。
5.2 更换控制驱动盒时,应判断IGBT正常后,才能更换。
否则,当IGBT的g、c击穿时,高压将IGBT的g极串入,继续损坏新的控制驱动盒。
5.3 控制驱动盒应检测完好后才能投入使用。
特别应测量CN5、CN6的g、e端驱动电压,该电压应随给定电压ADJ变化而变化,若该电压为高电平不变化,也将其接上使用的话,将继续损坏IGBT的功率元件。
5.4 定期检查控制驱动盒插座是否插接牢靠,若松动,请及时处理。
五 电容
1 电容好坏的判断
1.1 用500型万用表X10Ω或X100Ω欧姆档测量,先将电容上的电量放完,将万用表的红、黑表笔分别接电容的“+”、“-”极,检测电容充放电情况。
此时,万用表指针应偏转,然后迅速回到无穷大,若表针不动,则电容开路;若表针偏转后,回位很慢或不能回到无穷大,则电容漏电或击穿,均不能使用。
1.2 电容外壳变形或漏液,则均已损坏,不能使用。
2 注意事项
2.1 电容属易损件,应定期检查其固定螺丝,发现松动应及时拧紧,若已不能紧固,则应予以更换。
否则将损坏电容、电容母线和IGBT。
2.2 定期检查电容的充放电情况,最好用电容量表测试。
若有异常,则应更换,否则将危及IGBT工作安全。
六 整机故障判断
当机器工作出现异常时,应立即由专业维修人员进行维修。
维修人员应先询问并记录清楚故障现象,再根据以下维修方法进行检修。
检修前务必先断开主电源,同时将储能电容储存的电量放完后,才可操作。
维修时,切记盲目更换元件,应根据电气原理分析,找出故障部位,分析损坏原因。
常用检测仪器仪表:
500型万用表;31/2数字万用表;兆欧表;控制驱动盒测试仪。
1 机车不能调速(不包括机械全速)
1.1 控制电路部分
观察控制盒±15V(三个绿色)指示灯
1.1.1 控制驱动盒指示灯亮,说明控制驱动盒供电电路(控制电源、光电给定器内微动开关)正常。
1.1.2 控制驱动盒指示灯不亮,则观察控制电源输出指示绿灯是否亮。
1.1.2.1 若亮,则测量CN1插座②、③有无+24V输入,若有,则控制驱动盒坏,需更换;若无,则检查光电给定器内微动开关及输出插座是否接触良好,相关线路是否断开。
1.1.2.2 若控制电源绿灯不亮同时观察输入红灯是否亮,若红灯不亮,则检查控制电源输入与输出线路是否断开,若接线完好,则更换控制电源。
1.1.3 若控制驱动盒驱动指示红灯亮或闪烁,则可能是控制盒驱动电路坏,可将控制驱动盒拆下,用控制驱动盒测试仪检测其好坏,若坏,则更换;控制驱动盒一般情况很少单独损坏,若确实判断控制驱动盒出现问题,更换之前务必请先检查IGBT是否损坏,只有确保IGBT正常后,才能通电。
若控制驱动盒工作正常,则检查IGBT驱动线插座(CN5、CN6)是否松动,以及驱动(绿)线中二极管是否开路。
1.1.4 光电给定器无0~4V给定电压输出。
检查光电给定器插座、线路、传动装置是否松动或断开,将其修复或更换。
1.1.5 电流传感器无负电压、接地线断开或电流传感器损坏,使电流传感器输出端始终输出高电平。
则检查对应插座CN3是否接触良好,将其线路接好或更换电流传感器。
1.2 主电路部分
1.2.1 主电路未接通,从蓄电池→插锁连接器→1号线→防反二极管D0→主电源接触组SK1依次检查。
以及20线接地线是否接好。
1.2.2 IGBT开路(此时控制驱动盒驱动指示红灯会闪烁),解决方法:
更换IGBT。
1.3 电机电路部分
换向鼓部分接触不良,电机线圈开路或相应线路断开,炭刷磨损过多。
解决方法:
将其修复或更换。
2 机车能调速但速度不够
2.1 机车超载,减轻负载。
2.2 机械故障,制动闸瓦未完全松开。
解决方法:
检查机械部分,将其修复。
2.3 电流传感器负电压低于-9V或电流传感器坏,使其输出端电压偏高。
解决方法:
更换控制驱动盒或电流传感器。
2.4 给定电压(ADJ)不够,低于3.5V。
解决方法:
检查光电给定器,将其修复或更换。
2.5 单电机工作。
解决方法:
检查不工作的电机及换向鼓部分,将其修复或更换。
3 机车失控
调速箱调速手柄刚进入合闸位,机车突然进入全速或在某一速度不可调,即为失控。
3.1 电容松动或电容无容量,引起IGBT击穿。
解决方法:
紧固或更换电容,更换IGBT。
3.2 光电给定器损坏,使给定电压在3.5V以上,或为某一固定值。
解决方法:
更换光电给定器。
3.3 电机线圈S1-2或C2-2接地。
解决方法:
将其复位、紧固或更换电机。
4 调速手柄刚吸合,便烧主电源保险
4.1 电机线圈绝缘强度不够、短路或搭铁。
解决方法:
将其修复或更换。
4.2 电容击穿或电源正负极短路。
解决方法:
更换电容或检查电源电路。
4.3 IGBT和续流二极管同时击穿。
解决方法:
更换IGBT和续流二极管。
5 注意事项
5.1 维修应由专业技术人员进行,切记安全第一。
5.2 维修时应断开电源,将调速手柄返到“全速”位,使电容上储存的电量全部放完后,才能操作。
5.3 更换元件时,请选用同规格、型号的配件,最好选用我公司配件,以确保机器正常运行。
若采用其它配件,我公司概不负责。
5.4 控制驱动盒是整个调速系统的核心部位,其参数要求较严格,请不要随便乱动其元件,控制驱动盒原则上不要求用户维修,能判断其好坏即可。
若损坏,直接寄返我公司维修。
5.5 更换IGBT和防反二极管D0时,务必使其散热面平整、光滑,并均匀涂上导热硅脂。
紧固时应对角拧紧螺丝,确保其工作温度能有效地传到散热板上。
5.6 电容属易损件,更换时应注意其极性,其正负极螺丝要上紧,不能松动,且定期检查。
若不能紧固,则应及时更换,否则将危及IGBT工作安全。
5.7 控制驱动盒需检测正常后才能接入主电路使用,即特别注意控制驱动盒输出(CN5、CN6)的g、e端电压应随给定电压ADJ变化而变化;若该电压为高电平不变化,也将其接入使用的话,将继续损坏IGBT功率元件。
5.8 应判断IGBT正常后,才能更换控制驱动盒。
否则,IGBT(g、c)击穿后,高压将从IGBT的g极串入,继续损坏新的控制盒。
5.9 维修主机时,应注意铝散热板底部平整,无划痕、灰尘及其它物质;更换主机时,应注意铝散热板与司控器接触面完全接触(无缝隙),使铝散热板温度能有效地通过司机控制器外壳散掉。
5.10 警告!
维修时应注意保护隔爆面,不得损伤,如有损伤,不能继续使用。
5.11 警告!
调速器在维修时,如需电源,则必须用蓄电池,否则将损坏电器元件。
更换插销内保险时,请使用同规格型号的保险。
5.12 警告!
维修后,须在隔爆面涂204-1置换型防锈油,所有螺纹连接处螺栓必须拧紧,并应装有防止自行松脱的措施。
七 主要材料明细表
序号
代号
名称
型号规格
数量
1
SK1~SK2
直流接触组
XX.302.G09.00
2
2
Skf1~Skf8
换向鼓触头
隔爆司控器用
8
3
VT1、VT2
IGBT
300A 600V
2
4
D1、D2
续流二极管(IGBT)
300A 600V
2
5
C1、C2
储能电容
进口 3300UF/450V
2
6
C3、C4
无感电容
进口 0.47UF/630V
2
7
SH
电流传感器
CSK3-400A
1
8
控制驱动盒
K-300
1
9
光电给定器
XGD-3B
1
10
K1
微动开关
光电给定器用
1
11
控制电源
DXK2-2/24/***
1
12
SW1
控制开关
KDC-A04
1
13
D0
防反二极管
300A 800V
1
备注:
上表中11项,***代表蓄电池额定电压。
八驾驶员操作规程
1操作步骤
1.1观察机车周围无障碍物及轨道信号灯允许通行的情况下,确定机车运行方向,发出行车指令,将换向手柄板至“前进”或“后退”位,同时松开制动闸瓦,准备起动机车。
1.2将司控器调速手柄从“0”位移至“合闸”位(约转动25°)时,凸轮将主电源接触组SK1接通。
1.3继续操作调速手柄向前移动至“牵引”位(约转动35°),此时光电给定器内微动开关K1接通,控制驱动电路24V电源接通,待3秒后继续操作。
1.4操作调速手柄由“牵引”位继续向前移(35°~120°之间)时,调速手柄凸轮控制光电给定器轴转动,调节光电给定器输出电压变化,以改变IGBT的导通与关断时间比值,实现机车调速,当调速手柄从35°移到120°,光电给定器输出电压从0V~4V线性增加,机车处于调压位运行,速度逐渐增加,直至调速手柄移至120°时,速度达到最高时的98%。
1.5调速手柄从130°移至终点位置(约150°)时,凸轮将旁路(全速)开关组SK2接通,此时蓄电池电压全部加在两电机上,机车进入全压运行。
1.6司机可根据实际需要调节主手轮在35°~150°之间,来控制机车速度。
当需要减速时,可将调速手柄在全压位逆时针方向移到合适位置,直至退回到“合闸”位或“0”位,调速器停止工作,机车靠惯性运行。
1.7当机车需换向行驶时,待机车停稳后,将换向手柄扳至相反方向,然后重复上述操作步骤,控制机车速度。
1.8若机车在运行过程中出现轮子打滑时,可适当降低机车速度,并撒砂。
1.9当机车在运行过程中出现故障,应及时处理。
严禁在调速器无调速情况下,将调速手柄扳至全压位运行。
1.10司机在停车离开驾驶室时,请将调速手柄扳回“0”位,换向手柄亦回“0”位,同时应将制动手柄移至完全制动位,然后拔出换向手柄。
2操作注意事项:
2.1在接通蓄电池插销使用前,应检查电源电压、负载工作电压是否相符,各接线柱对外连接是否正确无误。
2.2更换蓄电池时,应注意插销正、负极性,绝对不能接反,否则,机车不工作,若防反二极管击穿时,则将损坏调速器功率元件IGBT。
2.3操作手柄时,不要用力过猛,尤其是操作调速手柄时,不要将其从“0”位即刻扳到“全速”位,而应使机车在低速起动后,根据需要来控制速度,同时在运行过程中应可能多地使机车在准备位滑行或全压位运行,这样既可节能,又可提高斩波器工作寿命。
2.4换向必须在机车停稳后进行。
2.5机车在制动闸瓦未完全松开时,严禁操作调速手柄。
2.6严禁司机私自打开司控器乱动其部件,同时禁止不装外盖,裸机操作。
2.7机车出现故障应及时找专业维修人员处理,严禁机车带故障操作,避免扩大故障范围。
2.8司机离开驾驶室时,切记将调速手柄和换向手柄扳回“0”位,取出换向手柄,并将制动手柄移至完全制动位。
2.9机车在运行过程中,频繁出现调速器不工作时,应触摸司控箱外壳,判断是否因为调速器温度过高,引起温度保护电路动作。
若是,则调速器温度下降到正常温度时,机车即能自动恢复工作,此现象不属于故障现象。
2.10当机车牵引力不足时,应检查是否蓄电池电压过低,若是,请及时充电。
附图2
 升级会员
升级会员 