ZH连杆工艺过程卡片DOC.docx
《ZH连杆工艺过程卡片DOC.docx》由会员分享,可在线阅读,更多相关《ZH连杆工艺过程卡片DOC.docx(20页珍藏版)》请在冰豆网上搜索。
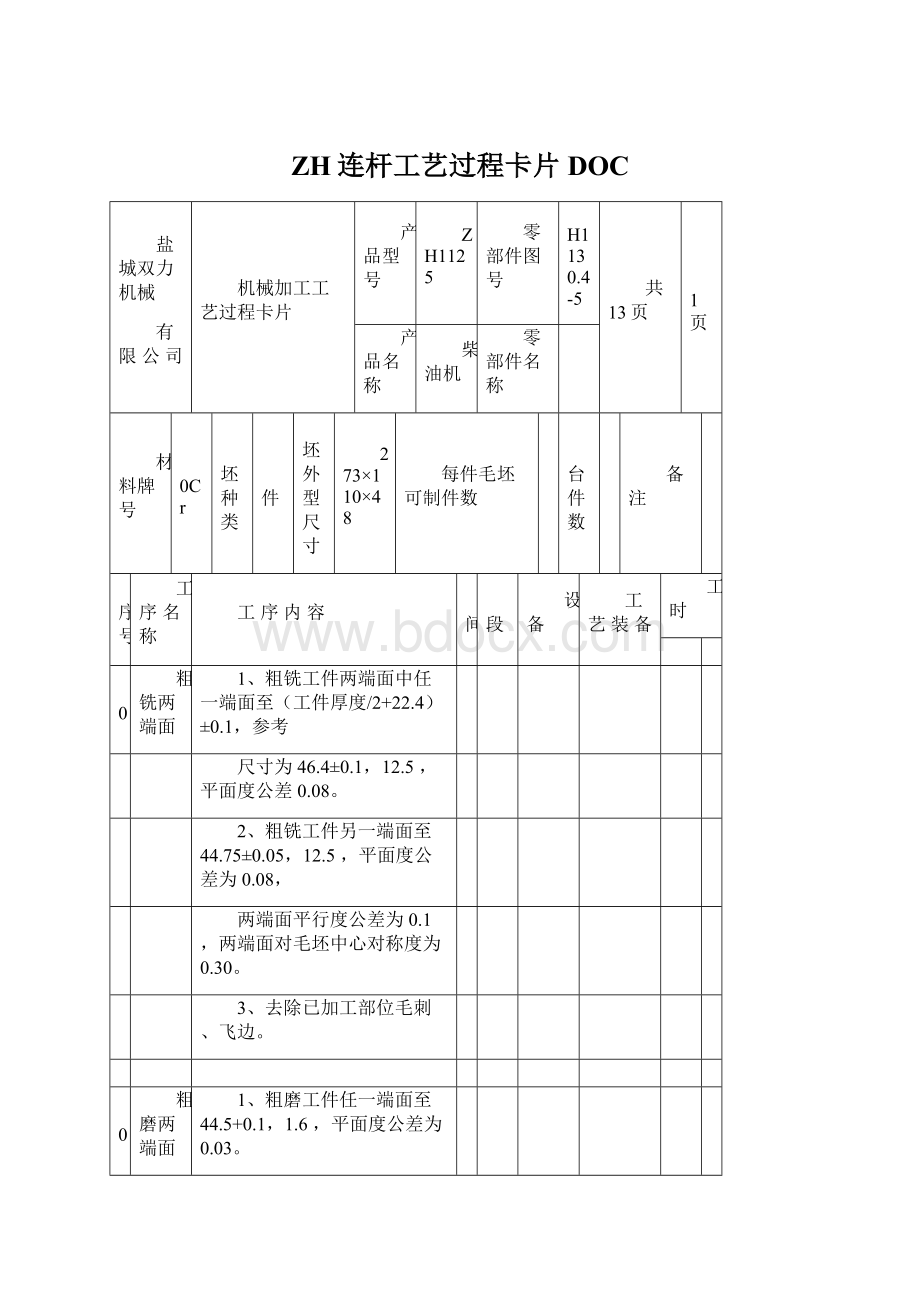
ZH连杆工艺过程卡片DOC
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第1页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
10
粗铣两端面
1、粗铣工件两端面中任一端面至(工件厚度/2+22.4)±0.1,参考
尺寸为46.4±0.1,12.5,平面度公差0.08。
2、粗铣工件另一端面至44.75±0.05,12.5,平面度公差为0.08,
两端面平行度公差为0.1,两端面对毛坯中心对称度为0.30。
3、去除已加工部位毛刺、飞边。
20
粗磨两端面
1、粗磨工件任一端面至44.5+0.1,1.6,平面度公差为0.03。
2、粗磨工件另一端面至44.25+0.05,1.6,平面度公差为0.03,
两端面平行度公差为0.06。
3、去除已加工部位毛刺、飞边。
4、工件退磁。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第2页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
30
钻小头孔
钻小头孔尺寸为∮38+0.16,小头孔对∮54外园同轴度公差为∮1。
对定位端面垂直度公差为0.1,粗糙度公差为12.5。
40
予镗小头孔
予镗小头孔至∮39.5+0.04~+0.07,3.2,小头孔园柱度公差为0.03,
对定位端面垂直度公差为0.05。
50
车外园
车大头外园至∮107.9±0.05,对大小头孔中心线对称度公差为0.1,
园柱度公差为0.02,粗糙度为6.3。
60
倒小头孔角
1、倒小头孔一端倒角至1.5×45。
,6.3。
2、倒小头孔另一端倒角至1.5×45。
,6.3。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第3页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
70
铣定位点
1、铣小头∮20凸台,粗糙度公差为3.2,已加工面对小头孔中心距
为27.5±0.05,对大小头中心线平行度为0.02,对定位端面垂直
度公差为0.03。
2、铣小头∮10凸台,粗糙度公差为3.2,已加工面对小头孔中心距
为27.5±0.05,对大小头中心线平行度为0.02,对定位端面垂直
度公差为0.03。
80
予镗大头孔
1、镗连杆杆部园弧至R33±0.1,12.5,园弧中心对小头孔中心距为
185±0.1,对外园对称度为0.1。
2、镗连杆盖部园弧至R33±0.1,12.5,园弧中心对小头孔中心距为
191±0.1,对外园对称度为0.1。
3、锉削已加工部位毛刺、飞边。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第4页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
90
铣承压面
1、铣承压面宽度为19±0.1,粗糙度为6.3,已加工面对盖顶距离
为20.4±0.1(承压面对测量块尺寸为),
对定位端面垂直度为0.1。
2、锉削已加工部位毛刺、飞边。
100
切断
1、切断连杆分合面,12.5,连杆盖分合面到承压面距离为36.5±0.1,
对定位端面垂直度公差为0.1。
2、锉削已加工部位毛刺、飞边。
110
铣杆分合面
1、铣连杆体分合面,粗糙度为6.3,已加工面对∮10工艺搭子面
距离为212.9±0.05,对定位端面垂直度公差为0.08,对外园
和小孔中心连线垂直度公差为0.2。
2、锉削工件已加工部位毛刺、飞边。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第5页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
120
铣盖分合面
1、铣连杆盖分合面,粗糙度为6.3,已加工面到承压面距离为
34.8±0.1,对承压面平行度0.08,对定位端面垂直度0.08。
2、锉削工件已加工部位毛刺、飞边。
130
磨杆分合面
1、磨杆分合面,保证分合面至∮10定位台阶面的距离为212.5±0.03,
粗糙度为0.8,分合面平面度为0.02,对定位端面垂直度公差0.03,
对大小头孔中心连线垂直度公差为0.05。
2、去除已加工表面毛刺、飞边。
140
磨盖分合面
1、磨盖分合面,保证分合面至承压面的距离为34.4±0.03,粗糙度
为0.8,分合面平面度为0.02,对定位端面垂直度公差0.03。
2、去除已加工表面毛刺、飞边。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第6页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
150
铣螺纹尾端
铣螺纹孔尾端平面∮15.5,两平面中心距为89±0.1,粗糙度为6.3,
已加工面对分合面距离为29.2±0.1。
160
对错位
1、将连杆体、连杆盖园弧宽度从大到小顺序排列在共位器具上。
2、选择外园弧宽度差小于1的连杆体、连杆盖配对放置。
170
打标记
连杆体与连杆盖“H”处分别打标记号,同一副连杆体与连杆盖标记
号相符,每批工件标记数码要清晰可辩,不得有重复现象,并打“X”
标记。
180
钻双孔
连杆体与连杆盖组合加工:
1、钻2-∮13.7+0.1,孔深为24+1,6.3,两孔中心距89±0.1。
2、钻2-∮12.9+0.1,保证连杆体孔深9-0.5,6.3,两孔中心距89±0.1。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第7页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
3、钻螺纹低孔至∮11.8+0.1,6.3,保证两孔中心距为89±0.1,
对分开面垂直度为100:
∮0.1,对∮12.9孔同轴度为∮0.02。
4、铰定位孔至2-∮13.2+0.016~+0.043,1.6,孔轴线对分开面垂直度
为100:
∮0.1,保证两孔中心距为89±0.1。
5、去除孔内脏物,标记号相符的杆、盖配对放置。
190
倒孔口角
1、手持连杆体倒2-∮13.2孔口角至0.5×45。
,6.3。
2、手持连杆盖倒2-∮13.2孔口角至0.5×45。
,6.3。
200
攻丝
1、攻2-M13×1.25-6H内螺纹至尺寸,1.6,对定位孔同轴度公差
为∮0.02,对分开面垂直度公差为100:
∮0.1。
2、吹去定位孔及螺纹孔内脏物。
3、标记号相符的连杆体及连杆盖配对放置。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第8页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
4、检验螺纹的同轴度和垂直度。
210
倒螺纹孔口
1、倒2-∮13.7孔口角至1.5×45。
,粗糙度为6.3。
2、倒2-∮13.2孔口角至1.5×45。
,粗糙度为6.3。
220
车承压面
1、车2-∮26承压面,保证其到分开面距离为34-0.25,粗糙度
达3.2,对两端面垂直度公差为0.05,对分开面平行度公差0.04。
2、锉销工件已加工部位毛刺、飞边。
3、连杆盖放回原位。
230
对标记号
找出标记号相符的连杆体与连杆盖整齐摆放在一起。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第9页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
240
合装
合装标记号相符的连杆体与连杆盖,合装扭力为49~58.8N·m
(5~6公斤力)。
250
粗镗大孔
镗大孔至∮72+0.1(根据弹簧涨套配),对定位端面垂直度公差
为0.05,对外园对称度公差为0.06,大小孔中心距为185±0.05,
大孔园柱度公差为0.05。
260
倒大孔角
倒大孔两端口角3.5×45。
,对大孔同轴度公差为∮0.15,粗糙度6.3。
270
拆装
1、将连杆分解成连杆体与连杆盖。
2、清除连杆体、连杆盖加工面毛刺、飞边、杂物等。
3、连杆杆盖字码对位,重新合装,上扭力107.8N·m(11公斤力)。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第10页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
280
精磨两端面
1、定位端面向下,精磨另一端面至44±0.03,粗糙度达0.8。
2、精磨定位端面至44-0.17~-0.27,粗糙度达0.8,两端面平行度为0.02。
3、锉削工件加工面毛刺、飞边。
290
退磁
工件单件单独退磁。
300
半精镗大孔
1、半精镗大孔至∮73.4+0.02,粗糙度1.6,对定位端面垂直度公差
为0.04,分开面位置度公差为0.1。
2、精镗小孔至∮40+0.025,粗糙度为0.8,小孔园柱度公差为0.007,
对定位端面垂直度公差为0.04,大小头孔中心距为185±0.03。
310
压连杆衬套
将连杆衬套压入小头孔内,保证衬套端面与小头孔端面在同一平面。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第11页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
320
钻油孔
钻∮5油孔至尺寸,粗糙度6.3。
330
精镗
1、精镗大孔至∮74+0.019,粗糙度0.8,大孔园柱度公差为0.005,
对定位端面垂直度公差为0.04,对外园对称度公差为0.06,
分开面位置度公差为0.1。
2、精镗连杆衬套孔至∮36+0.01~+0.015,保证大小头孔中心距185±0.03,
粗糙度为0.8。
340
倒油孔角
倒120。
油孔角,深3。
350
铣油槽
1、铣衬套孔油槽至R5,1.6,宽度5.5,长26,轴向位置9。
2、去除已加工表面毛刺。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
会签(日期)
董晓勇
标记
处数
更改文件号
签字
日期
盐城双力机械
有限公司
机械加工工艺过程卡片
产品型号
ZH1125
零部件图号
ZH1130.4-5
共13页
第12页
产品名称
柴油机
零部件名称
材料牌号
40Cr
毛坯种类
锻件
毛坯外型尺寸
273×110×48
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
360
分解
 升级会员
升级会员 