使用STL指令的编程方法.docx
《使用STL指令的编程方法.docx》由会员分享,可在线阅读,更多相关《使用STL指令的编程方法.docx(15页珍藏版)》请在冰豆网上搜索。
使用STL指令的编程方法
使用STL指令的编程方法
一、STL/RET指令
STL指令可以使编程者生成流程和工作与顺序功能图非常接近的程序。
STL指令的意义为激活某个步(即状态),在梯形图上体现为从主母线上引出的状态接点。
STL指令有建立子母线的功能,从而使该状态的所有操作均在子母线上进行。
步进返回指令RET是指状态流程结束,用于返回主母线。
一般FX系列 plc 采用状态器S编制顺控程序,并与STL指令一起使用。
1.顺序功能图和步进梯形图之间的转换
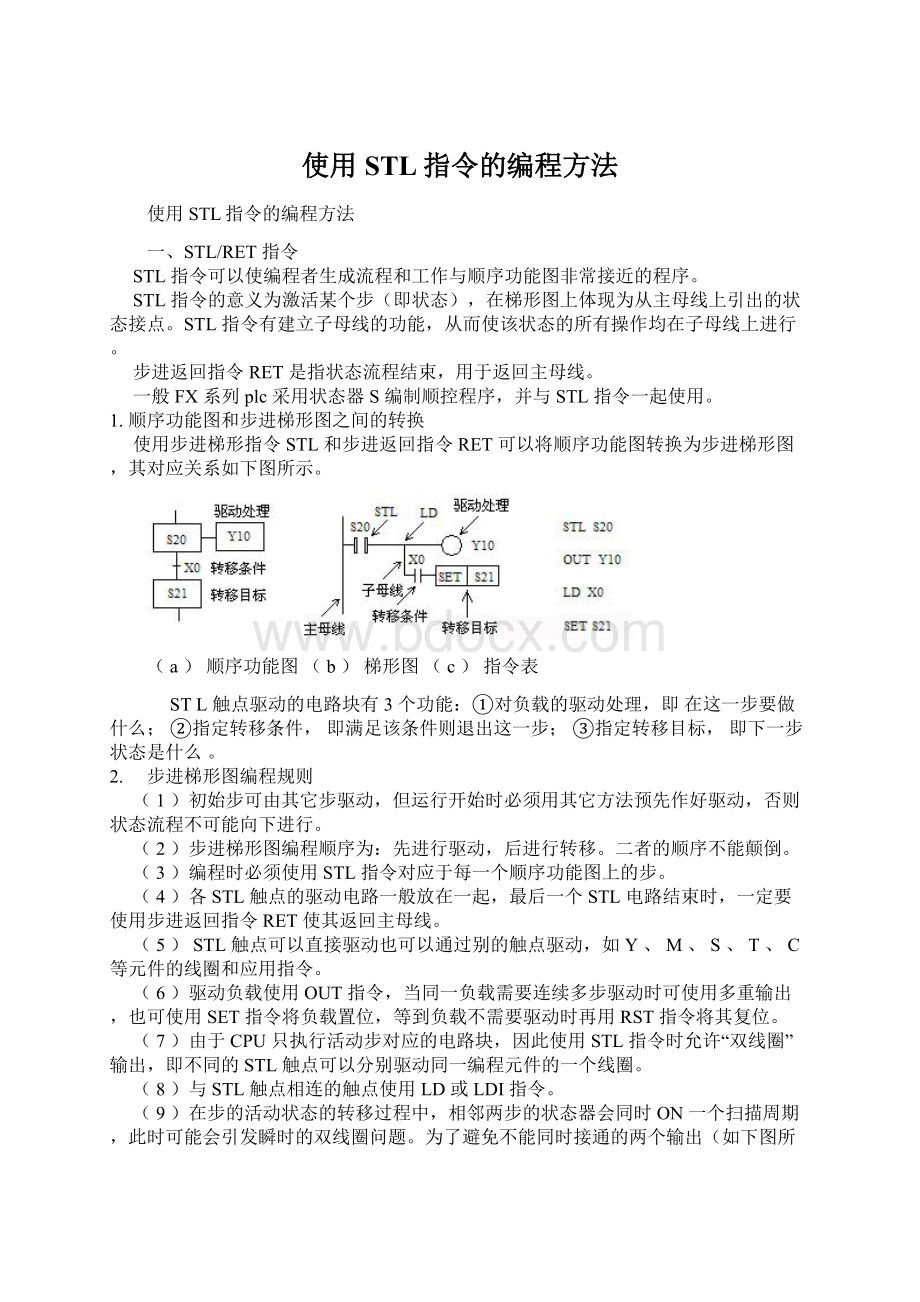
使用步进梯形指令STL和步进返回指令RET可以将顺序功能图转换为步进梯形图,其对应关系如下图所示。
(a)顺序功能图(b)梯形图(c)指令表
STL触点驱动的电路块有3个功能:
①对负载的驱动处理,即在这一步要做什么;②指定转移条件,即满足该条件则退出这一步;③指定转移目标,即下一步状态是什么。
2. 步进梯形图编程规则
(1)初始步可由其它步驱动,但运行开始时必须用其它方法预先作好驱动,否则状态流程不可能向下进行。
(2)步进梯形图编程顺序为:
先进行驱动,后进行转移。
二者的顺序不能颠倒。
(3)编程时必须使用STL指令对应于每一个顺序功能图上的步。
(4)各STL触点的驱动电路一般放在一起,最后一个STL电路结束时,一定要使用步进返回指令RET使其返回主母线。
(5)STL触点可以直接驱动也可以通过别的触点驱动,如Y、M、S、T、C等元件的线圈和应用指令。
(6)驱动负载使用OUT指令,当同一负载需要连续多步驱动时可使用多重输出,也可使用SET指令将负载置位,等到负载不需要驱动时再用RST指令将其复位。
(7)由于CPU只执行活动步对应的电路块,因此使用STL指令时允许“双线圈”输出,即不同的STL触点可以分别驱动同一编程元件的一个线圈。
(8)与STL触点相连的触点使用LD或LDI指令。
(9)在步的活动状态的转移过程中,相邻两步的状态器会同时ON一个扫描周期,此时可能会引发瞬时的双线圈问题。
为了避免不能同时接通的两个输出(如下图所示控制电动机正反转的接触器线圈)同时动作,除了在梯形图中设置软件互锁电路外,还应在PLC外部设置由常闭触点组成的硬件互锁电路。
图 正反转的软件互锁控制
(10)SET指令和OUT指令均可以用于步的活动状态的转移,可将原来活动步对应的状态器复位,将后续步置为活动步,此外还有自保持功能。
(11)并行序列和选择序列中分支处的支路数不能超过8。
(12)在转移条件对应的电路中,不能使用ANB、ORB、MPS、MRD、MPP指令。
二、单序列编程
送料小车开始时停在右侧限位开关X1处,如下图所示。
按下起动按钮X3,Y2为ON,打开料斗的闸门,开始装料,同时定时器T0定时,8s后关闭料斗的闸门,Y2变为OFF,Y1变为ON,开始左行。
碰到限位开关X2后停下来卸料,Y1变为OFF,Y3变为ON,同时定时器T1开始定时。
10s后Y3变为OFF,Y0变为ON,开始右行,碰到限位开关X1后返回初始状态,此时Y0变为OFF,小车停止运行。
图 运料小车工作示意图
由运料小车的工艺要求可知,这是一个顺序流程控制过程,设计其顺序功能图的步骤如下:
(1)将整个工作过程按工序进行分解,每个工序对应一个步(即状态),步的分配如下所示。
初始状态:
S0。
装料:
S20。
左行:
S21。
卸料:
S22。
右行:
S23。
从以上工作过程的分解可以看出,该控制系统一共有5步。
(2)对应于每一个步的动作。
S0:
无动作。
S20:
驱动Y2为ON,小车装料,同时起动定时器T0定时8s。
S21:
驱动Y1为ON,小车开始左行。
S22:
驱动Y3为ON,小车卸料,同时起动定时器T1定时10s。
S23:
驱动Y0为ON,小车右行。
(3)找出每个步的转移条件。
由工作过程可知,每一步的转移条件为:
S0:
PLC上电之初由初始化脉冲M8002(只闭合一个扫描周期)对其置位为ON,为以后活动步的转移作准备,在工作过程中,由右限位对其置位为ON。
S20:
小车在右限位X1处并且按起动按钮X3,即
。
S21:
T0的常开触点。
S22:
左限位X2。
S23:
T1的常开触点。
经过上述3个步骤,得到的小车控制系统的顺序功能图如下图所示。
下图(b)和图(c)分别为相应的梯形图和指令表。
(a)顺序功能图
(b)梯形图
(c)指令表
三、选择序列编程
从多个分支流程中选择某一个单支流程,称之为选择性分支。
选择序列的顺序功能图与步进梯形图之间的转换下图(a)、(b)和(c)所示。
(a)顺序功能图
(b)梯形图
(c)指令表
下图为使用传送带将大、小球分类选择传送的装置示意图。
其动作顺序为下降、吸工件、上升、右移、下降、释放工件、上升、左移。
左上为原点,当机械臂下降且电磁铁吸住大球时,限位开关SQ2断开,而吸住小球时SQ2接通,以此判断大球或小球。
左移、右移分别由Y4、Y3控制,上升、下降分别由Y2、Y0控制,将工件吸住由Y1控制。
当机械臂移到上限位、左限位并松开时为原点位置,即
,Y5为原点指示。
上限位:
SQ3―X3
下限位:
SQ2-X2
左限位:
SQ1―X1
右移小球限位:
SQ4―X4
右移大球限位:
SQ5―X5
图 大、小球分拣示意图
根据工艺要求,该控制流程可依据SQ2的状态(即对应大、小球)分成两个分支,如下图所示。
图 大、小球分拣顺序功能图
根据上图,得到大、小球分拣控制系统的步进梯形图和指令表如下图(a)和(b)所示。
(a)梯形图
(b)指令表
四、并行序列编程
下图所示为并行分支的顺序功能图,并行分支是指同时处理的程序流程。
图并行序列的顺序功能图
其梯形图和指令表见下图中的(a)图和(b)图。
(a)梯形图
(b)指令表
下图所示为按钮式人行道红、绿灯交通管理器,它是一个并行分支与汇合序列。
图按钮式人行道交通灯示意图
正常情况下,汽车通行,即Y3绿灯亮、Y5红灯亮;当行人需要过马路时,则按下按钮X0(或X1),30s后主干道交通灯的变化为绿→黄→红(其中黄灯亮10s),当主干道红灯亮时,人行道从红灯转成绿灯亮,15s后人行道绿灯开始闪耀,闪耀5次后转入主干道绿灯亮,人行道红灯亮。
下图是人行道交通灯的顺序功能图,该图既有并行分支,又有选择分支。
图人行道交通灯顺序功能图
(a)梯形图
(b)指令表
 升级会员
升级会员 