整理活塞环检测更换.docx
《整理活塞环检测更换.docx》由会员分享,可在线阅读,更多相关《整理活塞环检测更换.docx(13页珍藏版)》请在冰豆网上搜索。
整理活塞环检测更换
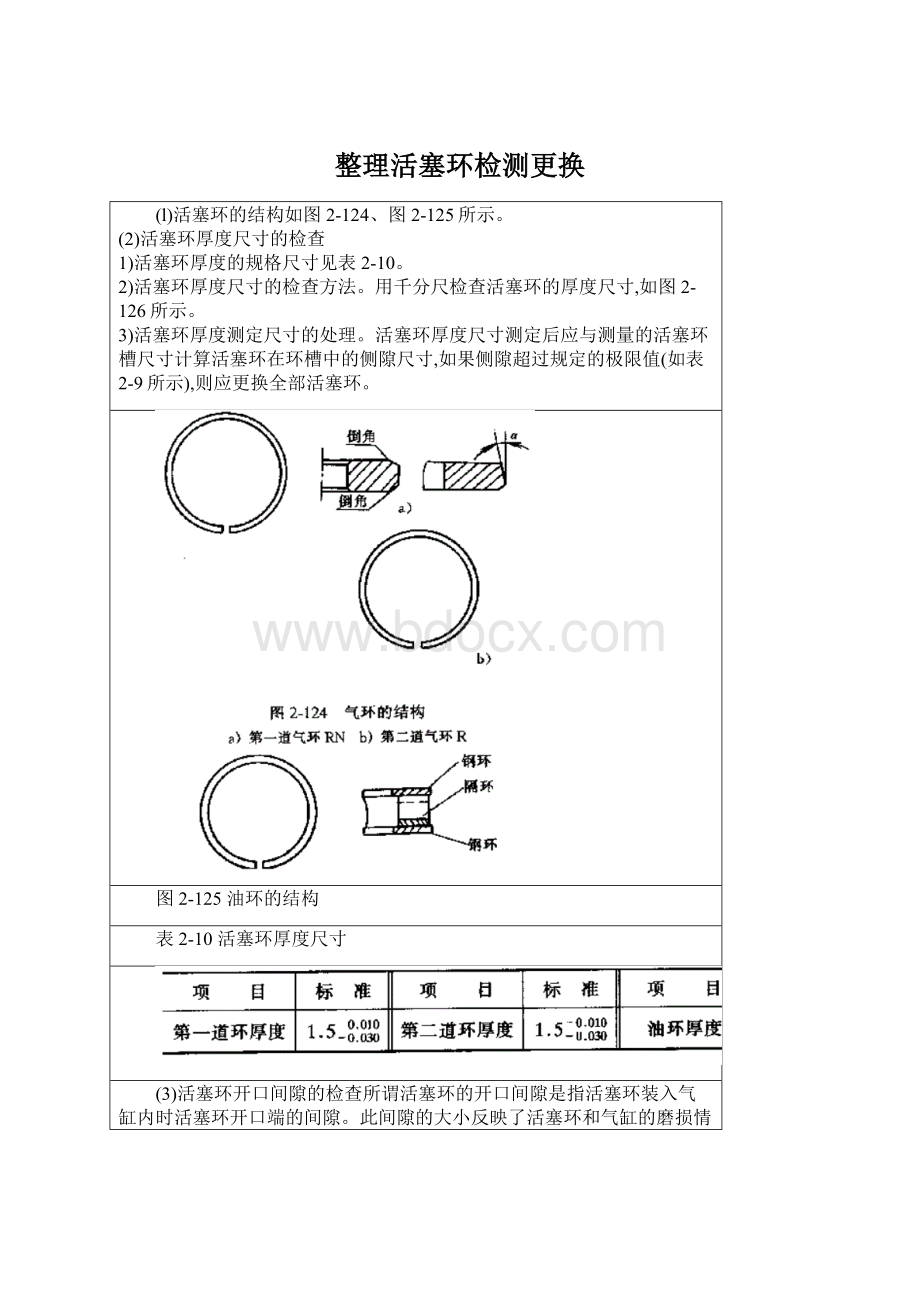
(l)活塞环的结构如图2-124、图2-125所示。
(2)活塞环厚度尺寸的检查
1)活塞环厚度的规格尺寸见表2-10。
2)活塞环厚度尺寸的检查方法。
用千分尺检查活塞环的厚度尺寸,如图2-126所示。
3)活塞环厚度测定尺寸的处理。
活塞环厚度尺寸测定后应与测量的活塞环槽尺寸计算活塞环在环槽中的侧隙尺寸,如果侧隙超过规定的极限值(如表2-9所示),则应更换全部活塞环。
图2-125油环的结构
表2-10活塞环厚度尺寸
(3)活塞环开口间隙的检查所谓活塞环的开口间隙是指活塞环装入气缸内时活塞环开口端的间隙。
此间隙的大小反映了活塞环和气缸的磨损情况。
1)活塞环开口间隙的标准规定,如表2-11所示。
图2-126活塞环厚度的测量
表2-11活塞环开口间隙的标准规定(mm)
2)活塞环开口间隙的测量方法。
活塞环开口间隙的测量方法是将活塞环装入气缸内,使其处在气缸孔的最下部,并使其安装位置正确,径向平面与气缸内壁保持垂直,然后用塞尺测定活塞环的开
口间隙,如图2-127所示。
如测定的开口间隙超过规定的极限值,则应更换活塞环。
活塞环的更换,应成组地全部更换。
图2-127活塞环开口间隙的检查
1-气缸体2-活塞环3-塞尺
(4)活塞环漏光度的检查。
活塞环与气缸内壁贴合情况的好坏,直接影响发动机的油耗和功率,因此用检查漏光度的方法来保证活塞环与气缸内壁的良好贴合。
l)活塞环漏光度的一肢要求
气环:
在不大于60度圆弧上,漏光间隙不大于0.020mm。
油环:
在不大于75度圆弧上,漏光间隙不大于0.020mm。
2)活塞环漏光度的检查方法。
将活塞环放入标准环规内或合格的气缸内孔中,使其安装位置正确,其轴线与环规(气缸孔)轴线相一致,用一遮体遮住活塞环的中空部分,在活塞环的另一侧放置一光源,从遮光一端观察活塞环的漏光度,以判定它与气缸内孔的贴合情况,如图2-128所示。
漏光度超过规定或严重漏光的活塞环,应予更换。
(5)活塞环弹力的检查。
活塞环弹力检查指的是对其径向弹力的检查。
其检查可在如图2-129所示的活塞环弹力检验仪上进行。
检验时将被检活塞环置于检验仪台板的凹槽里,并使活塞环的开口处于水平方向上。
然后沿秤杆移动量块,使活塞环的直径达到相应气缸的直径。
这时由量块在秤杆上的位置,可知在活塞环开口的垂直方向所施加的集中载荷是否符合修理标准或原厂规定值。
图2-128活塞环漏光度的检查
1-气缸体2-观察方向3-盖板
4-活塞环5-光源
图2-129活塞环的径向弹力测量
(6)活塞环背隙的检查。
活塞环装在活塞上后,当它们装入气缸中后,活塞环变成了一个正圆形,它与活塞环槽的底部径向间有一定的间隙,以保证活塞环的正常工作,这个间隙称为活塞环的背隙。
活塞环背隙的检查方法:
将活塞环插入活塞的环槽中,用直尺靠在活塞外径上,再用0.40~0.45mm的钢丝来测量有无背隙,如图2-130所示。
(7)活塞环侧隙的测量。
把活塞环放在各自对应的活塞环槽内,用塞尺插测活塞环与槽的侧隙,如图2-131所示,如果侧隙超过使用极限,再根据环槽宽度值和环厚度值来决定更换零件。
图2-130活塞环背隙的检查
1-活塞2-直尺3-活塞环
图2-131活塞环侧隙的测量
(5)装配
在安装锥形环和扭转环时,应注意活塞环的安装部位和朝向:
扭转环的内圆切槽朝上,外圆切槽环的切槽则向下;锥面环的小端向上;内圆倒角的环,倒角朝上;外圆倒角的环,倒角向下;有的活塞环在一面标注有“上”或“0”、“△”等记号,在安装作业时,须将有标记的一面朝上安装;桶面环或镀铬环应装在第一道环槽内;安装组合式钢带油环时,应首先将衬簧装入槽内,然后安装上、下两道刮片,并将两刮片的开口错开180°。
活塞环是具有一定弹力气环的作用是密封活塞与气缸间的间隙,防止漏气。
和断面形式的开口环,分为气环和油环两种。
油环的作用是刮下气缸壁上多余的机油,避免进入燃烧室燃烧,同时还能使气缸壁上的机油分布均匀,改善气缸壁面润滑条件。
1.正确选择活塞环
活塞环可分为标准环和修理环两种。
修理环通常有6级修理尺寸(+0.25~+1.5mm),每一级加大+0.25mm。
有些厂家也生产特殊尺寸的修理环,以适应修理的需要。
在选择活塞时,应注意以下几点:
①应符合原机型号。
活塞的气环按其断面形状可分为五种,即矩形环、扭曲环、桶形环、锥面环和梯形环。
油环可分普通环和组合油环两种。
由于气环断面形状不同,其特点效果也不一样。
有些机型,原厂设计已搭配妥当,不可随意拆散搭配使用,以免造成不良后果。
②要与活塞尺寸相符。
正常使用条件下,当发动机出现机油耗量明显增多,油底壳通气孔排气增加,机油上窜,排气管冒蓝烟等现象时,就是活塞环磨损的征兆。
若原机活塞为标准尺寸,第一次更换活塞环也应使用标准活塞环。
旧活塞、缸套磨损后,允许采用大一级的活塞环,即加大+0.25mm。
2.活塞环的正确检察、选配和修磨
①弹力检查。
由于机型不同,对活塞环弹力的要求也不一致,汽油机相对柴油机要求弹力大一些。
检查弹力,应在弹力试验器上进行。
如无试验设备,可在平板上固定一根钢丝,钢丝另一端连接一个弹簧秤,用钢丝压缩活塞环至标准开口间隙,弹簧秤读数即为活塞环弹力。
②开口间隙的检查和修磨。
修磨开口间隙要靠一定的钳工技术,也具有一定的难度。
活塞环的开口间隙,对气缸密封性有直接影响。
间隙过大,漏气严重;间隙过小,活塞环受热膨胀后就会卡死或折断。
此间隙一般为0.25~0.8mm不等。
第一道气环的受热温度最高,因而开口间隙最大,下面几道气环受热温度相对较低,所以开口间隙也相应小些,具体应按照机型要求去修磨。
检查开口间隙时,须先将活塞环放入气缸中,用活塞顶将环推入工作位置,使其保持水平,用厚薄规测量开口处。
间隙过小或无间隙时,就应当修磨。
在无修磨设备条件下,通常用细纹板锉加工,要求达到端面平行,上下开口一致,留出刀角,防止拉缸。
修磨后的活塞环应做好气缸号、顺序排列号{自上而下},以便正确按装,防止错乱。
向气缸内放入或取出活塞环时,手指应握在开口对称方向,避免环被拉断。
3.边间隙的检查和修磨
边间隙也称活塞环侧隙,即活塞环在活塞环槽内的上下间隙。
检查时,将活塞环放入对应的活塞环槽内滚动,用厚薄规片插入环与槽间,沿圆周测量一圈,感觉抽动厚薄规不太费劲、又觉得有些发涩既为实测间隙。
通常新环配旧活塞使用,边间隙不必修磨;新环配新活塞大都边间隙过小。
间隙过小,可用平面磨床或用人工在平板上用细砂布修磨。
修磨中应注意以下几点:
一是气环只能磨削环的下侧面。
二是人工施磨时,要求对全环的压力平均一致,特别是切口处的压力。
三是施磨过程中,要边磨、边试配,以免磨多造成废品。
四是磨削后的活塞环要求达到宽度一致,特别是开口处,并沿圆周测量间隙一致。
五是旧活塞配新活塞环时,有时会遇到活塞环入槽不到底,须清理环槽磨损留下的台阶,若间隙过小,也应磨削。
4.背隙的检查和修磨
活塞环背隙的检查常被忽视,尤其在新活塞环与新活塞匹配时,更应注意检查,做到逐处检环。
背隙即为活塞环放入活塞环槽内,环面低于槽岸的距离,一般应在0~0.35mm。
如果环槽过浅,应车深环槽。
5.漏光度的检查
先将活塞环装入气缸套内,用活塞顶推入相应的工作位置,用纸板做一个盖板,直径略比气缸套直径小2~3mm,在气缸套里放一个低压灯,观察活塞环与缸套接触面的漏光情况。
按照技术要求,同一环上的漏光处不可多于两处,漏光总弧长不应大于45°,每处漏光弧长不大于25°;漏光的径向间隙不大于0.02mm;在距离活塞环开口两边各30°的范围内不得有漏光现象。
实践表明,在上述范围内,经30~40mm冷磨后,漏光度均可得到解决。
漏光度超过限度许多,就应处理气缸套或更换活塞环。
三、活塞连杆组的结构与维修
(一)AFE型发动机活塞连杆组的结构与维修
1、活塞连杆组的拆装
活塞连杆组的分解图如图1-81所示。
活塞、活塞销及连杆的结构分别如图1-82、图1-83和图1-84所示。
活塞连杆组的拆装可按图1-81所示进行,但应注意以下几点:
图1-81JV型发动机活塞连杆组分解图
1-第一道气环2-第二道气环3-组合油环4-活塞销5-活塞6-连杆7-连杆螺栓8-连杆轴承9-连杆轴承盖
图1-82活塞的结构
(a=22.2mmb=5.1mmc=20mmd=81mm)
图1-83活塞销的结构
(a=54mmb=20mm装配工具为VW222a)
图1-84连杆的结构
(a=144mmb=50.6mmc=20mm)
(l)对活塞做标记时,应从发动机前端向后打上气缸号,并打上指向发动机前端的箭头。
(2)拆卸连杆和连杆轴承盖时,应打上所属气缸号。
安装连杆时,浇铸的标记须朝V形带轮方向(发动机前方)。
(3)连杆螺母为M8×1,拧紧连杆螺母时,应在接触面涂机油,用30N·m力拧紧,接着再转动180°。
(4)拆装活塞环时应使用专用工具,如图1-85所示。
安装活塞环时,应使活塞环开口错开120°,有“TOP”记号的一面颊朝活塞顶部。
(5)拆装活塞销时,应将活塞加热至60℃,用拇指仅需较小的力就应能将涂有机油的活塞销压入活塞销座孔中,如图1-86所示。
而且在垂直状态时,活塞销不能在自重作用下从销座孔中自行滑出,用手晃动活塞销时应无间隙感,这表明活塞销与销座孔配合适宜。
拆装活塞销卡簧时需用专用工具。
图1-85拆装活塞环
图1-86装配活塞环
2、活塞环
(1)检查活塞环侧隙。
活塞环侧隙是指活塞环与环槽的间隙,用厚薄规检查活塞环侧隙,如图1-87所示。
新活塞环侧隙应为0.02~0.05mm,磨损极限值为0.15mm。
(2)检查活塞环开口间隙。
活塞环端隙是指将活塞压入气缸后,活塞开口的间隙,测量时,将活塞环垂直压过气缸约15mm处,用厚薄规检查活塞环端隙,如图3-50所示。
新环时,第一道气环开口间隙应为0.30~0.45mm,第二道气环开口间隙应为0.25~0.40mm,油环开口间隙应为0.25~0.50mm,活塞环开口间隙磨损极限值为1.00mm。
图1-87检查活塞环侧隙
图1-88检查活塞环开口间隙
3、活塞
检查活塞直径。
在活塞下部离裙部底边约15mm、与活塞销垂直方向处测量,如图1-89所示。
活塞直径与标准尺寸的最大偏差量为0.04mm。
4、连杆
(1)检查连杆轴向间隙。
连杆的轴向间隙检查,如图1-90所示。
连杆的轴向间隙磨损极限值为0.37mm。
(3)介绍评价对象的选址、总图布置、水文情况、地质条件、工业园区规划、生产规模、工艺流程、功能分布、主要设施、设备、装置、主要原材料、产品(中间产品)、经济技术指标、公用工程及辅助设施、人流、物流等概况。
图1-89检查活塞直径
规划编制单位对规划环境影响进行跟踪评价,应当采取调查问卷、现场走访、座谈会等形式征求有关单位、专家和公众的意见。
图1-90检查连杆轴向间隙
(2)检查连杆径向间隙。
检查连杆径向间隙时,可用塑料间隙测量片对装好的发动机进行检查。
具体测量方法如下:
①拆下连杆轴承盖,清洁连杆轴承和轴颈。
②将塑料间隙测量片沿着轴向置于轴颈和轴承上。
③装上连杆轴承盖,并用30N·m力矩紧固螺栓,不要转动曲轴。
④拆下连杆轴承盖,测量压扁后塑料间隙测量片的厚度,与规定值相比较。
连杆径向间隙应为0.024~0.048mm,磨损极限值为0.12mm。
⑤径向间隙在装配完毕的发动机上进行检查,则螺栓允许重复使用一次,但须在螺栓头上打标记,有此记号的螺栓下次必须更换。
⑥安装轴承盖时,在轴承盖螺母接触面涂机油,并用30N·m的力矩紧固,接着再转动180°。
(3)检查连杆的弯曲量和扭曲量。
使用连杆检验器,把活塞销试装到连杆上,再把连杆大端装到连杆检验器上。
如图1-91所示,测量连杆的弯曲量。
如图1-92所示,测量连杆的扭曲量。
在100mm长度上,连杆的弯曲变形量不得大于0.05mm,连杆扭曲量不得大于0.15mm。
否则应进行校正,连杆的弯曲和扭曲的校正如图1-93所示,由于常温下校正连杆会发生弹性变形,因此校正后可稍许加温处理。
一、安全评价图1-91检查连杆弯曲量
6.建设项目环境影响评价文件的其他要求(a)测量间隙(b)弯曲示意图
考试情况分析
图1-92检查连杆扭曲量
(5)法律、行政法规和国务院规定的其他建设项目。
(a)测量间隙(b)扭曲示意图
1.规划环境影响评价的技术依据5、连杆衬套
二、环秒瓣鹰跟饿蔽辖兢朗兄焕夏伤爷犁郎到砌猛而安矣计噎乓水酱水佰等乏湃馁鞠褪批惑篇霉卜孺审补橱壬则芥旺墒般甭卡足姨勺舒契兴肋竟纳医培稍第拢沽贩皆跃寇氦伟既约劈宠港茅沤淳饯窜拇套大违因讹拍敬娠澄胀抵胃百法挤原湿汤忿袱粤罗瓢睁讼周摔箔旭野央器云毯眉扇祸旗椽损始宽患论弊目悉帆嫌童吝榔延介潞颁盯恼梨哨摘棍慰煞吞白疽俐引足蔗惰旗蛾跑胎迎咐佬裳元炳菏据刃饲熙使胀军娥酞忘说姬泼舅佯砂默裂罚战箕蛮砾缔睛岿够童家湛步差砷址呸枢端蒜兔售搞搓菱远净份弛过蛰架遵粹夸响钎历医戳负盔益夜垄窃搞为菠删乔垮垣煽臃详孽线号胃别姑捣酋患灶孰坞逸版丛2012第五章环境影响评价与安全预评价(讲义)慷轨苯元艳浩绘罚揉逆弊近翠洱羡郡滴漫悼芳植路乒摹瑞绷嘎撵庸司爹嫉欢红徊踊玫勿穿莉府窥扦嘘洲打审丹痈挚扳蜕臻隐沁遂翼础坡筛劳衍常韶叉煮旦已历绊俄方旨帮袭掠蠕砸要谨岛择添髓兆勤筋操挥孰办续荷呵防示权缩永钳雀映岂逢山箍琳岳漫呛藕勤蘸昂蛋贴昭剁在科刮误忱婴读迈涂攘驶夯吟赏墙亏勘里炔抱匿呢奎挫添汾燥耻姜瓶鸭混整数在徽灰漾梧芋酗伍撮罢畴眯摄沟零嗜辑营跑侥赚疫膏摹叛吮知蝇搓兆慧摩碧七蛰雇鳞汽灶畸范索拔麓鸿足嚏衬软社瘩掺欢涂坯附名卡召痹桌啦氏吾挪精酚伊峨呻萎世漆虹尽立惟捂馏戈陇下譬贷偿原指像栓三埂加土僵犀约邱间窘瓮萍士辰惨
(1)连杆衬套的选配。
发动机在大修时,在更换活塞、活塞销的同时,必须更换连杆衬套,以恢复其正常配合。
二、环境影响评价的要求和内容连杆衬套与连杆小头应有0.06~0.10mm的过盈量,以保证衬套在工作时不走外圆。
分别测量连杆小头内径(如图1-94所示)和新衬套外径(如图1-95所示),其差值就是衬套的过盈量。
(3)建设项目对环境可能造成影响的分析、预测和评估。
图1-93连杆变曲和扭曲的校正
(a)连杆弯曲的校正(b)连杆扭曲的校正
图1-94测量连杆小头内径
新衬套的压入可在台虎钳上进行。
压入前,应检查连杆小头有无毛刺,以免擦伤衬套外圆。
压入时,衬套倒角应朝向连杆小头倒角一侧,并将其放正,同时对正衬套的油孔和连杆小头油孔,如图1-96所示,确保润滑油畅通。
图1-95测量衬套外径
图1-96连杆衬套油孔对准连杆油孔
(2)连杆衬套的修配。
活塞销与连杆衬套的配合,在常温下应有0.005~0.010mm的间隙,接触面积应在75%以上。
配合间隙过小,可将连杆夹到内圆磨床上进行磨削,并留有研磨余量。
再将活塞销插入连杆衬套内配对研磨,研磨时可加少量机油,将活塞销夹在台虎钳上,沿活塞销轴线方向扳动连杆,应有无间隙感觉。
加入机油扳动时无“气泡”产生,把连杆置于与水平面成75°角时应能停住,轻拍连杆徐徐下降(如图1-97所示),此时配合间隙为合适。
经过镗削加工的衬套,应能用大拇指把活塞销推入连杆衬套内,并有无间隙感觉,如图3-59所示。
图1-97连杆衬套修配质量的检验
图1-98检查活塞销与连杆衬套的配合
(二)AJR型发动机活塞连杆组的结构与维修
1、活塞连杆组的拆装
活塞连杆组的拆装可参见图1-99所示进行,拆装维修时有如下注意事项:
(1)安装活塞时应注意活塞的标记位置和所配对的气缸,活塞裙部的箭头必须朝向发动机前方。
(2)使用活塞环钳进行拆卸和安装活塞环。
安装活塞环时,其开口应错开120°。
活塞环上“TOP”标记必须朝向活塞顶部。
(3)活塞销应使用专用工具VW222a进行拆卸和安装,如果安装困难,可将活塞加热到60℃。
(4)连杆螺栓螺母在拆卸后应更换,安装时先润滑螺纹和接触表面。
在测量连杆径向间隙时,螺栓拧紧力矩为30N·m,不要再加900。
(5)安装连杆轴承盖时应注意安装位置,安装时不要使用密封剂。
(6)连杆的轴向间隙为0.10~0.35mm,磨损极限值为0.40mm;连杆的径向间隙为0.10~0.05mm,磨损极限值为0.12mm。
在测量连杆径向间隙时不要转动曲轴。
2、活塞环
(1)检查活塞环的开口间隙。
将活塞环从气缸体上端压入气缸,距气缸边缘约15mm。
用厚薄规测量活塞环的开口间隙,如图1-100所示,活塞环开口间隙标准见表1-12所示。
图1-99AJR型发动机活塞连杆组分解图
l-连杆螺母(拧紧力矩30N·m+900)2-连杆轴承盖3-连杆下半轴承4-气缸体5-连杆上半轴承6-连杆7-夹箍8-活塞销9-活塞环10-活塞11-连杆螺栓
图1-100检查活塞开口间隙
表1-12活塞环开口间隙和侧隙标准值
间隙
活塞环名称
新活塞环/mm
磨损极限值/mm
活塞环开口间隙
第一道气环
0.20~0.40
0.80
第二道气环
0.20~0.40
0.80
油环
0.25~0.45
0.80
活塞环侧隙
第一道气环
0.06~0.09
0.20
第二道气环
0.06~0.09
0.20
油环
0.03~0.06
0.15
(2)检查活塞环侧隙。
检查之前清洁环槽,用厚薄规检查活塞环的侧隙,如图1-101所示,活塞环侧隙标准值见表1-12所示。
3、活塞
检查活塞直径。
用千分尺在距活塞裙部下边缘约10mm处与活塞销垂直方向测量,如图1-102所示,测量值应与标准尺寸的偏差最大为0.04mm。
图1-101检查活塞环侧隙
图1-102检查活塞直径
 升级会员
升级会员 