中美焊接工艺评定标准中母材评定规则的比较备份样本.docx
《中美焊接工艺评定标准中母材评定规则的比较备份样本.docx》由会员分享,可在线阅读,更多相关《中美焊接工艺评定标准中母材评定规则的比较备份样本.docx(18页珍藏版)》请在冰豆网上搜索。
中美焊接工艺评定标准中母材评定规则的比较备份样本
中美焊接工艺评定标准中母材评定规则的比较
靳茂明(江苏省特种设备安全监督检验研究院,210003,南京)
摘要:
经过对焊接工艺评定在概念和逻辑上的理论分析,认识评定标准的本质规律,在理论层上完善ASME评定标准的结构体系,并对国内评定标准中的一些认识提出不同的观点。
本文在逻辑理论的基础上,对中美焊接工艺评定中母材评定问题进行一些分析和比较,认为基础标准体系的差异对焊接工艺评定标准有着重要影响。
关键词:
焊接工艺评定;母材组合形式;概念;逻辑;分类;正逻辑定义;负逻辑定义
1.母材组合形式的分类和母材评定规则定义方法
1.1定义:
(1)对焊:
同一牌号母材之间的焊接称为”对焊”。
(2)组焊:
不同牌号母材之间的焊接称为”组焊”。
注:
即一般说的异种接头。
(3)同类组焊:
同一类别中不同母材之间的焊接称为”同类组焊”。
(4)跨类组焊:
不同类别母材之间的焊接称为”跨类组焊”(或异类焊接)。
.
(5)同组组焊:
同一组别中不同的两种母材之间的焊接。
(6)跨组组焊:
同一类别中不同组别的两种母材之间的焊接
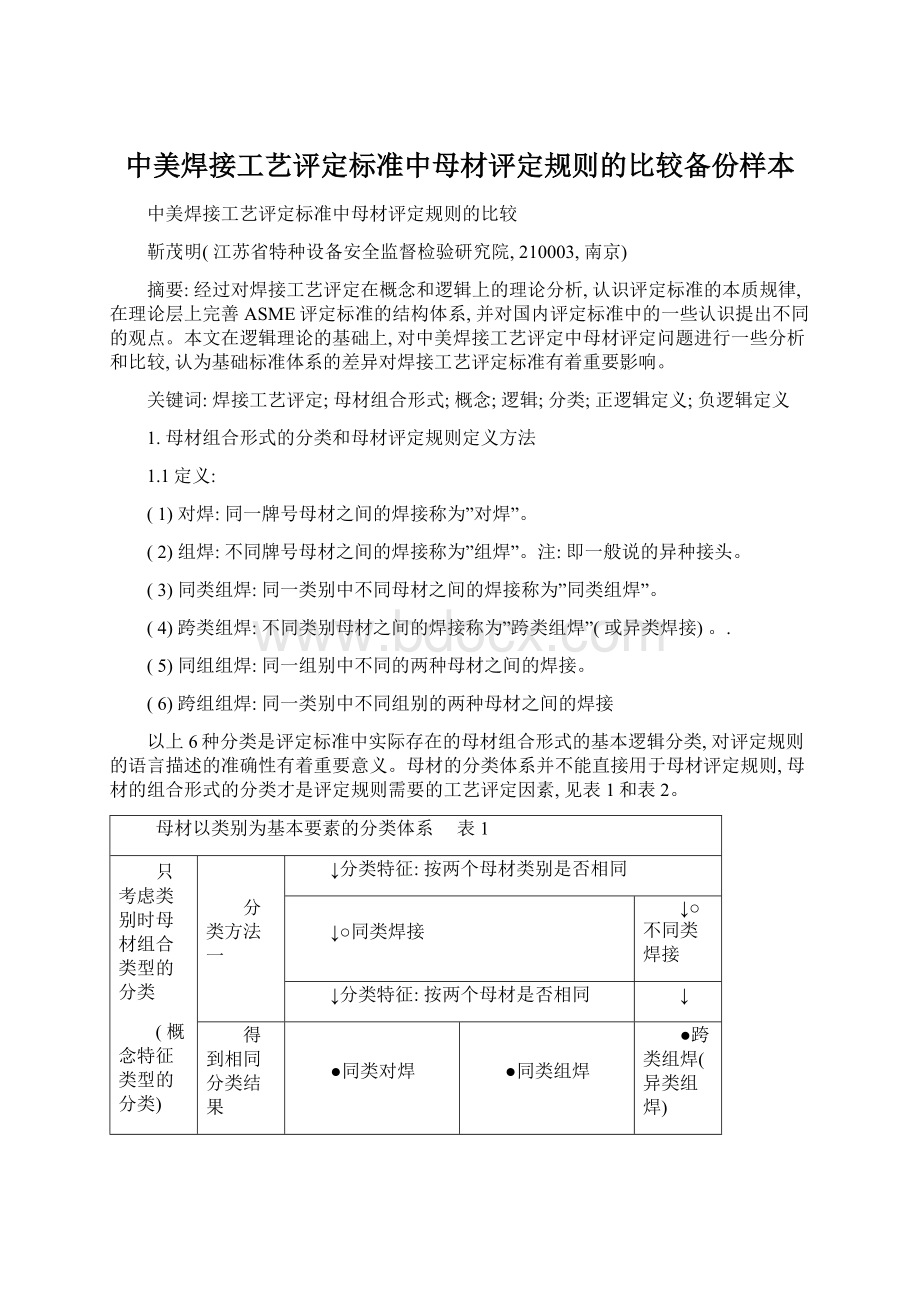
以上6种分类是评定标准中实际存在的母材组合形式的基本逻辑分类,对评定规则的语言描述的准确性有着重要意义。
母材的分类体系并不能直接用于母材评定规则,母材的组合形式的分类才是评定规则需要的工艺评定因素,见表1和表2。
母材以类别为基本要素的分类体系表1
只考虑类别时母材组合类型的分类
(概念特征类型的分类)
分类方法一
↓分类特征:
按两个母材类别是否相同
↓○同类焊接
↓○不同类焊接
↓分类特征:
按两个母材是否相同
↓
得到相同分类结果
●同类对焊
●同类组焊
●跨类组焊(异类组焊)
分类方法二
↑
↑分类特征:
按两个母材类别是否相同
↑○对焊
↑○组焊
↑分类特征:
按两个母材是否相同
注:
1)同类对焊、同类组焊、跨类组焊仅仅是概念特征的分类,评定中需要的是具有这一特征的具体”概念”,即包含具体”类别符号”的概念。
2)●表示基本分类概念,○表示辅助分类概念。
母材以组别为基本要素的分类体系表2
分类方法一
↓○同类焊接
↓○不同类焊接
↓○同类对焊
↓○同类组焊
↓○跨类组焊
考虑组别后母材组合类型
(概念特征类型的分类)
↓
↓分类特征:
按两个母材组别是否相同
↓
●同组对焊
●同组组焊
●跨组组焊
●异组异类组焊=●跨类组焊
↑
↑分类特征:
按两个母材组别是否相同
↑
分类方法二
↑○同类对焊
↑○同类组焊
↑○跨类组焊
↑○对焊
↑○组焊
注:
1)异组异类组焊在实际评定规则中能够用包含组别信息的跨类组焊来替代。
2)同组对焊、同组组焊、跨组组焊、跨类组焊仅仅是概念特征的分类,评定中需要的是具有这一特征的具体”概念”,即包含具体”类别符号”和”组别符号”的概念。
1.2标准中母材组合类型的数量
假设标准中全部铁基材料的分类和分组情况如表3。
(1)只考虑类别时,母材组合类型的数量(即包含不同”类别符号”的概念数量),见表4。
其中”同类对焊”类型数量=”同类组焊”类型数量=12
”跨类组焊”类型数量=C(12,2)=12!
/[(12-2)!
*2!
]=12*11/2=66
只考虑类别时,母材组合的类型数量=”同类对焊”+”同类组焊”+”跨类组焊”=12+12+66=90
(2)考虑组别后,母材组合的类型数量,见表5。
其中”同组对焊”类型数量=”同组组焊”类型数量=21;”跨组组焊”类型数量=每个类别中跨组数量之和=13
(”跨组组焊”类型的数量:
Fe-1内为6;Fe-3内为3;Fe-4内为1;Fe-5A内为0;Fe-5B内为1;Fe-5C内为0;Fe-6内为0;Fe-7内为1;Fe-8内为1;Fe-9B内为0;Fe-10I内为0;Fe-10H内为0)
不同组别的”组焊”数量类型=C(21,2)=21!
/[(21-2)!
*2!
]=210
210种类型中”跨类组焊(异组异类组焊)”类型数量=210–13=197
考虑组别后,母材组合的类型数量=”同组对焊”+”同组组焊”+”跨组组焊”+”跨类组焊”=21+21+13+197=252
母材类别和组别数量(仅作为示例)表3
类别代号
和数量
L1
L2
L3
L4
L5
L6
L7
L8
L9
L10
L11
L12
总数量
12个
组别数量
4
3
2
(1)
2
(1)
(1)
2
2
(1)
(1)
(1)
21个
注:
未分组别的,视为只有一个组别,记作
(1)。
只考虑类别时,母材组合的类型数量表4
考虑组别后,母材组合的类型数量表5
组合类型
同类对焊
同类组焊
跨类组焊
组合类型
同组对焊
同组组焊
跨组组焊
跨类组焊(异组异类组焊)
概念数量
12
12
66
概念数量
21
21
C(21,2)=210
13
197
总数量
12+12+66=90
总数量
21+21+13+197=252
结论:
(1)假设母材共分为L1、L2、。
。
。
Ln共n种类别,
则:
母材组合类型的数量=2n+C(n,2)
(2)假设L1类别中包含m1种组别,L2类别中包含m2种组别;。
。
。
Ln类别中包含m(n)种组别;
则:
母材组合类型的数量=2[m1+m2+…+m(n)]+C([m1+m2+…+m(n)],2)
其中:
”跨组组焊”类型数量=C(m1,2)+C(m2,2)+…+C(m(n),2),令C(1,2)=0;
”跨类组焊(异组异类组焊)”类型数量=C([m1+m2+…+m(n)],2)-”跨组组焊”类型数量
1.3母材组合类型相互验证的逻辑形式数量
(1)只考虑类别时
全部的组合类型数量为90种,因此理论上存在的验证逻辑形式的数量为:
90×90=8100个逻辑形式,去除自身类型必然验证自身类型,还剩下8100–90=8010个逻辑形式。
(2)考虑组别后
全部的组合类型数量为252种,因此理论上存在的验证逻辑形式的数量为:
252×252=63504个逻辑形式,去除自身类型必然验证自身类型,还剩下63504–252=63252个逻辑形式。
理论上的逻辑形式数量是巨大的,可能超过你的想象。
虽然实际允许验证的仅仅是少数类型,但在理论上应有充分的认识。
评定规则只需规定那些能够验证的逻辑形式,但如果对概念类型不能正确分类,语言描述将不能准确表示概念,甚至存在逻辑上的遗漏。
(3)以上只是一个”母材组合类型”验证另一个”母材组合类型”的情况,是一般形式。
另外,母材验证的逻辑形式还有另两种特殊形式:
一种是:
两个”对焊”验证这两种母材的”组焊”;另一种是:
一个”组焊”验证这两种母材的各自”对焊”。
这是具体的两个母材牌号之间的特殊验证形式,这两种特殊逻辑形式类型数量是一样的,其数量为:
”同组组焊”数量+”跨组组焊”数量+”跨类组焊(异组异类组焊)”数量=21+13+197=231个逻辑形式。
在ASME标准中,这种特殊母材评定形式的评定结果与这两种母材形成的”组焊”类型和产品是否有冲击要求有关。
另外,由于该特殊的验证形式在逻辑上有可能包含于一般形式,因此这两种特殊类型的评定规则有可能包含于一般评定规则。
1.4母材评定规则的语言描述形式
假设有任意不同的母材A、B、C、D,在满足一定条件下可能推理出:
(1)A-A合格→B-B合格或A-B合格或B-C合格
(2)A-B合格→(A-A合格和B-B合格)或C-C合格或A-C合格或C-D合格
(3)(A-A合格且B-B合格)→A-B合格
以上形式是标准中实际存在的评定类型,可归纳为:
形式1:
一个”对焊”如何验证另一个”对焊”或”组焊”(该”组焊”包括”同组组焊”、”跨组组焊”、”跨类组焊”);
形式2:
一个”组焊”如何验证相同材料的两个”对焊”或另一个”对焊”或”组焊”(该”组焊”包括”同组组焊”、”跨组组焊”、”跨类组焊”);
形式3:
两个”对焊”如何验证一个”组焊”(该”组焊”包括”同组组焊”、”跨组组焊”、”跨类组焊”)。
1.5小结:
母材的分类体系是为母材的组合类型定义服务的,而母材的组合类型才是为评定规则的语言定义服务的,如果缺少母材的组合类型这一重要概念,则评定规则的描述将出现语言障碍。
无论是ASME还是中国标准,母材评定规则的描述都不能清楚地表示真实的逻辑含义。
母材评标准应按以上三种形式分无冲击要求时和有冲击要求时两种情况分别制定规则,这是语言定义必须遵守的逻辑尊则,是母材评定规则的科学定义方法。
2.基本概念的统一
2.1焊接工艺试验和焊接工艺评定
(1)焊接工艺试验:
是指对试件的焊接工艺进行的力学性能、化学成分、及其它性能的评价试验和分析试验,其目的是验证试件的焊接工艺的可用性。
焊接工艺试验还包括对焊缝的外观检查、无损检测等;焊接工艺试验在国外相关标准中均用”Test”作为关键词,中文翻译宜翻译为”试验”、”检验”。
(2)焊接工艺评定:
是指一个经焊接工艺试验合格的焊接工艺,其工艺因素允许的变化(或改变)范围;也能够解释为对一个产品的焊接工艺,其全部的工艺因素是否符合试件的工艺因素允许的变化(或改变)范围;焊接工艺评定在国外标准中均用”qualification”作为关键词,中文翻译宜翻译为”鉴定”或”评定”。
但中国一些标准将这两个概念都称为”焊接工艺评定”,这不但与相关的国外标准不一致,而且在特定的语言环境中造成概念的混乱。
2.2焊接工艺评定因素和焊接工艺评定因素的改变
1)焊接工艺评定因素:
狭义上理解是指与焊接工艺有关的、对焊接质量有一定影响的各种因素的概念指称。
如:
焊接方法、母材、焊材、厚度、热处理、预热温度、电特性、技术措施等称为焊接工艺评定因素。
但广义上理解是指各种因素的各种分类形式的概念指称(包括对一个指定的因素进一步的多维度分类),如:
我们能够将母材和焊材合并成为”材料特性”,那么”材料特性”也能够理解为焊接工艺评定因素,如果将电特性进一步分类为”电流类型”、”线能量变化类型”等,那么”电流类型”和”线能量变化”也能够看作为焊接工艺评定因素。
因此焊接工艺评定因素这个概念在一个不确定的分类概念体系中,它的概念也是不能确定的,或者理解为在这个概念体系中的任何一个概念都是焊接工艺评定因素。
标准中及本文中所说的”焊接工艺评定因素”是指分类体系中最终分类概念的概念语言指称,如:
对于母材,焊接工艺评定因素是指”母材组合类型”,对于电特性方面,焊接工艺评定因素是指”电流类型”、”线能量变化类型”等。
2)焊接工艺评定因素的改变:
是指对一个指定的焊接工艺评定因素的具体概念类型之间的相互评定。
如:
焊接方法的具体概念类型有:
气焊、焊条电弧焊、埋弧焊等,则”气焊改为焊条电弧焊”、”气焊改为埋弧焊”等等这种评定形式称为焊接工艺评定因素的改变;再如,电特性的概念类型有:
电流特性、线能量变化等,电流特性的具体概念有:
直流电、交流电;线能量变化的具体概念有:
大于试件线能量、不大于试件线能量,其中”直流改为交流”、”交流改为直流”、”已经合格的线能量评定大于合格的线能量”、”已经合格的线能量评定小于等于合格的线能量”,这些评定形式都称为”焊接工艺评定因素的改变”;再如对于母材,焊接工艺评定因素的改变是指,各种类型的对焊、同组组焊、跨组组焊、跨类组焊它们之间的相互评定的逻辑形式。
经过上面的分析,可知中国标准中所说的”焊接工艺评定因素”可能不是分类体系中最终分类的概念指称,但”焊接工艺评定因素的改变”一定是分类体系中”最终”的分类类型之间的关系,只有这种分类类型之间的关系才与评定结果直接关联。
因此”焊接工艺评定因素的改变”,即评定逻辑形式的改变才是我们需要的重要概念。
3评定规则的定义方法
3.1评定规则的逻辑定义和语言定义
(1)对每一个”一个逻辑形式”根据产品无冲击要求和有冲击要求两种情况分别进行定义的评定结果(指是否需要重新评定),称为评定规则的”逻辑定义”,”逻辑定义”能够进行优化或简化。
(2)对优化和简化后的逻辑定义的语言描述称为”语言定义”,即标准中的评定规则或条款。
3.2评定规则的正逻辑定义和负逻辑定义
(1)对全部能够评定的逻辑形式进行的定义,称为”正逻辑定义”;
(2)对全部不能够评定的逻辑形式进行定义,称为”负逻辑定义”。
评定规则的定义方法示例见表6。
对于分类复杂的评定因素,其概念类型较多,对逻辑形式进行优化是必要的,评定规则选择正逻辑定义还是负逻辑定义取决于是否有利于语言描述、是否符合语言习惯,以及是否能够快速、准确地解释全部的逻辑形式及其评定结果。
标准中既有正逻辑定义,也有大量的负逻辑定义。
评定规则的定义(假设焊接方法只有手工焊、埋弧焊、氩弧焊三种)表6
逻辑定义
语言定义(评定规则)
逻辑形式
评定结果
(无冲击)
评定结果
(有冲击)
优化后的逻辑形式
评定结果
(无冲击)
评定结果
(有冲击)
正逻辑定义(结果为能够评定)
负逻辑定义(结果为不能够评定)
手
工
焊
手工焊验证手工焊
是
是
手工焊验证手工焊
是
是
只有焊接方法相同,才不需要重新评定。
或
相同焊接方法能够验证相同焊接方法。
只要焊接方法不同,就需要重新评定
或
改变焊接方法需要重新评定。
手工焊验证埋弧焊
否
否
埋弧焊验证埋弧焊
是
是
手工焊验证氩弧焊
否
否
氩弧焊验证氩弧焊
是
是
埋
弧
焊
埋弧焊验证手工焊
否
否
剩下的形式
否
否
埋弧焊验证氩弧焊
否
否
埋弧焊验证埋弧焊
是
是
氩
弧
焊
氩弧焊验证手工焊
否
否
氩弧焊验证氩弧焊
是
是
氩弧焊验证埋弧焊
否
否
4逻辑形式对力学性能的验证结果
4.1定义
(1)评定结果:
指产品的焊接工艺与一个焊接工艺试验合格的焊接工艺相比较,是否符合评定规则,以判断产品的焊接工艺是否合格。
分为无冲击要求时的评定结果和有冲击要求时的评定结果。
(2)验证结果:
指焊接工艺评定因素的改变(即评定逻辑形式的改变)对拉伸、弯曲、冲击性能的影响结果,分为可验证和不可验证。
(3)一个评定因素概念层中一个概念类型验证另一个概念类型的形式(即工艺评定因素的改变),称为”一个逻辑形式”,其验证结果称为”一个逻辑形式的验证结果”(指对拉伸、弯曲、冲击的影响结果)。
(4)一个评定因素概念层中全部的逻辑形式,称为”一组逻辑形式”,全部逻辑形式的验证结果,称为”一组逻辑形式的验证结果”。
注:
本文中的”评定”均指试件焊接工艺与产品焊接工艺之间的关系,其评定结果受产品是否有冲击要求的影响;”验证”均指试件焊接工艺的变化(即不同的验证逻辑形式)对拉伸、弯曲、冲击这三个力学性能的影响,其验证结果不受产品是否有冲击要求的影响。
4.2验证结果与评定结果的关系
一个评定因素的”评定结果”,跟逻辑形式对力学性能的”验证结果”有关,还跟产品是否有冲击要求有关,即跟冲击性能的验证结果有关。
因此需要对”验证结果”的类型进行逻辑分类,”验证结果”的分类包括”一个逻辑形式的验证结果”的分类和”一组逻辑形式验证结果”的分类。
(1)”一个逻辑形式”对拉伸、弯曲、冲击的验证结果的分类见表7。
对于一个逻辑形式的验证结果只可能是①②③中的其中一种。
(2)”一组逻辑形式”对拉伸、弯曲、冲击验证结果的分类见表8。
对于一组逻辑形式,由于自身必然能够验证自身,因此一组逻辑形式的验证结果必然存在①的情况,②和③则可能存在也可能不存在,②和③也可能都存在,②和③也可能都不存在,也可能只存在其中一个。
从表8能够看出,如果对焊接工艺评定因素进行分类,很显然,在一组逻辑形式中对力学性能影响的三种结果都可能存在,其分类特征只可能是按某种验证结果存在的可能性进行的分类,不可能只按一个验证结果为特征进行分类。
因此国内一些标准对”焊接工艺评定因素”按力学性能的影响结果进行分类,在逻辑上是不可能实现的,只有一种可能,那就是定义对象错了,真正的定义对象是”焊接工艺评定因素的改变”,即只对一个逻辑形式的验证结果按力学性能的影响结果进行分类,这在逻辑上是存在的,也是合理的。
对”一个逻辑形式”进行分类,其分类结果能够直接关联验证结果和评定结果,而且概念类型的语言指称也容易表示,如:
重要因素、附加因素、次要因素。
而对”一组逻辑形式”按某种验证结果存在的可能性进行的分类,在概念类型的语言表示上几乎无法用单词或词组来实现,但这并不表明这种分类是无意义的,相反正是对”一组逻辑形式”的分类反映了评定规则的本质规律,它将”一个逻辑形式的验证结果”和”一个逻辑形式的评定结果”、一个焊接工艺评定因素的”无冲击要求评定结果”和”有冲击要求评定结果”、”正逻辑定义”和”负逻辑定义”有机的联系在一起,为焊接工艺评定规则的制定提供了逻辑理论上的依据。
一个逻辑形式的验证结果与评定结果的关系表7
拉伸、弯曲(注)
√可同时验证
√可同时验证
×不可同时验证
×不可同时验证
冲击
√可验证
×不可验证
×不可验证
√可验证
验证结果的分类
①能够验证拉伸、弯曲,也能够验证冲击。
②能够验证拉伸、弯曲,不能够验证冲击。
③不能够验证拉伸或弯曲,也不能够验证冲击。
④不能够验证拉伸或弯曲,能够验证冲击。
(该类型只在逻辑上存在,实际上无意义,因此实际存在的分类只有①②③三种)
产品无冲击要求时
评定结果
√评定合格
√评定合格
×评定不合格
/
产品有冲击要求时
评定结果
√评定合格
×评定不合格
×评定不合格
注:
这里也包括可能需要验证的其它物理性能,如硬度、金相等。
一组逻辑形式验证结果的类型(即对焊接工艺评定因素的分类)表8
不考虑冲击验证结果的分类
类型A
类型B
至少存在一个③,但不可能是全部(必然为①和③或①、②、③都存在)
(无冲击要求评定合格的范围为部分逻辑形式)
不存在③(必然全部为①或①和②)
(无冲击要求评定合格范围为全部逻辑形式)
考虑冲击验证结果的分类
类型A1
类型A2
类型B1
类型B2
不存在②
(必然只存在①和③)
(有冲击要求评定合格范围=无冲击评定合格范围)
至少存在一个②,但不可能是全部
(必然①、②、③都存在)
(有冲击要求评定合格范围为部分无冲击评定合格范围)
至少存在一个②,但不可能是全部
(必然只存在①和②)
(有冲击要求评定合格范围为部分无冲击评定合格范围)
全部为①
(有冲击要求评定合格范围=无冲击评定合格范围)
产品无冲击要求
时的评定结果
(基本规则)
正逻辑定义
对全部①或②的逻辑形式定义为”评定合格”
不需要定义,必然全部为①或②,”评定合格”
负逻辑定义
对全部③的逻辑形式定义为”评定不合格”
不需要定义,必然全部为①或②,”评定合格”
产品有冲击要求
时的评定结果
(补加规则)
正逻辑定义
不需要重新定义,与无冲击要求评定结果相同
对全部①的逻辑形式定义为”评定合格”
对全部①的逻辑形式定义为
”评定合格”
不需要定义,必然全部为①,评定合格
负逻辑定义
不需要重新定义,与无冲击要求评定结果相同
对全部②和③的逻辑形式定义为
”评定不合格”
对全部②的逻辑形式定义为
”评定不合格”
不需要定义,必然全部为①,评定合格
附加定义法
只定义”全部②的逻辑形式”为”评定不合格”
评定合格范围=无冲击要求时的”评定合格范围”-有冲击要求时”评定不合格范围”
/
4.3ASME标准中的重要变数、附加重要变数、非重要变数
ASME第IX卷QW401.1中对”重要变数”定义为”是指影响焊缝力学性能(缺口韧性除外)的焊接条件的某一变化”,QW401.3中对”附加重要变数”定义为”是指影响焊缝缺口韧性的焊接条件的某一变化,对于每种焊接方法,附加重要变素将增加到重要变素中去”,”非重要变数”是指”不影响焊缝力学性能(包括缺口韧性)的焊接条件的某一变化”。
显然ASME中重要变数、附加重要变数、非重要变数的分类不是对焊接工艺评定因素的分类,而是对焊接工艺评定因素的变化或改变类型的分类,其分类与一个逻辑形式验证结果的分类是对应关系,见表9:
对一个逻辑形式的分类和定义,评定结果已经包含在对逻辑形式的定义中,因此只要定义焊接工艺评定因素变化的类型就能够得出评定结果,这种”定义方法”适用于逻辑形式简单且数量较少的焊接工艺评定因素,特别是概念类型为两个相互对立的评定因素,如中国标准中的大多数”专用评定因素”。
但对于逻辑形式复杂、数量较多的评定因素(如母材组合类型、厚度因素等),用上面的”定义方法”进行评定是有困难的,而且要枚举出全部的②和③的逻辑形式,也是不现实的。
实际标准中还采用了”规则方法”,在规则方法中,不是对每一个工艺评定因素的变化进行定义,而是对一组逻辑形式的验证结果进行概括性的定义,评定结果包含在规则之中。
因为”定义方法”其本身已经给出了无冲击要求和有冲击要求时的评定结果,而对”规则方法”则需要进一步给出”无冲击要求时的评定规则”和”有冲击要求时的评定规则”,能够定义:
1)基本规则(或重要规则):
对焊接工艺评定因素的变化类型中全部不影响拉伸、弯曲或全部影响拉伸、弯曲的焊接工艺评定因素的改变进行的语言定义(能够解释为为了排除重要变数而制定的规则)。
无冲击要求评定时只要满足基本规则。
2)附加规则:
对全部的只影响冲击的焊接工艺评定因素的改变进行的语言定义(能够解释为为了排除附加重要变数而制定的规则)。
有冲击要求时只要满足附加规则(无重要变数时)或同时满足基本规则和附加规则(有重要变数时)。
ASME标准中没有对评定规则进行分类,而是把一个规则也指定为”重要变数”或”附加重要变数”,这在逻辑上是不能解释的。
因此,增加评定规则概念后,ASME评定标准的逻辑体系才是完善的,见表10:
ASME标准中对一个逻辑形式的验证结果的类型和定义
 升级会员
升级会员 