张力控制器操作说明.docx
《张力控制器操作说明.docx》由会员分享,可在线阅读,更多相关《张力控制器操作说明.docx(15页珍藏版)》请在冰豆网上搜索。
张力控制器操作说明
第一章 MC系列张力控制器介绍
1.1、MC系列张力控制器特点
◆张力控制器控制普通三相异步电机能输出各类所需机械特性。
可输出理想的卷绕特性。
◆张力控制精度高,调节简单。
◆高效节能,静止保持力矩输出时电机不发热,能耗较力矩电机节省50%以上,投资回收周期大约3-4个月。
◆结构简单可靠,只有电机、控制器两个部件,长寿命,免维护。
◆批量使用可降低环境温度4~8℃,提高电网功率因数,减少变压器增容投资。
◆用于拉拔钢丝行业,可有效减少钢丝在放丝时的夹丝现象,减少淬火时
产生的废丝
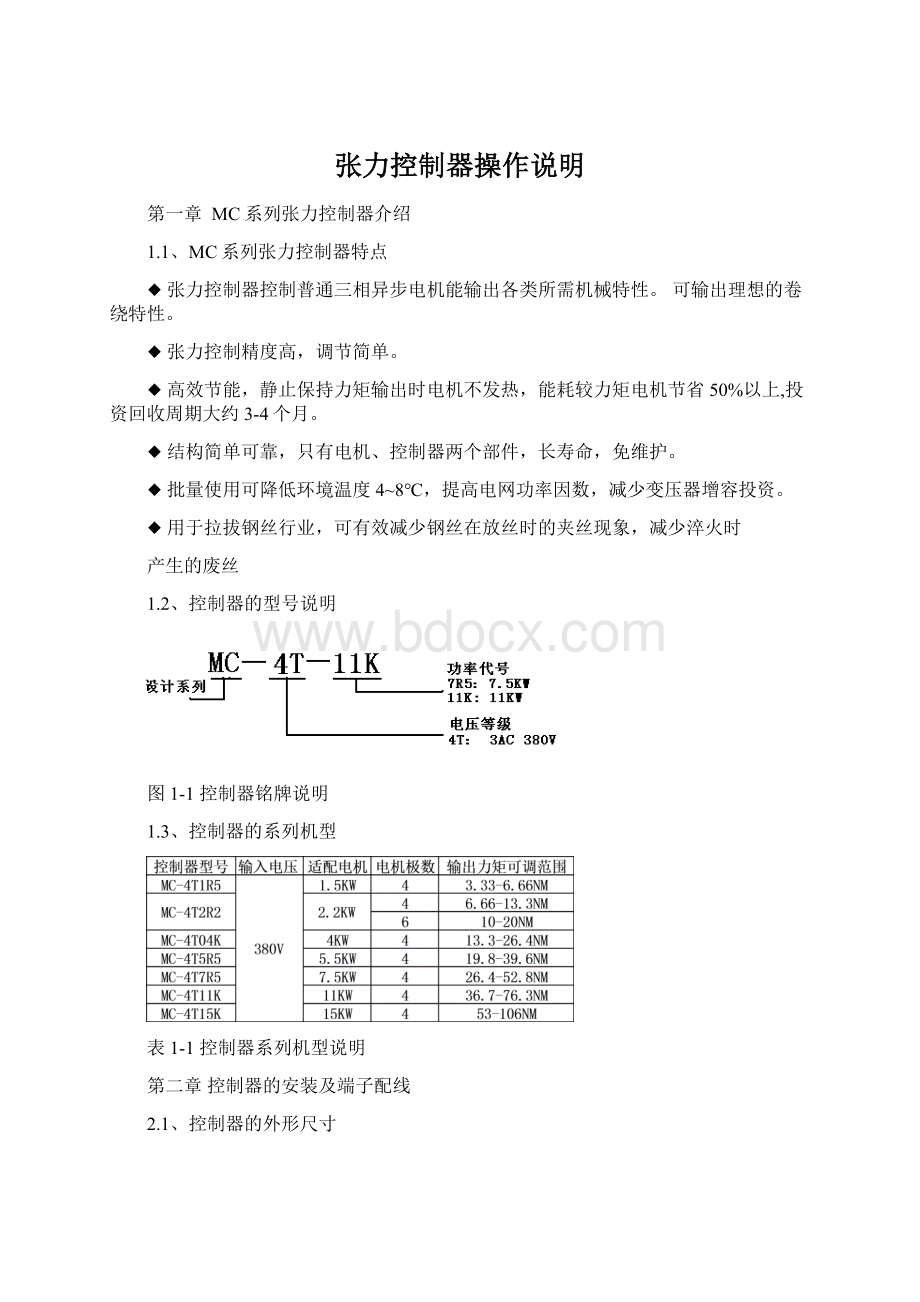
1.2、控制器的型号说明
图1-1控制器铭牌说明
1.3、控制器的系列机型
表1-1控制器系列机型说明
第二章控制器的安装及端子配线
2.1、控制器的外形尺寸
图2-1控制器外形图
表2-1控制器外形尺寸
2.2、控制器的端子功能及配线
2.2.1产品端子配置
图2-2MC-4T7R5及以下功率等级 图2-3MC-4T11K及以上功率等级
2.2.2主回路端子功能
MC-4T1R5~MC-4T15K
R/L1
S/L2
T/L3
⊕1
⊕2/B1
B2
?
U/T1
V/T2
W/T3
端子符号
端子名称及功能说明
R/L1、S/L2、T/L3
三相交流输入端子
⊕1、⊕2/B1
直流电抗器连接端子,出厂时用铜排短接
⊕2/B1、B2
制动电阻连接端子
⊕1、?
直流电源输入端子;外置制动单元的直流输入端子
U/T1、V/T2、W/T3
三相交流输出端子
2.2.3端子配线
图2-4端子配线图(以MC-4T7R5为例)
A、控制回路端子功能
分类
端子符号
功能说明
数字输入
+24V
+24V
PLC
X1
启动信号输入端子
COM
+24V地,X1的公共端
模拟输入
+10V
模拟输入参考电压
AI1
张力给定信号输入
GND
模拟地
(上表和配线图中未涉及的端子为厂家预留的端子,请勿接线,否则
可能会发生误动作,危害人生及设备生产安全!
)
第三章操作面板使用说明
3.1操作面板按键说明
标志
名称
功能
PRG
编程键
1、进入各级菜单
2、数据存储确认
ESC
退出键
退出上一级菜单
∧
递增键
增大当前编辑数值
∨
递减键
减小当前编辑数值
>>
移位键
移动功能码中编辑位
RUN
运行键
1、操作面板运行命令给定方式下,用于起动控制器
2、设定参数自整定后,用于起动控制器进行电机参数自学习
STOP/RST
停止/复位键
1、操作面板运行命令给定方式下,用于停止控制器
2、控制器报故障且已停机时,用作复位键
,清除故障报警提示
M
多功能键
用于控制器的点动作用
FWD/REV
正/反方向键
操作面板运行命令给定方式下,确定控制器的输出转向
3.2操作实例
下例为将设定电机极数为6级电机的实际操作步骤。
(四位数字中有下画线的为当前编辑位)
3.3操作面板的显示说明
在停机状态下,操作面板显示的数值为给定的张力,一般应用在拉丝机行业时(化镀时设为10~15,440拉丝机设为12~18),运行后显示也为输出张力
第四章参数简表
4.1功能码参数简表中各项含义说明
简表字段
解释
功能码号
表示功能码的代号,例如P9.00
功能码名称
功能码的名称,解释功能码的作用
出厂值
出厂时对控制器功能码的预设定值
设定范围
功能码允许设定的最小值到最大值
单位
V:
电压;A:
电流;℃:
度;Ω:
欧姆;mH:
毫亨;rpm:
转速;%:
百
分比;Hz:
频率;Kw:
功率;S:
秒;/:
无单位等
功能码选项
功能码参数设置列表
用户设定
供用户记录参数用
4.2控制器参数的构成
4.3基本功能码参数简表
功能码号
功能码名称
出厂值
设定范围
单位
功能码选项
用户设定
P0.06
运行命令给定方式
0
0~1
/
0:
操作面板;
1:
端子;
P0.08
加速时间
6.0
0.1~3600.0
S
0.1~3600.0S
P0.09
减速时间
20.0
S
P0.11
最大输出频率
50.00
0.01~300.0
Hz
0.1~300.0Hz
P0.13
频率上限
50.00
0.00~300.0
Hz
频率下限P0.14~最大输出频率P0.11
P0.14
频率下限
0.00
0.00~300.0
Hz
0.00Hz~频率上限P0.13
P5.01
X1功能选择
2
0~99
/
2:
正转;3:
反转
P6.21
AI1功能选择
0001
0~6666
/
LED个位:
AI1功能选择
0:
开环频率或闭环模拟给定
1:
张力给定1
2:
保留
3:
保留
4:
保留
5:
电机温度反馈
6:
保留
LED十位:
AI2功能选择同上
LED百位:
AI3功能选择同上
LED千位:
保留
P9.01
电机极数
4
2~24
/
2~24
P9.02
额定转速
1500
0~30000
rpm
0~30000rpm
P9.03
额定功率
11.0
0.4~999.9
KW
0.4~999.9KW
P9.04
额定电流
21.7
0.1~999.9
A
0.1~999.9A
P9.15
参数自整定
0
0~2
/
0:
不动作;
1:
静止自整定
2:
旋转自整定
Pd.00
模式选择
1
0-1
/
0:
速度模式
1:
张力模式
H0.07
静摩擦补偿系数
0
0~200.0
%
0~100.0
H0.08
滑动摩擦补偿系数
0
0~200.0
%
0~100.0
H0.09
转动惯量补偿系数
0
0~200.0
%
0~100.0
H0.10
转动惯量补偿频率上限
0
0~300.0
Hz
0~300.0Hz
注一:
本表中未列入的参数为厂家预留参数,请勿修改,否则会导致控制器无法正常工作。
附录
1、控制器电机参数自学习的操作步骤
A、将控制器安装固定好,按照图2-4进行配线(电位器已经安装在门板上)
电源进线接R、S、T三个端子,电机线接U、V、W三个端子。
B、将电机负载脱掉(如果是皮带传动,则将皮带卸掉。
如果是齿轮传动则将工字轮或卷桶去掉)
C、给控制器送电,进行电机参数的输入(将电机铭牌上的参数相应的输入到P9.01、P9.02、P9.03、P9.04;操作方法见第三章)
D、将P9.15设为2
E、按下操作面板上的RUN键,面板将显示AT,等待三分钟左右,期间电机会旋转,注意安全,待面板显示0.00时电机参数自学习结束。
2、关于H0.07~H0.10的说明
H0.07:
静摩擦补偿系数,设定范围为0~200.0(100%对应于电机的额定转矩),用于克服卷辊起动瞬间的摩擦阻力(在起动瞬间输出H0。
07所设定的转矩与设定的转矩叠加在一起输出),当卷棍起动正常运行后,H0。
07所设定的值会自动撤掉。
在卷辊的轴承变差,卷辊接近满盘重量变大时,此系数作用较为明显。
一般设定值10%~30%
H0.08:
滑动摩擦补偿系数,设定范围为0~200.0(100%对应于电机的额定转矩),用于克服卷辊正常运行时卷辊与轴承之间的摩擦阻力。
正常运行时H0.08所设定的转矩与设定的转矩叠加后输出。
一般设定值10%~30%
H0.09:
转动惯量补偿系数,设定范围0~200.0(100%对应于电机的额定转矩),用于在起动时克服卷辊的惯性,提高卷辊起动时的加速度,缩短从零到正常运行速度的加速时间,当电机运行频率超过H0.10设定的上限频率时,H0.09
设定的输出卷矩会自动撤消。
H0.10:
参见H0.09的说明
3、MC系列张力控制器在拉丝上操作说明
一、端子接线说明
1、端子接线图
提示:
1、K1为断开时控制器停止输出,K1闭合后控制器运行
2、一般K1选用原收卷力矩电机的接触器的常开触点
二、操作说明
按上图接线并检查确认后,请按如下步骤进行调试
1、电机参数自学习
按照附录1的步骤进行设置,当电机旋转时注意观察电机的转向。
若方向不对,自学习完成后,断电调下电机线(调电源进线不起作用)
2、设置参数
请按照下表进行参数设置
参数名称
设置值
P0.06
1
H0.07
20(参照值)
H0.08
20(参照值)
H0.09
20(参照值)
H0.10
20(参照值)
(上表中未列出的参数一般保留原出厂值即可!
)
3、调整收线张力
将卷桶装上纤维,调整张力给定电位器使面板显示为13.00(该值为经验值,浮动范围为10~20)
左右。
启动控制器,观察纤维张力情况,若张力过大线材过紧,请微调电位器旋钮减小张力给定;反之亦然,直至张力符合要求。
不同线径的纤维对应的张力不同,因此当纤维品种更换时张力给定要适当调整,具体方法如下:
线型换小时将张力给定调小,具体范围(10~13)
线型换大时将张力给定调大,具体范围(13~16)
三、本产品还适用于其他线材的卷饶,如焊丝、铜丝、铁丝、塑料薄膜等的收卷
四、显示说明
控制器在运行时显示数值为输出张力,张力可通过面板上的电位器进行设定
五、注意事项
一些客户在使用过程中出现线材易被拉断的现象,主要原因是品种更换后,没有及时相应减小张力设定量,或被工人勿动作设定值过大。
减小设定值即可,如仍不能解决,可查看一下H0.08、H0.09、H0.10的设定值是否正常。
4、故障诊断
本张力控制器有完善的保护功能,能够在充分发挥设备性能的同时实施有效保护。
使用过程中会遇到一些故障提示,请按照下表进行分析,判断发生原因,排除故障。
如果遇到设备损坏及无法解决的问题,请与本公司联系。
故障序号
故障代码
故障描述
可能原因
对策
1
E.OC1
加速运行中过流保护
电网电压低
检查输入电源
电机运转中直接快速启动
电机转动停止后再启动
负载转动惯量过大,冲击负载过度
加长前级的加速时间,减小负载的突变
电机参数设置不正常
正确设置电机参数
控制器功率选型偏小
更换为合适型号的控制器
2
E.OC2
减速运行中过流
电网电压低
检查输入电源
负载转动惯量过大
加用合适的能耗制动组件
电机参数设置不正常
正确设置电机参数
控制器选型偏小
更换为合适型号的控制器
3
E.OC3
恒速运行中过电流
运行中负载突变
检查负载有无夹丝等现象
电机参数设置不正常
正确设置电机参数
控制器功率选型偏小
更换为合适型号的控制器
4
E.OV1
加速运行中过压保护
电机对地短路
检查电机连线
输入电源电压异常
检查输入电源
电机高速旋转中再次快速启动
电机停止后再启动
5
E.OV2
减速运行中过压保护
电机对地短路
检查电机连线
负载转动惯量过大
使用合适的能耗制动组件
6
E.OV3
恒速运行中过压保护
电机对地短路
检查电机连线
输入电源异常
检查输入电源
负载转动惯量过大
使用合适的能耗制动组件
7
E.AUt
自整定故障
电机旋转中启动自整定功能
待电机停稳后,再进行自整定
自整定超时
检查电机线是否接好,电机线长度应在100米以内
P9组电机参数设置错误
正确设置电机参数
8
E.FAL
模块保护
输出电流太大
检查电机及输出接线是否有短路,负载是否过重
直流端电压过高
检查电网电源,检查是否大惯性负载无能耗制动快速停机
9
E.OL1
控制器过载保护
输入电压过低
检查输入电源
电机高速旋转中再启动
电机转动停止后再启动
长时间负载过重
缩短过载时间,降低负载
控制器功率选小
选择合适的控制器
10
E.OL2
电机过载保护
输入电压过低
检查输入电源
电机堵转或负载严重突变
防止发生电机堵转
普通电机长期低速重载运行
改为变频电机或提高运行频率
11
E.P10
+10V电源异常
+10V电源过载
增大+10V电源负载阻抗
使用外部独立电源供电
+10V电源与GND短路
排除短路故障
12
E.AIF
模拟输入异常
模拟输入电压高于12V
检查模拟输入电压
13
-LU-
电源欠压
电源电压低于设备最低工作电压
检查输入电源
 升级会员
升级会员 