数控机床切屑液过滤系统使用说明书DOC.docx
《数控机床切屑液过滤系统使用说明书DOC.docx》由会员分享,可在线阅读,更多相关《数控机床切屑液过滤系统使用说明书DOC.docx(11页珍藏版)》请在冰豆网上搜索。
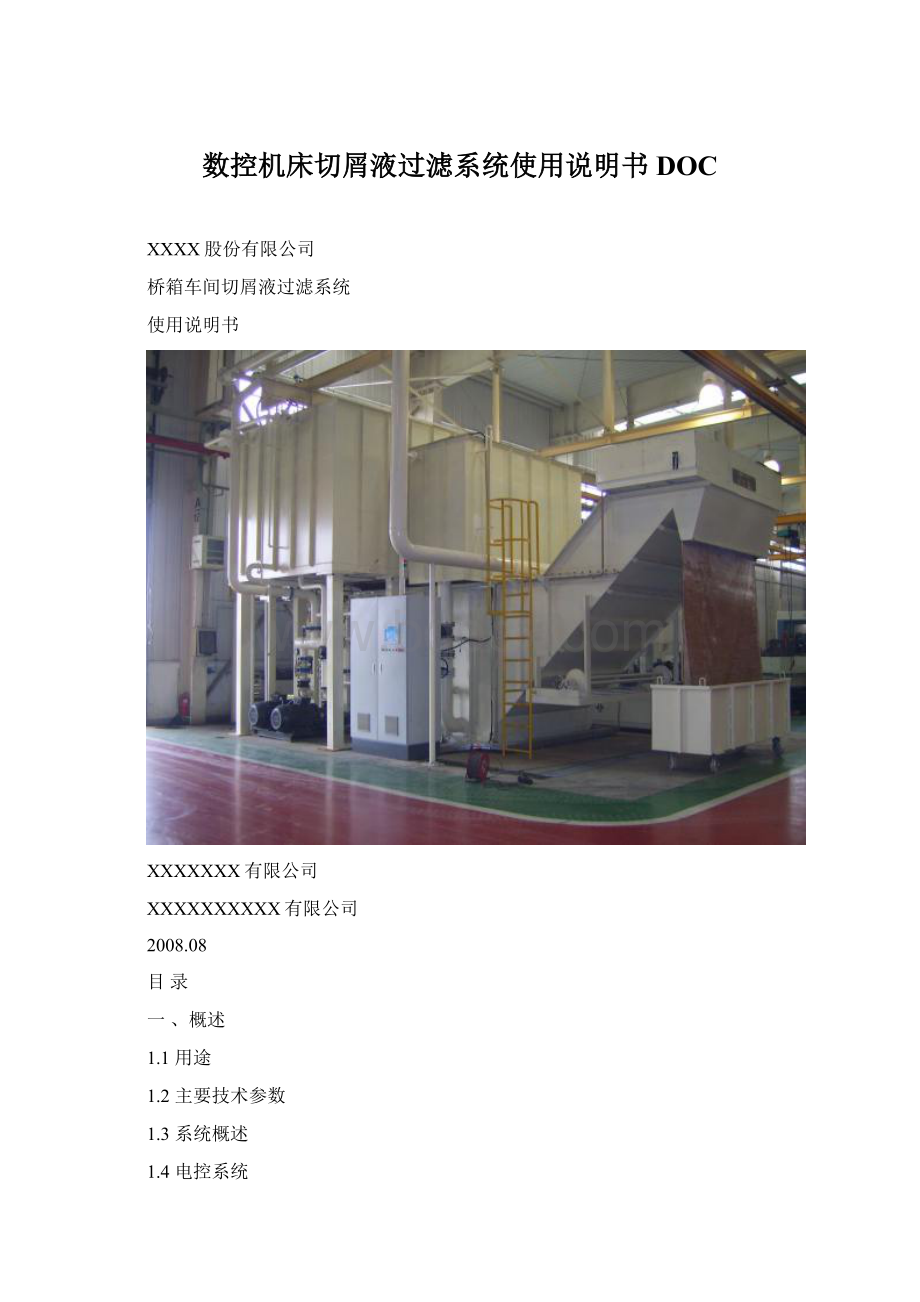
数控机床切屑液过滤系统使用说明书DOC
XXXX股份有限公司
桥箱车间切屑液过滤系统
使用说明书
XXXXXXX有限公司
XXXXXXXXXX有限公司
2008.08
目录
一、概述
1.1用途
1.2主要技术参数
1.3系统概述
1.4电控系统
二操作和调整
2.1乳化液的配制
2.2系统精过滤机的操作和调整
2.2.1负压值的设定
2.2.2安全销的更换
2.2.3无纺布规格和无纺布的更换
2.2.4正常运行时阀门的状态
2.2.5废液排放及系统的清理
2.2.6特别注意
2.3故障显示报警
2.4系统的操作
2.4.1手动操作
2.4.2自动操作
2.4.3假日循环操作
2.4.4紧急停止
三系统的使用维护
四常见故障及排除
五附图
使用设备之前必须仔细阅读本说明书。
1、切削液集中处理系统基本参数
序号
名称
参数值
备注
1
供液机床台数
42
详见机床供液表
2
机床要求供液量
2477L/min
150m3/h
3
过滤精度
50µm
4
系统最大供液能力
3330L/min
200m3/h
5
机床入口供液压力
0.2-0.5Mpa
6
系统出口供液压力
0.28-0.58Mpa
连续可调,自动恒定
7
过滤机总容积
34m3
8
过滤机有效容积
23.6m3
9
过滤面积
12m2
10
储液槽容积
40m3
11
再生处理量
12L/min
0.72m3/h
12
废液处理量
5m3/次
--2小时
一概述
1.1用途:
将车间内各台数控机床加工后产生的污浊冷却液,通过管道进行收集、过滤后,再将干净的冷却液通过管道输送至各台机床,供其使用。
1.2主要技术参数
1)、加工零件:
叉车配件
2)、工件材质:
灰口铸铁/球墨铸铁/钢件
3)、切屑类型:
全长小于60mm卷状屑、碎屑。
4)、切屑液类型:
乳化液
5)、过滤类型:
精过滤机
6)、设计供液机床总台数:
42台(实际接入29台)
7)实际接入系统的台数:
29台
8)、机床要求供液量;2477L/min(150m3/h)
9)、系统最大供液能力;3330L/min(200m3/h)
10)、过滤精度:
≤50μm
11)、机床入口供液压力:
0.2-0.5Mpa
12)、系统出口供液压力:
0.28-0.58Mpa(连续可调,自动恒定)
13)、过滤机总容积;34m3
14)、过滤机有效容积:
23.6m3
15)、过滤面积:
12m2
16)、储液槽容积:
40m3
17)、再生处理量:
12L/min(0.72m3/h)
18)、废液处理量:
5m3/次(--2小时)
1.3系统概述
根据合力叉车股份有限公司对冷却液净化系统的工艺设备布置要求,整个系统由精过滤机、空中管路系统、电气控制系统、单机系统、单机配液输送小车、乳化液再生装置等部分组成,同时增设废液预处理系统(污水处理站内)。
生产线机床排出的切屑液,通过单机系统的回液泵输回空中主回液管道后,集中输送到精过滤机过滤。
精过滤机采用真空纸带过滤形式,将乳化液中所含的细小切屑及杂质过滤掉,最终达到≤50μm的过滤精度要求。
洁净的乳化液被水泵输送到车间乳化液供液管路内供机床循环使用。
乳化液在精过滤机中的过滤过程是这样的:
精过滤机的不锈钢栅板上方铺设有无纺布滤料,乳化液经过无纺布时,乳化液中粒经大于50μm的切屑及杂质被无纺布截留,在水泵的抽吸作用下,在下腔形成一定的负压,当被无纺布截留的切屑越来越厚时,下腔的真空度也不段升高,当真空度达到设定值(-0.02MPa)时,系统自动开启净液箱与精过滤机下腔连接管路的气动蝶阀,净液箱内的净液迅速充入精过滤机栅板下腔,消除下腔负压,无纺布紧贴栅板的压力也随之消除,这时自动启动刮板链驱动电机,刮板链将无纺布移动一定长度,无纺布走过一定长度后,刮板链驱动电机停止,向下腔充液的气动蝶阀关闭,精过滤机恢复正常的过滤,这样精过滤机就完成了一个循环,如此周而复始,连续过滤,连续向供液管路内供给洁净的乳化液。
在无纺布移动过程时,泵所抽取的乳化液是净液箱向下腔的充液——净液,所以虽然这时无纺布不过滤,而水泵向供液管供给净液量是不中断的。
当无纺布恢复正常过滤后,泵输出的净液中有一部分被补充到净液箱内(主水泵上方的主供液管处设有旁路与净液箱连通),当净液箱内的液位恢复到正常高度后,由浮球阀控制使补充净液自动停止。
精过滤机的工作循环是自动控制的,具有供液压力、上下液位等参数的显示及故障报警功能。
本系统具有如下装置,使乳化液集中处理系统功能更加完善:
——冲底装置:
通过阀YVa4、YVb4控制,一部分供液从槽底喷咀喷出冲底,防止真空腔内残余微粒沉积。
——原液乳化装置:
使乳化液性能更好,配液方便。
——冲链装置:
通过阀YVa5、YVb5控制,在链条的移动过程中、压上无纺布前对它进行冲洗,防止无纺布损坏。
——增氧装置:
抑制厌氧菌的滋长,提高乳化液的使用寿命。
——稳压系统:
生产线机床用液量的变化引起供液管路的压力变化。
根据系统压力的变化,调整水泵的供电频率,以适应系统系统的用液量的变化,减少用电量,节约能源。
本系统共设两台水泵,用一备一,以保证系统连续正常工作。
系统用PLC控制,工作方式为自动、手动、假日自动循环三种方式,便于调试、维修和使用。
——当自动工作循环状态时,水泵及其它执行元件按顺序起动,自动向机床供液。
——当手动工作状态运行时,可进行系统调试、维护和保养。
——当假日自动循环状态时,系统按假日自动工作状态运行,定时对冷却液进行循环、冲底,延长其使用寿命。
控制面板及模拟屏随时显示各设备运行状态及各项参数变化。
1.4电控系统
系统设有独立的电控柜,电控柜的操作面板上有选择旋钮,操作按钮,指示灯,报警指示等。
系统还有表示各电器元件工作状态的模拟屏。
二.操作和调整
2.1乳化液的配制
系统初次配液时,过滤机槽体内先放入纯净水,水面放到箱体1/2高度为止。
然后用自吸小车将原液桶内的原液吸入小车净液桶内,再转变小车管口,启动电机将原液注入主机箱内,启动主系统,使原液充分乳化。
乳化后的液体通过管道往复循环。
如此。
等到按所要求的比例加完原液后,乳化过程即告完成。
利用乳化液再生装置进行配液。
再生装置的其中一个主要功能就是按比例配液。
在日常使用中,若需向系统补充(量少)乳化液,可利用再生装置的配液功能进行定量配液。
配液方法将在再生装置说明书中作详细介绍。
乳化后的乳化液要用折光浓度计检测浓度。
2.2系统精过滤机的操作和调整
2.2.1负压值的设定
精过滤机负压腔的负压值是由德国海隆(HERION)生产的压力传感器测量,负压设定值调整在-0.02Mpa左右,这个值已在设备调试过程中调整好了,在设备运行过程中一般无需再调整,当系统负压值达到-0.02MPa,并保持5S后,自动换布启动。
2.2.2安全销的更换
精过滤机刮板输送的驱动装置设在斜臂头部,在驱动装置内设有安全销机构,驱动链轮的动力通过安全销传递到驱动轴上,若因刮板链条卡住等原因使驱动力增加到一定值时,安全销被剪断,链轮端面的斜面推动销子,克服弹簧的压力而把触头顶出,触动行程开关发出安全销已被剪断的报警信号SQa3、SQb3,这时相应的驱动电机立即停机,并有声光报警。
等排除故障,重新换上新的安全销后,才可重新启动工作。
2.2.3无纺布规格及无纺布的更换
无纺布的规格与精过滤机的过滤精度密切相关,系统精过滤机所用无纺布是幅宽2.4m的聚丙烯材料制成的无纺布。
每台精过滤机可放置两卷无纺布。
当其中一卷无纺布即将用完时,行程开关发出闪光报警信号,此时操作者应在不走布、不停泵的情况下将快用完的一卷无纺布的末端与新的一卷无纺布的始端接好(用钉书钉或针线缝均可),使进入精过滤机的无纺布是连续的,过滤循环也不中断。
2.2.4正常运行时阀门的状态
系统正常运行时,管路系统除进入配液装置、污液排放、假日循环管路的手动阀门关闭外,其余全打开,气动蝶阀和电磁阀由电控系统控制其开、闭。
进入净液箱的手动阀门的开启角度以进入上箱(净液箱)的乳化液不产生水雾和不飞溅即可。
2.2.5废液的排放与系统的清理
当乳化液使用长时间后(约一年左右,视情况而定),主机内沉积、污物变多需清洗,切屑液过期变质需更换时;应对系统清槽。
这时需要将主供液管向机床的出水蝶阀关闭,使其截止,在主供液管的上端设有一支路通向储液箱,此时应将其打开,并将净液箱底部的排空阀打开,启动水泵将主槽体内的切屑液注入储液槽中,等到水泵的出水量少于其额定流量的10%时,关闭水泵和系统总电源。
过滤机内剩余的少量废乳化液,通过过滤机排放管排放至污水坑,再用自吸小车将坑内污水吸出,运到指定的乳化液处理站集中处理。
然后可对系统内部进行清理。
完毕后,再将储液槽通向主槽体的管道阀门打开,使切屑液返回到主槽体内。
若切屑液需要更换,则无需打开储液槽通向主槽体的管道阀门,直接打开储槽的排空阀,用大的容器分批将废液运到指定的乳化液处理站集中处理。
人员进入主槽体前必须要先关闭系统总电源,主机边必须有专人看护,以免他人启动主机。
同时,在关闭主机前,首先要将各单机床系统切换至单机模式工作状态。
2.2.6特别注意
在手动工作方式,单独开精过滤机时,只要水泵在运行中,若要开动精过滤机的刮板输送链,无论有无负压产生,均须先打开相应过滤机净液箱与精过滤机下腔连接管路的气动蝶阀(模拟屏上的净液箱向下电磁气动阀),使净液箱内的净液迅速充入精过滤机栅板下腔,消除下腔负压后,才允许开动精过滤机的刮板输送链(Ma6、Mb6),以免拉断或划破无纺布。
如果要想进行走布试运行,先把工作模式旋钮旋到自动或半自动模式,再按相应按钮,系统会按程序自动完成打开冲水阀YVa1、YVa2、YVa3或YVb1、YVb2、YVb3,消除负压,自动启动Ma6或Mb6自动走布。
在“自动循环”下,先消除负压后走布在电控系统里是连锁的。
2.3故障显示报警
电控柜操作面板上有故障指示灯显示及声音报警:
水泵电机:
电机1、电机2过载时,相应电机停止,有声光报警;
精过滤机的刮板链驱动装置安全销剪断,相应的SQa3、SQb3、SQ4发讯,相应电机停止,声光报警,10分钟后系统停止工作;
压缩空气供应压力小于0.4Mpa时,SCa2、SCb2发讯,系统不能启动。
系统运行中,压缩空气供应压力小于0.3Mpa时,SCa2、SCb2发讯,声光报警,10分钟后系统停止工作。
精过滤机净液箱液位低于SLa2、SLb2,闪光提示报警,表示系统不能正常工作。
精过滤机中箱液位超过SLa3、SLb3闪光提示报警,表示系统加液已满。
精过滤机中箱液位低于SLa5、SL1b5闪光提示报警,表示系统需要加液。
SQa1、SQa2及SQb1、SQb2有信号时,闪光提示报警,表示无纺布快用完,需人工将无纺布接好。
2.4系统的操作
2.4.1手动操作
打开电源,把工作模式旋钮旋至“手动”,手动操作用来对设备进行调试及维护。
在手动工作方式,单独开精过滤机时,只要水泵在运行中,若要开动精过滤机的刮板输送链,无论有无负压产生,均须先打开相应过滤机净液箱与精过滤机下腔连接管路的气动蝶阀,使净液箱内的净液迅速充入精过滤机栅板下腔,消除下腔负压,才允许开动精过滤机的刮板输送链,以免拉断或划破无纺布。
如果要想进行走布试运行,先把工作模式旋钮旋到自动模式,再按相应按钮,系统会按程序自动完成打开冲水阀YVa1、YVa2、YVa3或YVb1、YVb2、YVb3,消除负压,自动启动Ma6或Mb6自动走布。
在“自动循环”下,先消除负压后走布在电控系统里是连锁的。
2.4.2自动操作
自动操作状态为正常生产的工作状态。
将通向机床供液管路的手动阀门打开,其余手动阀门关闭。
将工作模式旋钮旋至“自动”,再按启动按钮,系统会按电控设定的自动操作状态程序自动运行。
在自动操作状态下运行,由于某种原因在任意时间停止后,下次启动时必须按顺序从头开始。
2.4.3假日循环操作
假日循环是为防止长假期间发生沉淀及乳化液变质而设计的。
假日循环启动前,将假日循环手阀打开。
将工作模式旋钮旋至“假日循环”,再按启动按钮,系统自动按假日循环工作状态运行。
水泵启动,工作30分钟,停2小时,再工作30分钟,再停2小时,如此周而复始循环,如果负压腔达到负压设定值,无纺布自动移动。
水泵工作时,冲底用气动阀YVa4、YVb4打开冲底,水泵停YVa4、YVb4关闭。
2.4.4紧急停止
电控柜设有“紧急停止”按钮,按“紧急停止”按钮,系统停止运行。
以备系统突发情况的应急处理。
三、系统使用与维护
3.1减速机试车时,检查是否转动灵活。
刮板模锻链试运行,检查有无卡住、脱链、松紧异常现象。
检查无纺布位置是否正确,水泵是否有滴漏现象,各个管路阀门的开关位置是否正确,各个设备是否处于可正常运行状态
3.2所有水泵、电机、气动执行机构、压力检测仪器、液位计等重要配套件的使用、维护要按照该产品的使用说明书的要求执行。
3.3所有驱动用减速机,均应按减速机使用说明要求,定期注入润滑油脂。
3.4每季度检查一次粗过滤栅板,及时清理滤渣,保持回液畅通。
3.5系统废无纺布箱集满后,必须及时清除、运出。
3.6配液装置放水过程中,必须有人监视,并及时关闭给水阀门。
所有放水、放液阀门打开用完后,必须及时关闭。
3.7供液管路上调节用阀门的开度调整好后,不要随意变动。
3.8工作人员必须加强巡视,及时发现设备运行中的提示、故障报警信号和设备异常情况,及时加以处理和排除。
3.9系统长期运行,由于机械磨损,润滑油脂损耗,泵组噪音及振动增大,链条、刮板、轴承磨损增加,管壁、槽壁污物沉淀增加,密封件老化,故必须每年对系统进行一次停机大修,维护保养,更新润滑油脂,更换易损件、磨损件和损坏的电气元件,恢复系统的性能。
3.10不允许将棉纱、废旧刀具、工件等杂物投入过滤系统,
3.11对设备进行维护、保养时,必须先切断电源、压缩空气源后,方可操作。
3.12地坑内地面及平台应经常保持清洁。
地坑内的污水必须及时排出。
3.13若在排出故障或检修,需要将粗、精过滤机内的乳化液清出时,应首先将系统进回主管道与精过滤机之间的手动阀门关闭,然后用水泵将精过滤机内的乳化液泵入储液槽内储存。
等修理完毕后,将乳化液放回过滤机。
四常见故障及排除
常见故障、原因及排除方法
常见故障
可能产生的原因
排除方法
1、安全销剪断
2、精过滤机无纺布在筛板上折叠2层至3层,导致负压值上升快,频繁走布。
3、精过滤机负压腔的负压还没有到设定值,但泵抽不出液体。
4、系统换液后或经过维护清洗后重新启动,但泵抽不出液体。
5、刮板把无纺布带上去后不漏到废布箱,被刮板往回卷。
可能刮板链被卡住
①到负压设定值后开始走布,布卷下去了,可是由于负压没有全部消除,无纺布还紧贴筛板,刮板刮不走,就出现了叠层。
负压没有全部消除的原因是消除负压的气动蝶阀没有打开或开不到位。
②刮板上有油,摩擦力不够
原因可能是通负压腔的阀门、水射器、管路上活接头、法兰等处漏气,空气跑到了负压腔里。
在系统排空时,泵里进去了空气。
刮板上有毛刺或尖角
消除被卡原因,更换安全销
①检查一下驱动气动蝶阀的电磁阀有没有坏,气管接头有否漏气,如有损坏予以更换。
排除筛板叠层方法:
打到手动模式,在斜臂下部用铁丝把无纺布与链相连,启动减速机,把无纺布带出。
②把刮板上的油檫净。
拧紧法兰连接螺栓、管接头,更换有缺陷的密封垫。
打开泵体上盖上的放气塞,放出全部空气,直到流出液体为止。
加强巡视,一经发现,立即停机排除,检查刮板及刮板两端与链条连接处,找出原因给予排除。
五附图
供液主管与储液槽间的阀门
供水主管通向机床的蝶阀
储液槽与主槽体间的阀门
储液槽排空阀
 升级会员
升级会员 