水轮机涂漆规范.docx
《水轮机涂漆规范.docx》由会员分享,可在线阅读,更多相关《水轮机涂漆规范.docx(13页珍藏版)》请在冰豆网上搜索。
水轮机涂漆规范
水轮机涂漆规范
1.表示方法
1.1产品涂漆规范的涂漆表示方法。
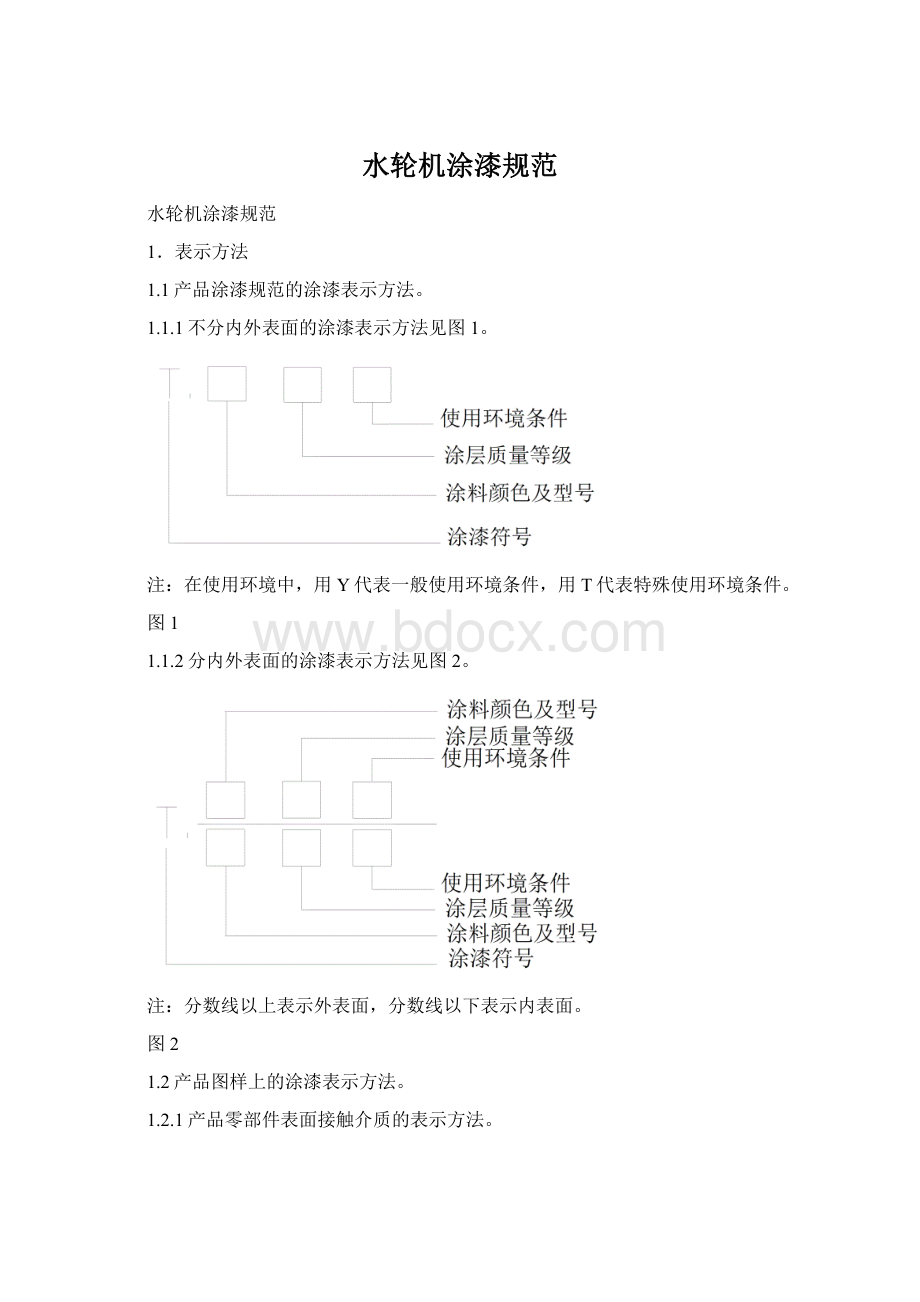
1.1.1不分内外表面的涂漆表示方法见图1。
注:
在使用环境中,用Y代表一般使用环境条件,用T代表特殊使用环境条件。
图1
1.1.2分内外表面的涂漆表示方法见图2。
注:
分数线以上表示外表面,分数线以下表示内表面。
图2
1.2产品图样上的涂漆表示方法。
1.2.1产品零部件表面接触介质的表示方法。
1.2.1.1用英文符号表示零部件接触介质的表面或需标记的表面,其符号表示如下:
A
空气接触表面
B
水接触表面
C
油接触表面
D
水泥接触表面
E
空气管路表面
F
水管路表面
G
油管路表面
H
机加工表面
I
有色金属表面
K
部件警戒表面
L
坡口表面
M
铜排母线表面
N
铭牌表面
J
与转子、定子有关,但不需要涂绝缘其的部件表面
1.2.1.2用HA、HB、HC等表示经机加工的各部件接触空气、水、油等的表面。
机加工配合表面仍用H表示。
1.2.1.3用HAI、HBI、HCI等表示经机加工的有色金属各部件接触空气、水、油等的表面。
有色金属机加工配合表面仍用H表示。
2.表面预处理质量等级规定
2.1手工除锈方法及质量等级
2.1.1St2:
彻底用铲刀铲刮,用钢丝刷子刷擦,用机械刷子刷擦和用砂轮研磨等除去疏松的氧化皮、锈和污物。
最后用吸尘器、清洁干燥的压缩空气或干净的刷子清理表面。
这时表面应具有淡淡的金属光泽,其外观应相当于标示St2的照片。
2.1.2St3:
非常彻底用铲刀铲刮,用钢丝刷子刷擦,用机械刷子刷擦和用砂轮研磨等除去疏松的氧化皮、锈和污物。
表面除锈要求与St2相同,但更为彻底,除去灰尘后,该表面应具有明显的金属光泽,其外观应相当于标示St3的照片。
2.2喷射除锈方法及质量等级
2.2.1Sa1:
轻度喷射除锈,除去疏松的氧化皮、锈和污物。
其外观应相当于标示Sa1的照片。
2.2.2Sa2:
彻底地喷射除锈,除去几乎所有的氧化皮、锈和污物。
最后用吸尘器、清洁干燥的压缩空气或干净的刷子清理表面。
这时表面应稍呈灰色。
其外观应相当于标示Sa1的照片。
2.2.3Sa2.5:
非常彻底地喷射除锈,氧化皮、锈和污物应清除到仅剩有轻微的点状或条状痕迹的程度。
最后用吸尘器、清洁干燥的压缩空气或干净的刷子清理表面。
这时表面应稍呈灰色。
其外观应相当于标示Sa2.5的照片。
2.2.4Sa3:
喷射出锈到出白,应完全除去氧化皮、锈和污物。
最后用吸尘器、清洁干燥的压缩空气或干净的刷子清理表面。
该表面应具有均匀一致的金属光泽,其外观应相当于标示Sa3的照片。
2.3化学除锈方法及质量等级
2.3.1Be:
酸洗只适用于浸入法。
酸洗材料一般用稀释的矿物酸,在酸丝池中不能清除的污物和涂层必须预先除去。
酸洗后,一般必须认真冲洗酸洗物,以除去一切残余,进行中和,必要时进行磷化处理。
该表面应全部除净涂层残余、氧化皮和锈。
2.4部件表面预处理质量达到涂漆规范表面处理要求后,应在6小时内按规定涂覆底漆。
在涂漆前应用清洗剂清洗钢铁表面,以除去钢材表面的污物和油脂。
3.涂漆颜色
表面性质
颜色
表面性质
颜色
空气外露表面
蛋黄灰
水接触面
桔红色
油接触面
白色
油管路表面
浅灰色
排水管表面
深绿色
气管路表面
白色
警戒表面
大红色
4.水轮机零部件涂漆要求见下表
部件
涂漆要求
备注
A:
部件的空气接触面。
例如:
座环、基础环、底环、顶盖、连接板、导叶臂、接力器、受油器等以及其他部件的空气接触表面
1、表面预处理等级
Sa2.5
2、底漆
T.红色LCP06-4.Ⅳ.Y
干膜厚度≥40μm
3、二道底漆
T.黄色LCP06-4.Ⅳ.Y
干膜厚度≥40μm
4、面漆
T.淡黄色ENA04-2.Ⅲ.Y
干膜厚度≥40μm
总厚度≥120μm
5、与空气接触的机加工表面需涂漆时,应先喷砂或作其他表面处理后再涂底漆和面漆(在图样上标注为HA表面)。
6、不锈钢、铜合金等有色金属表面不涂漆(有特殊要求除外)
7、发电机外罩以上的水机部件外表面按装饰性涂漆,涂漆质量等级为Ⅱ级。
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
B:
部件的水接触表面。
例如:
座环、尾水管里衬、顶盖、基础环、导叶、底环等以及其它部件的水接触表面
1、面预处理等级
Sa2.5
2、底漆
T.灰色LH06-4.Ⅳ.Y
干膜厚度≥100μm
3、二道底漆
T.黄色45200.Ⅳ.Y
干膜厚度≥50μm
4、面漆
T.桔红色45200.Ⅲ.T
干膜厚度≥100μm
总厚度≥250μm
5、转轮表面涂漆
T.银白色891.Ⅲ.T
干膜厚度≥10μm
转轮表面不进行喷砂或喷丸处理,清洗干净后即可喷漆。
6、与水接触的机加工表面需涂漆时,应先喷砂后再涂底漆和面漆(在图样上标注为HB表面).
7、不锈钢、铜合金等有色金属表面不涂漆(有特殊要求除外)
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
C:
部件的油接触表面。
例如:
油槽、油箱等以及其它部件非加工面的油接触表面。
1、面预处理等级
Sa2.5
2、底漆
T.黄色45200.Ⅳ.T
干膜厚度≥30μm
3、面漆
T.白色55210.Ⅲ.T
干膜厚度≥30μm
总厚度≥60μm
4、与油接触的机加工表面不涂漆,按水轮机防锈规范处理(在图样上标注为HA表面)。
5、不锈钢、铜合金等有色金属表面不涂漆(有特殊要求除外)
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
D:
部件的埋入表面。
例如:
座环、基础环、蜗壳、机坑里衬、尾水管里衬等以及其它部件的埋入表面
1、表面处理等级
Sa2
2、底漆
不涂漆(或按用户要求执行)
补涂
不涂漆(或按用户要求执行)
E:
主机及辅机的空气管路内外表面
1、预处理等级
Be(酸洗)或喷砂
磷化(内外表面)
磷化层厚度6-8μm
2、底漆(外表面)
T.红色LCP06-4.Ⅳ.Y
干膜厚度≥40μm
3、二道底漆
T.黄色LCP06-4..Ⅳ.Y
干膜厚度≥40μm
4、面漆
T.白色ENA04-2.Ⅲ.Y
干膜厚度≥40μm
总厚度≥120μm
5、内表面不涂漆,按水轮机防锈规范处理。
.
6、不锈钢、铜合金等有色金属管路表面不涂漆(有特殊要求除外),用手工或工具打磨出光。
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
F:
主机及辅机的水管路内外表面
1、预处理等级
Be(酸洗)或喷砂
磷化(内外表面)
磷化层厚度6-8μm
2、底漆(外表面)
T.红色LCP06-4.Ⅳ.Y
干膜厚度≥40μm
3、二道底漆
T.黄色LCP06-4..Ⅳ.Y
干膜厚度≥40μm
4、面漆
T.深绿色ENA04-2.Ⅲ.Y
干膜厚度≥40μm
总厚度≥120μm
5、内表面不涂漆,按水轮机防锈规范处理。
.
6、不锈钢、铜合金等有色金属管路表面不涂漆(有特殊要求除外),用手工或工具打磨出光。
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
G:
油管路内外表面
1、预处理等级
Be(酸洗)或喷砂
磷化(内外表面)
磷化层厚度6-8μm
2、底漆(外表面)
T.红色LCP06-4.Ⅳ.Y
干膜厚度≥40μm
3、二道底漆
T.黄色LCP06-4..Ⅳ.Y
干膜厚度≥40μm
4、面漆
T.浅灰色ENA04-2.Ⅲ.Y
干膜厚度≥40μm
总厚度≥120μm
5、内表面不涂漆,按水轮机防锈规范处理。
.
6、不锈钢、铜合金等有色金属管路表面不涂漆(有特殊要求除外),用手工或工具打磨出光。
补涂
用清洗剂QX-2清洗被弄脏和破坏的表面,然后进行补涂。
补涂工艺和正常涂装工艺相同。
H:
机加工表面。
例如:
主轴、轴瓦等以及其它部件的机加工配合表面、油接触面、空气接触面。
1、不涂漆,按水轮机防锈规范处理(有特殊要求除外)
2、机加工的空气、水、油接触面在图样上标注为HA、HB、HC表面;机加工的配合面在图样上标注为H表面
3、机加工的空气、水、油接触面需涂漆时,按A、B、C部分有关要求处理
补涂
未涂漆的不补涂,已涂漆的按标准规定进行补涂
I:
有色金属表面。
例如:
不锈钢、铜、铝等有色金属表面
1、表面处理
用手工或工具打磨出光
2、机加工的空气、水、油接触表面(在图样上标注为HAI、HBI、HCI表面)和机加工的配合面(在图样上标注为HI表面)均不涂漆,按水轮机防锈规范处理,有特殊要求除外)
3、不锈钢转轮按B项处理
补涂
不涂漆(不锈钢转轮按B项处理)
5.涂漆质量的分等规定
等级
代号
特征
一级
Ⅰ
涂层表面封面、光亮、平整、光滑、美观、几何形状修饰精细,用于装饰性要求高的产品,如控制柜等部件外表面。
二级
Ⅱ
涂层基本平整、光滑、色泽基本一致、表面允许有少量的细小的机械杂质、修整痕迹及其它缺陷,无影响防护性能的庇病,用于装饰性要求较高的产品外表面。
三级
Ⅲ
涂层完整、色泽污显著差异、表面允许有少量的细小的机械杂质、修整痕迹及其它缺陷,无影响防护性能的庇病,用于一般要求的部件表面
四级
Ⅳ
涂层完整、允许有不影响防护性能的缺陷。
用于工件表面涂底漆和内表面涂漆
6.材料选用及施工条件见表
油漆名称
牌号
施工粘度(秒)
稀释剂
施工方法
干燥时间(小时)(25℃,湿度:
80%)
环氧富锌底漆
LH06-4
40~60
X-7
高压喷涂
24
氯化橡胶铁红底漆
LCP06-4
30~40
20~30
专用稀释剂
高压喷涂
空气喷涂
2
三防面漆
ENA04-2
18~30
喷
12
环氧类漆
55210
专用稀释剂
空气喷涂
12
环氧类漆
45200
专用稀释剂
空气喷涂
12
环氧类漆
891
专用稀释剂
空气喷涂
12
清洗剂
QX-2
刷、喷
7.施工注意事项
7.1施工人员施工时,对于大面积涂覆应尽可能使用空气辅助式喷涂机或者高压无气喷涂机进行喷涂。
小面积涂覆(包括管路部分)可用PQ-2空气喷枪进行喷涂;个别局部地方无法进行喷涂施工,可用刷子进行刷涂。
7.2所有经表面预处理后的部件表面,应在6h内涂底漆。
涂漆前应用QX-1清洗剂进行清洗之后才能涂底漆。
7.3成品分厂在施工面漆之前,应对底漆层进行适当打磨,以提高涂层之间的附着力。
7.4由于本标准所使用涂料多数材料为环氧类型,因此,施工人员在施工环氧漆时,施工人员应按要求配比进行配齐。
用多少配多少,以免漆固化失效。
7.5施工人员施工时,应注意当时环境温度不要低于8℃、湿度不要大于85%,以免降低漆的性能。
同时,应注意油漆是否过期(油漆存储器一般为一年)。
7.6每遍涂漆间隔时间为24h。
7.7由于油漆属易燃、易爆、有毒物品,喷涂机属高压施工。
因此,施工人员应严格遵守劳动安全保护规定,在施工前穿戴好防护用品,施工时应注意防止发生火灾、中毒及人身安全事故。
8.检查
8.1无论一般性涂漆还是装饰性涂漆,需在工件表面预处理检查合格后才能涂底漆,涂完底漆的工件经检查合格后才能涂中间漆,涂完中间漆的工件经检查后才能涂
 升级会员
升级会员 