注塑机技术要求.docx
《注塑机技术要求.docx》由会员分享,可在线阅读,更多相关《注塑机技术要求.docx(19页珍藏版)》请在冰豆网上搜索。
注塑机技术要求
设备技术要求(设备在中国境内使用)
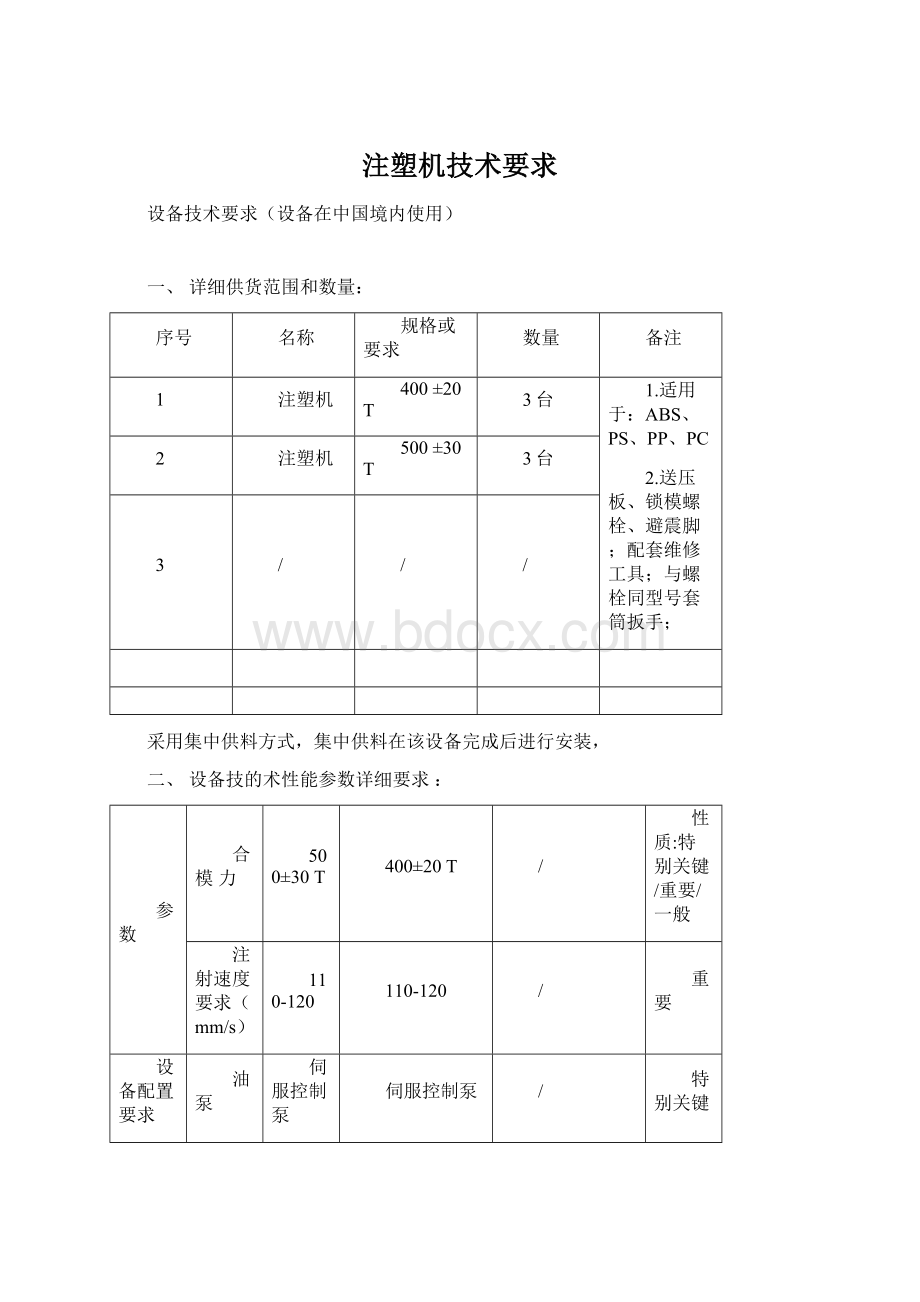
一、详细供货范围和数量:
序号
名称
规格或要求
数量
备注
1
注塑机
400±20T
3台
1.适用于:
ABS、PS、PP、PC
2.送压板、锁模螺栓、避震脚;配套维修工具;与螺栓同型号套筒扳手;
2
注塑机
500±30T
3台
3
/
/
/
采用集中供料方式,集中供料在该设备完成后进行安装,
二、设备技的术性能参数详细要求:
参数
合模力
500±30T
400±20T
/
性质:
特别关键/重要/一般
注射速度要求(mm/s)
110-120
110-120
/
重要
设备配置要求
油泵
伺服控制泵
伺服控制泵
/
特别关键
螺杆形式
B型氮化
B型氮化
/
特别关键
移模行程
≥780mm
≥700mm
/
重要
拉杆内距
鉴于每个厂家的方案不同,此部分要求由厂家提出,现场确认
一般
容模量(mm)
320mm~780mm
280mm~730mm
重要
射胶量(g)
1400以上
1200以上
重要
模板
注塑机必须配备注塑机专用磁盘(快速换模系统)电磁快速换模装置,快速换模系统在换模时只需经过极短时间的充、退磁动作,在正常使用过程中无需供电,磁力强,断电不断磁,磁力不随时间及温度的影响而消失或减退,注塑机换模与夹模操作仅需三分钟,特大型模具换模也只需十分钟左右
注塑机必须配备注塑机专用磁盘(快速换模系统)电磁快速换模装置,快速换模系统在换模时只需经过极短时间的充、退磁动作,在正常使用过程中无需供电,磁力强,断电不断磁,磁力不随时间及温度的影响而消失或减退,注塑机换模与夹模操作仅需三分钟,特大型模具换模也只需十分钟左右
/
特别关键
中子多少组
3组
3组
/
重要
中子输入信号
3组
3组
/
重要
气辅信号接口
有
有
/
重要
公母模吹气
各一组
各一组
/
重要
射胶输出信号
1组
1组
/
重要
合模输入信号
1组
1组
/
重要
外置热流道控制
4组
4组
/
重要
机械手通讯接口及安装孔
有
有
/
重要
上料平台
无
无
/
重要
冷却水
动模静模各一组,每组八进八出,分水器上接1/2英寸铜球阀,后接Φ10快速接头。
动模静模各一组,每组六进六出,分水器上接1/2英寸铜球阀,后接Φ10快速接头。
特别关键
加料料斗
150公斤不锈钢料箱每台设备一个
特别关键
加长喷嘴
加长75mm(200mm以上)
加长75mm(200mm以上)
/
重要
电表
有
有
/
重要
网络数据接口
有
有
/
重要
背压调整方式
自动
自动
/
特别关键
冷水机
冷水机8匹(宴邦)
冷水机8匹(宴邦)
/
特别关键
上料机
自动上料机SAL-800G2(信易)
自动上料机SAL-800G2(信易)
/
特别关键
烘干料斗
烘干料斗SHD-200(信易或宴邦)
烘干料斗SHD-200(信易或宴邦)
/
所有连接乙方负责有电源连接到机器,所有水管乙方负责有介入点连接到上述机器再到设备。
机器4进4出,分水器上接1/2”铜球阀。
安全配置
液压、电气、机械三重防护,强制性防止冷启动,熔胶强制延时保护;具有油温超温报警;具有滤清器堵塞报警;合模必须有低压保护功能,最低压力速度由电脑设定,模腔内有异物导致合模时间超过设定时,锁模动作停止并报警;加热圈引出线接快速接头;非操作侧安全门有电气开关保护和防止振动使之打开之机构,机械保护换模时不需要调整。
冷热水机按照相关的国家标准配置,国内著名品牌(建议使用通盛品牌)。
三、设备的具体要求
1设备生产工艺流程:
序号
详细要求
性质:
特别关键/重要/一般
1
锁模一慢-快速锁模-低压模保-高压锁模-座台进-射胶-前抽胶-熔胶-后抽胶-座台退-开模一慢-快速开模-开模二慢-开模停止-顶针进-顶针退-锁模
重要
2
注塑机配有机械手,在顶针顶出时动作,取出料件直接放至流水线上
重要
2设备产品规格,设备产品图纸,产品范围(产品中有范围变化要求时,每个尺寸的最大最小值):
序号
详细要求
性质:
特别关键/重要/一般
1
产品尺寸范围:
可使用相应的产品模具。
重要
2
产品要求:
在正常的生产工艺条件下,注塑件成品无杂质、符合甲方生产工艺要求,确保物料无黑点,螺杆无粘料等问题(原料及工艺调整不当除外)。
同一模具设置好工艺参数后在以后换模时不需要再调整参数。
(人为原因除外)
重要
3设备产能要求:
(运行速度,生产节拍,工作能力等):
序号
详细要求
性质:
特别关键/重要/一般
1
400T生产节拍:
24件,产量:
200-210件/h(一模二件产品);
重要
2
500T生产节拍:
28s/件,产量:
240-270件/h(一模二件产品);
重要
4设备整体功能要求(输入原料状态,输出产品状态,产品质量要求,设备安全要求):
序号
详细要求
性质:
特别关键/重要/一般
1
设备设计符合人机原理,操作方便安全,可最大限度减少工艺动作,降低劳动强度并不会对操作人员的个人身体条件提出高于平常的要求。
重要
2
充分考虑设备的运行可靠性和无维修设计,设备运行稳定,故障率低,易于维修维护。
重要
3
设备安装、调整、换模、移位方便可靠。
因发生以上工作时,设备不得出现因结构不合理引起的变形或破坏。
重要
4
设备设计制造充分考虑了产品质量的稳定性和品种适应性,有开放性结构方便后来的品种、型号变换和设备技术的升级换代。
重要
5
设备整体设计和安装质量符合国家有关规范,设备外型美观,结构工艺性合理并按规范工艺安装到位。
重要
6
设备元器件齐全完整,动作灵敏可靠;安全防护装置设计周到,防护合理。
重要
7
设计充分考虑了工艺操作和安全生产所需要的分控制、启停、急停、连动、品保护等,可最大程度保证生产连续、流畅、均衡进行,可最大限度减少设备急开紧停、系统等待等原因引发的效率损失。
重要
8
设备运行过程中无异常声音,振动、无异常气味、温升符合标准;压力在允许范围之内。
重要
9
润滑装置、气、油等过滤装置齐全有效,系统工作良好能耗正常,无跑,冒,滴,漏现象。
重要
10
设备原材料和部件选择必须选择国产或国际知名品牌的优质产品,原材料和部件无设计缺陷和明显的加工缺陷,连续启停动作10次以上无任何失效和过度磨损现象。
重要
11
设备制造厂家不得人为地填加控制系统和软件加密措施。
重要
12
设备设计应充分考虑部件的标准化和通用性,一般不得采用技术独享性质的元器件,而应自国内和国际知名的供应商处选取。
一般
13
该设备的设计加工是建立在对海尔产品、工艺、工位操作排布、使用条件和环境完全了解的基础上并与之相适应。
一般
5设备各部分的功能和动作要求,设备各部分的生产步骤(过程)要求:
序号
详细要求
性质:
特别关键/重要/一般
1
微电脑,油马达,泵,液压阀,密封件,电子尺必须使用欧洲,日本或美国进口件。
特别关键
2
开合模,注塑,熔胶,顶出均使用电脑控制,使用电子尺测位。
电子尺检测精度:
+/-0.1mm。
重要
3
有防止冷启动功能,达到设定温度方可启动;合模必须有低压保护功能,最低压力速度由电脑设定,模腔内有异物导致合模时间超过设定时,锁模动作停止并报警。
特别关键
4
控制柜内有良好通风,保证柜内温度为正常工作温度,同时必须有防尘罩。
重要
5
螺杆:
氮化处理。
特别关键
6
预塑部分轴承为进口轴承。
重要
7
机器的所有液压系统,管路不得有重大漏油,两年内出现高压油管漏油,由乙方无偿更换;所有的线路,管路布线规范,美观符合国家相关规定。
重要
6设备各部分的输入状态,输出状态,质量要求,安全要求,功能和技术要求,以及具体组成部分的具体配置、规格、数量要求等:
序号
详细要求
性质:
特别关键/重要/一般
1
辅机
随设备提供冷水机,模温机。
重要
2
射出稳定性
成品重量重复度误差:
+/-0.5%。
重要
3
开合模方式
三板机绞曲轴运动式。
重要
4
操作侧安全门
有完备的安全保护装置;机械,电气和液压保护。
重要
5
非操作侧安全门
1.有电气开关保护。
2.有防止振动使之打开的机构。
重要
6
油压脱模装置
1.动作速度,最多顶出次数(振动托模)可程序可在控制面板上数字设定。
2.确认托模缩回,方可合模,有防护开关。
3.具有顶针停留功能,具有顶针振动功能。
重要
7
集中自动润滑装置
1.锁模部分采用集中润滑系统。
2.有润滑油不足,润滑压力不足报警功能。
3.给油周期,时间可以设定,自动润滑。
重要
8
模厚调整
有自动调整模厚的功能。
重要
9
油冷却装置
连续生产,油温保持在55°C以下(在冷却水满足要求的前提下)。
重要
10
压力流量自动调整
比例压力,比例流量阀控制,比例背压控制。
重要
11
模板
具备良好的平行度和平面度,保证产品质量合格。
重要
12
射台调整
可上下左右微调。
重要
13
模板导柱
表面进行硬度处理(调质,表面镀铬)。
重要
14
螺杆
氮化处理,塑化性能良好。
重要
15
电脑显示
电脑画面为中文。
重要
16
压力传感器
检测系统压力,注射压力,开合模压力,调模压力,顶出压力,射出压力,熔胶压力等,并通过压力表显示。
重要
17
预塑
由程序设定螺杆转速。
重要
18
清料功能
具有自动清料功能。
重要
19
抽胶
具备防流烻功能。
重要
20
锁模压力
机构保持。
重要
21
料筒隔热安全罩
有标准安全罩保护。
重要
22
料筒进料端冷却水
有,接至动模一组。
重要
23
辅机用电源插头,插座
机台后有220v,380v电源插头插座3个。
重要
24
照明插座
操作侧有220v电源插座1个。
重要
25
工件计数功能
有工件计数功能。
重要
26
工艺参数记忆
工艺参数记忆不少于10组。
重要
27
工艺参数锁定
软件密码锁定。
重要
28
错误/故障记录
整机具有自诊断功能,当设备出现故障或不合法操作时有明确提示说明,设有错误/故障内容记录文件,可随时查询。
重要
29
温度控制
料筒温度PID控制,采用电阻式加热元件,温度误差:
+/-2°C
重要
30
油滤清器状态检测
阻塞报警。
重要
31
储料超时报警
储料超过设定时间,停止储料并停机。
重要
32
控制柜
密封防尘,冷却方式:
风冷。
重要
7设备平面布局图:
(粘贴在此处或者单独附图)
8环境要求
序号
详细要求
性质:
特别关键/重要/一般
1
设备使用地点的最高温度40°C,最低温度是:
-10°C。
一般
2
设备运行噪声不高于80dB。
一般
 升级会员
升级会员 