轧钢工艺完整版.docx
《轧钢工艺完整版.docx》由会员分享,可在线阅读,更多相关《轧钢工艺完整版.docx(21页珍藏版)》请在冰豆网上搜索。
轧钢工艺完整版
Highqualitymanuscriptsarewelcometodownload
轧钢工艺完整版
铜陵市富鑫钢铁有限公司
编号:
FX-08-2011版本/修订:
1/1
轧钢工艺技术操作规程
标
起草:
审核:
批准:
受控状态:
分发号:
二〇一二年六月十六日修订即日起颁布实施
铜陵市富鑫钢铁有限公司
轧钢工艺技术操作规程
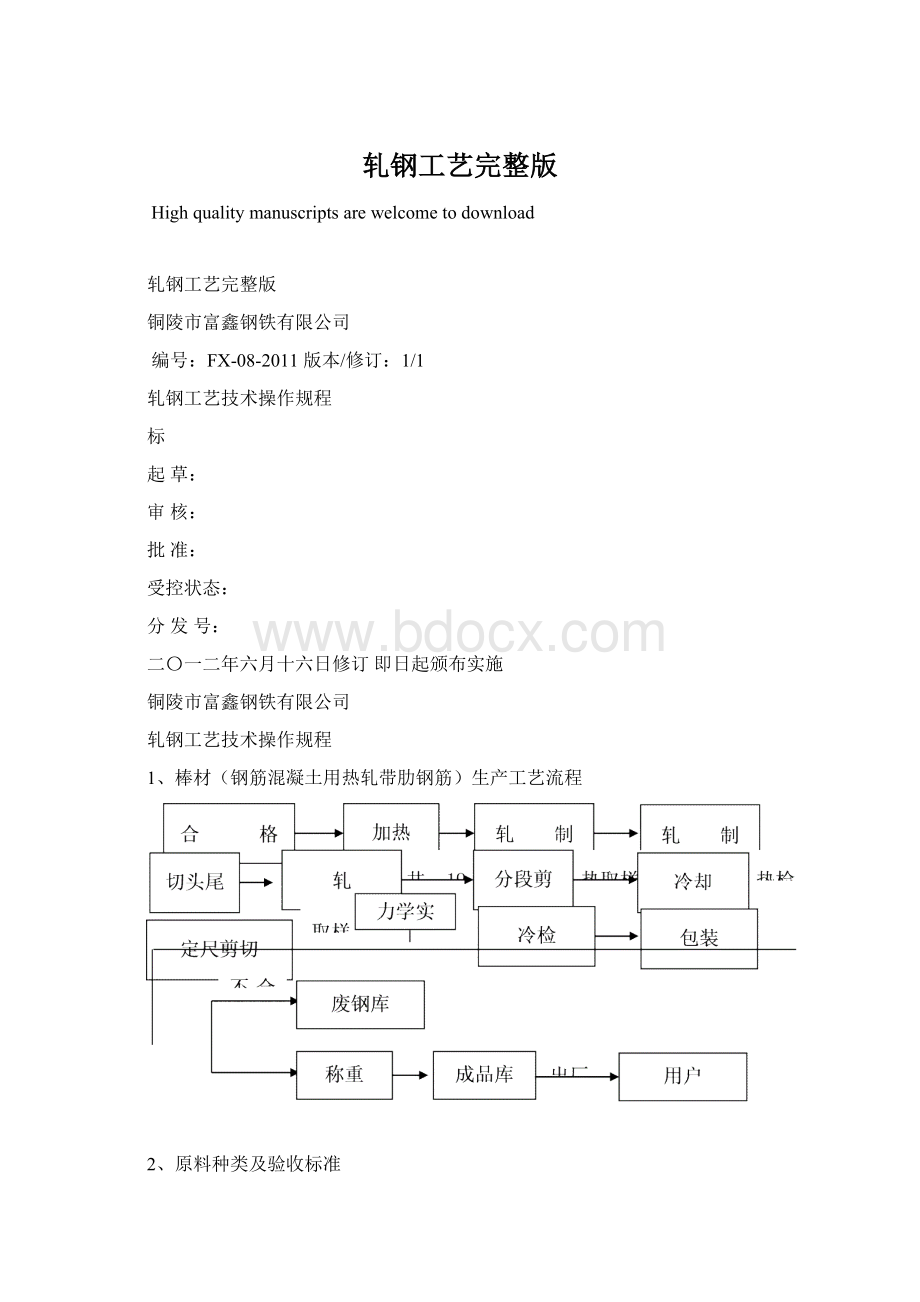
1、棒材(钢筋混凝土用热轧带肋钢筋)生产工艺流程
2、原料种类及验收标准
、原料种类:
150*150*3000mm,
、钢坯执行标准:
—2007YB/T2011—2004
3、加热炉基本工艺技术要求及工艺参数
、加热炉主要参数
形式:
双蓄热推钢式连续加热三段式加热炉
外形尺寸:
长3200mm宽500mm
有效尺寸:
长2840mm宽3600mm
、加热炉点火前的准备工作
点火前应对炉子进行全面的系统地检查和煤气防烛实验,并严格执行公司《煤气系统操作管理规程》,点火前15分钟启动风机,提起烟道闸板,开启所有的仪表控制系统并检查无异后进行加热炉正常操作。
、加热制度
为使钢筋产品质量得到控制,加热炉温度应分段控制如下:
HRB500、HRB500E控制温度为:
φ12-φ18控制温度为预热段600℃-700℃加热段1180℃-1200℃
均热段1150℃-1180℃
φ20-φ22控制温度为预热段630℃-750℃加热段1200℃-1230℃
均热段1180℃-1200℃
φ25控制温度为预热段650℃-800℃加热段1220℃-1250℃
均热段1180℃-1230℃
φ28控制温度为预热段750℃-850℃加热段1220℃-1250℃均热段1220℃-1250℃
HRB400HRB400E控制温度为:
φ12-φ18控制温度为预热段550℃-650℃加热段1150℃-1200℃均热段1150℃-1180℃
φ20-φ22控制温度为预热段600℃-700℃加热段1180℃-1220℃均热段1150℃-1180℃
φ25控制温度为预热段600℃-750℃加热段1200℃-1230℃
均热段1150℃-1220℃
φ28控制温度为预热段700℃-850℃加热段1200℃-1250℃
均热段1200℃-1250℃
为使钢筋终轧温度控制在1000-1100℃,钢坯出炉温度应控制在1150℃-1200℃,即均热段的温度为1150℃-1200℃.
头炉炉膛压力应保持微正压,防止冷风吸入。
为保护不用的烧嘴,空气蝶阀应有1/5开度。
开轧前15-25分钟升温,待轧时间超过15分钟,炉温要根据炉况情况适当降温,以防粘钢。
4、钢坯吊运管理规定
、接收钢坯时,必须执行按炉送钢。
、检验钢坯外观质量。
、剔除的钢坯要另外堆放,并做出标识。
、无送钢卡片不得装炉。
、按送钢卡片顺序吊装。
5、钢坯装炉规定(以热装为主、冷装为辅)
、纪录装炉钢坯根数、重量、装入时间。
、换坯、换钢号时应按规定做好标记。
、钢坯入炉不得发生损害加热炉壁的现象。
6、钢坯加热规定:
按加热制度执行
7、钢坯出炉规定:
、钢坯低于出炉温度,钢温不均不准出炉。
、准确地记录出炉钢坯的炉号、批号、根数。
、需掏钢时,炉前人员应将掏出的钢坯写清钢种及炉批号。
、在正常生产时,应使出钢速度与轧制节奏互相配合,做到均衡生产。
、出钢时、钢坯不允许撞击炉门。
8、φ550、φ400轧机组安装规程
、万向连结轴与压包箱连结
、安装轧辊时,轧辊中心与压包厢中轴中心线保持水平。
、换辊前的准备工作:
8.3.1、必须成套更换,不得拆套使用。
8.3.2、换辊前应将轧辊吊放到指定地点,并检查辊坯、轧槽、辊颈与万向轴连结处的是否完好。
、换辊注意事项:
8.4.1、换辊时必须有专人指挥天车、吊辊时防止轧辊碰撞牌坊。
8.4.2、凡拆下的零部件要进行检查,发现问题及时更换。
8.4.3、轧辊换好后轧机销铁各处螺丝要坚固,换生产品种调整好孔型尺寸,保证换辊质量。
、导位的安装使用规程:
8.5.1、换轧槽底位确定横梁高度,并用斜铁或螺栓锁紧,不得松动,严禁横梁与机架焊接,轧机横梁要保持水平。
8.5.2、进口导板宽度应大于轧件宽度,并要对准孔型,立轧孔进口导板不得露辊环,出口导板宽度不小于孔型最大宽度,导板螺栓必须拧紧。
8.5.3、卫板要求安装平稳,卫板应与轧槽底部相吻合,接触尖应比轧槽低10—15mm,接触弧长不小于25—30mm。
8.5.4、导板不得任意割焊,如不合适应调整横梁高度。
、轧机规程及开、停车规定:
8.6.1、轧机开动前,各岗位人员全面检查岗位负责的机件。
8.6.2、各岗位检修完毕得告知主管人员通知主机操作工给主电室开车信号,主机开动后运转正常,则可要钢轧制。
8.6.3、开车前,要把轧机各处冷却水打开。
8.6.4、轧机停车后,如轧件未出孔型,卡钢时不准重新开车,需把上下调整
和坚固件松开,对安全确信后,方可开车。
8.6.5、轧机在发生生产设备事故时,要及时给停机信号。
8.6.6、温度要求:
8.6.6.1开轧温度在1150—1200℃
8.6.6.2钢坯温度要均匀,阴阳面温差不得超过50℃,凡发现出炉钢坯有过烧缩孔,低于开轧温度时不准轧制。
8.6.6.3严禁轧黑头钢和低温钢。
8.6.7、轧钢机钢料及尺寸调整规定:
8.6.7.1轧制中严格按孔型钢料尺寸进行轧制。
8.6.7.2轧辊各轧槽、轴瓦的冷却水必须充足,如断水立即停止轧制。
8.6.7.3轧制过程中要经常检查各处坚固件不得松动。
8.6.7.4当钢卡在导卫内时,应及时断水处理。
8.6.7.5接班停车或中途事故停车时,各岗位负责人员应检查岗位范围内的各项设备,包括轧辊、轧槽、轴瓦、导卫水管等各种坚固件和安全装置,发现问题及时处理,同时清理甩废。
8.6.7.6各岗位作业人员操作时要思想集中,不许闲谈,密切配合防止事故发生。
8.6.7.7各轧槽不得焊接和气割。
9、φ325轧机技术操作规程
轧辊安装规定
9.1.1、轧辊上下辊径差规定:
9.1.1.1轧机上下辊径相等,允许辊径差3mm,但必须上辊大于下辊。
9.1.1.2轧机上下辊径相等,允许辊径差0.5mm,但必须上辊大于下辊。
9.1.1.3轧制带肋钢筋成品辊径差小于1mm,但要上辊大于下辊。
装辊时中辊应于人字齿轮轴保持水平,相邻机架辊径差不超过5mm。
导卫安装规定:
9.3.1、导卫装置必须保证水平,牢固可靠。
9.3.2、横梁稳固不得过高过低,一切零部件要调整适中。
9.3.3、冷却水要有足够的水量。
、轴承轧机操作规程:
9.4.1、每根轧辊上的最大轧制力矩:
9.4.2、轧辊轴向调整量:
2mm
9.4.3、车辊规定:
9.4.3.1轧辊车削前对毛坯各部尺寸,同心度及辊径光洁度,园角尺寸,轧辊辊径直径进行认真测量检查,保证辊径有一定的过盈量,发现尺寸不合格及有缺陷者,不得车削并及时反馈信息。
9.4.3.2轧辊车削前应将轧辊交装辊组装好轴承内套,车削是以在辊径上的轴承内套的外径为基准,以保证孔型与轴承的最佳同心度。
9.4.3.3车辊时必须保证上下辊固定端的端面对正,以固定端的端面为基准划线车削,保证两辊孔型间距相同,各对孔型间的轴向误差小于0.1mm.
9.4.3.4成品轧机使用一套,最少备用三套。
9.4.4、装辊规定:
9.4.4.1装辊前轴承应全部用煤油清洗干净,装配轴承内加特效锂基脂,以润滑脂点3/5的空间为宜。
9.4.4.2装轴承内套时必须与密封圈及轴肩挡圈紧密贴合,在内圈安装后冷却时,必须用铜棒沿周围轻轻敲击到位。
9.4.4.3为了保证轧辊的轴向刚度,轧辊固定端的止推轴承必须予调好,保证其间隙在-0.05mm范围之内。
9.3.4.4装配转动处的V型密封圈时应将槽和圈的表面去油,确保圈在圆周各处完全压到槽底。
以防高速旋转时密封圈挤出来,再次换辊时应注意检查密封圈,如有损坏,及时更换。
9.4.4.5测量轴径尺寸及轴承内套尺寸,过盈量应在-0.07mm,用轴承电感加热器将轴承内套加热到110度,装到轧辊辊径上。
9.4.4.6下轧辊一般是不进行调整的,而上辊的轴承座则可以旋转轴向调整螺圈进行调整。
9.4.4.7换辊前应检查换辊系统的调整装置是否灵活,特别是轴向调整,在孔型对正后应保证左右有1mm的调整余量。
9.4.5试车规定:
9.4.5.1、开车前,按岗位检查槽及轴瓦水量是否充足。
9.4.5.2、换辊换槽后,550轧机k2孔要逐槽试轧小钢,钢料合格后,才能轧大钢,钢料尺寸要符合规定要求,避免发生断辊和质量事故。
9.4.5.3、开车前详细检查围盘出入口是否错位和有无杂物,防止造成堆钢事故。
、开车后,详细检查各出入口,导位装置是否正常,各部位螺丝是否紧固。
9.4.5.5、为保证在轧制中得到较理想的成品尺寸,在550轧机的六道出口要经常用卡尺检查钢料尺寸,以保证后道工序的钢料尺寸,保证成品轧件尺寸符合国家标准要求。
10、生产操作规定:
、中轧、精轧机备用轧槽用挡板挡好,防止错槽或带入杂物等。
、φ550、φ400轧机组操作工严格掌握好钢温。
、开轧温度1150—1200度,终轧温度应不低于850度。
、经常检查压下丝杠是否牢固并做标记。
、生产中发生磨辊或犯顶时,应及时找出原因,进行调整。
、各轧机发现轧辊串动,经紧固无效或有异常现象,影响质量或轧机安全运转时,可由生产部门决定换辊。
、进出口导位装置安装要正确,固定牢靠。
、调整工与质量工随时加强联系,如发现问题及时调整,如问题严重应停车检查,防止造成大量废品。
、生产发生故障,如卡钢、轧辊有钢料时,用气割割开钢坯,松动导卫装置和松开压下丝杠进行处理。
、发生断辊时,换辊时不许配用,必须换整套轧辊。
、质量工和调整工应经常检查轧槽的磨损和水量情况,防止造成质量事故。
、质量工要做到三勤操作(勤量钢、勤联系、勤调整),特别注意生产螺纹钢时应注意粘结掉块等质量事故发生。
11.冷却规定:
、钢材整齐排列在冷床上并严格分清炉(批)号,不准混乱。
、步进间的钢材有重叠、斜移、偏移应摆正后再继续移钢。
、为使钢材充分冷却,应尽量利用冷床,不放空,不任意拨钢。
、换炉、批号时应在冷床上空出1-2个空并在末尾一根钢上做标记。
12.剪切技术操作规程:
12.1、开车前的准备工作:
12.1.1、检查剪切机所属设备、剪前、剪后辊道,定期测量各挡板的尺寸是否符合规定要求,各处挡板是否运转正常,有不妥之处及时处理。
12.1.2、要仔细检查各连接轴固件是否松动,润滑点是否畅通,有问题及时处理。
12.1.3、剪切机运转正常后方可剪切。
、剪切操作规程;
12.2.1、剪前辊道不要过猛,当钢材送到距挡板1米处时,必须减速缓慢顶撞头部,直至撞齐。
12.2.2、剪切时应将钢材平铺开,不许两条或几条叠在一起剪切。
12.2.3、不允许将上刀胎当挡板用。
12.2.4、剪切机下刀座上不准存放钢头。
12.2.5、不准用剪刀剪切钢板和其它材料。
12.2.6、根据剪切温度调整好挡板,保证剪切公差。
12.2.7、剪刃间隙控制在0.5mm内,沿剪切面均匀分布,随时紧固松动的上下刀片螺丝。
12.2.8、发现钢材剪切后有弯头、偏头及其它剪切缺陷时,必须更换刀片。
12.2.9、成品钢料头部应切齐、切正、剪切长度不大于100mm,切尾不大于200mm,但必须切净缺陷和弯头。
12.2.10、切头或切尾的长度不能小于钢料的直径以免发生崩刀。
13、钢材包装规定:
、钢材应按规定
 升级会员
升级会员 