小型高压球阀扭矩的影响因素分析及其控制措施教材.docx
《小型高压球阀扭矩的影响因素分析及其控制措施教材.docx》由会员分享,可在线阅读,更多相关《小型高压球阀扭矩的影响因素分析及其控制措施教材.docx(18页珍藏版)》请在冰豆网上搜索。
小型高压球阀扭矩的影响因素分析及其控制措施教材
小型高压球阀扭矩的影响因素分析及其控制措施
[来源:
原创] [作者:
无锡科莱恩流体控制设备有限公司]
在球阀的实际装配中,零件的加工误差可能会导致产生过大或过小的装配扭矩,以至于直接影响球阀的密封性能与动作性能。
为解决装配扭矩偏差的问题,以某类小口径高压球阀为例,在受力分析的基础上进行扭矩计算,分析影响扭矩的因素,探讨合理确定扭矩的原则。
并在理论分析的基础上给出控制措施。
球阀按结构分为两类:
浮动式和固定式。
浮动式球阀因具有结构简单、密封可靠、动作平稳等特点而得到广泛使用。
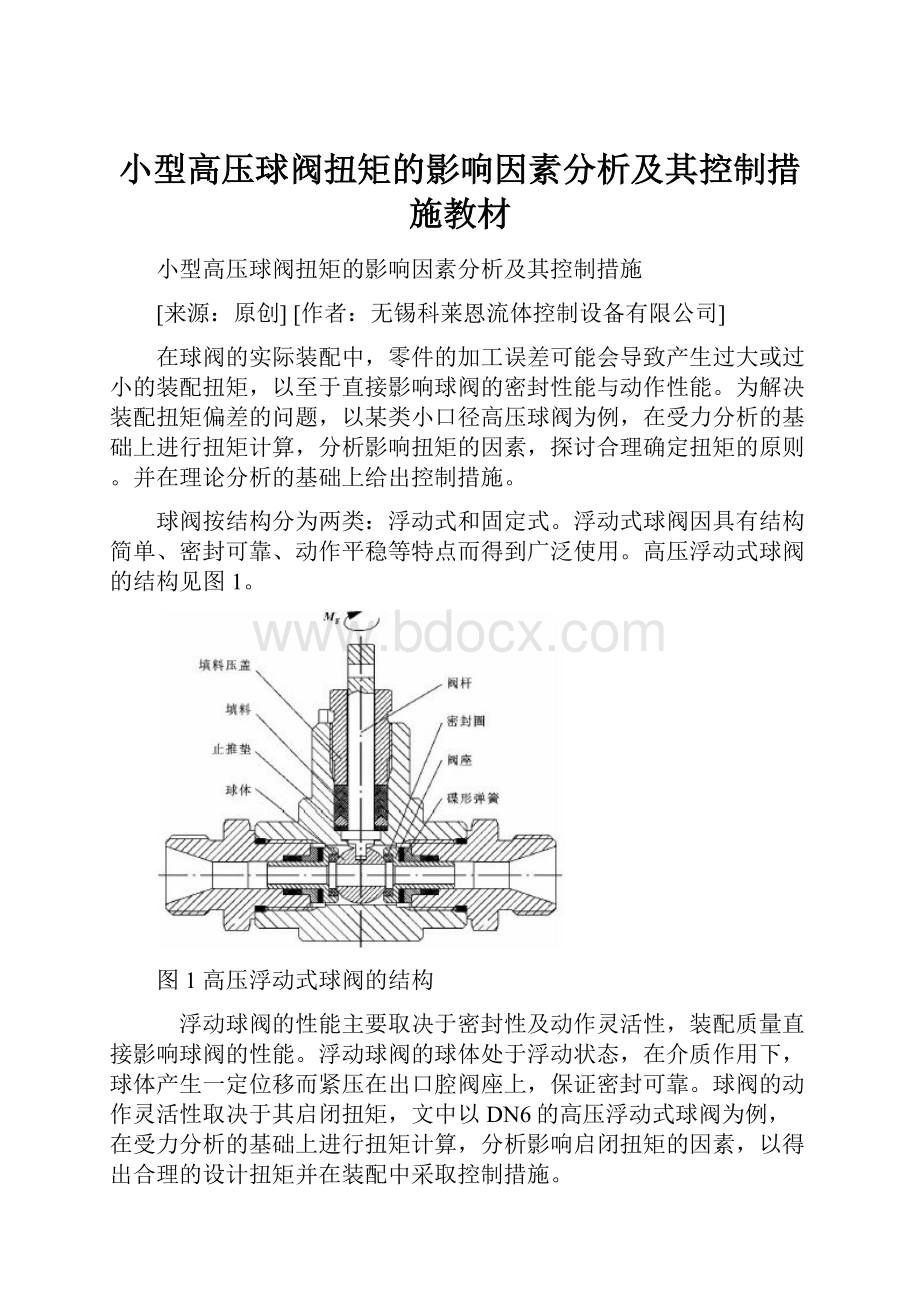
高压浮动式球阀的结构见图1。
图1高压浮动式球阀的结构
浮动球阀的性能主要取决于密封性及动作灵活性,装配质量直接影响球阀的性能。
浮动球阀的球体处于浮动状态,在介质作用下,球体产生一定位移而紧压在出口腔阀座上,保证密封可靠。
球阀的动作灵活性取决于其启闭扭矩,文中以DN6的高压浮动式球阀为例,在受力分析的基础上进行扭矩计算,分析影响启闭扭矩的因素,以得出合理的设计扭矩并在装配中采取控制措施。
若装配后扭矩过大,可能使阀座的碟形弹簧压缩变形量达到上限,甚至被压平,处于过压状态。
此时,密封圈将受到较大的作用力,导致扭矩大幅度增加、动作灵活性变差,球体与密封圈磨损严重甚至损坏密封圈等情况。
若装配后扭矩过小,则碟形弹簧压缩变形量不足,甚至处于自由状态。
此时,密封圈受到的作用力很小,甚至根本不受力,球阀扭矩很小。
在介质作用下,球体向出口腔阀座的位移大,处于较大的偏心位置,将直接影响球阀的动作性能。
零件的制造误差亦会影响球阀的装配扭矩,装配时的综合误差将导致扭矩过大或过小的情况。
1扭矩分析
分析可见,浮动式球阀的总扭矩由球体与阀座的摩擦力矩、填料与阀杆的摩擦力矩、阀杆台肩与止推垫的摩擦力矩三部分组成。
球阀使用过程可处于承压和无压状态。
承压状态的扭矩称为工作扭矩,无压状态的扭矩称为装配扭矩。
1.1工作扭矩
球阀处于关闭状态时的受力情况如图2所示。
图2关闭状态球阀的受力情况
图中:
DMW为图中阀座密封面外径;DMN为阀座密封面内径;R为球体半径;dF为阀杆直径;DT为台肩外径;h为单圈填料与阀杆接触高度;φ为密封面法向与流道中心线夹角;Z为填料圈数;p为介质压力。
以某小型高压球阀为例进行扭矩计算,相关参数为:
球阀关闭时,在压差作用下,介质所产生的载荷全部由出口阀座承受。
总扭矩由下式计算:
MF=MQZ+MFT+MMJ
式中:
MF为球阀的总扭矩,N•mm;
MQZ为球体与阀座的摩擦力矩,N•mm;
MFT为填料与阀杆的摩擦力矩,N•mm;
MMJ为阀杆台肩与止推垫的摩擦力矩,N•mm。
1.1.1 球体与阀座的摩擦力矩
球体与阀座的总摩擦力矩MQZ可看成两部分力矩的叠加,即介质压力导致的摩擦力矩MQZ1和碟形弹簧导致的摩擦力矩MQZ2。
(1)介质压力导致的摩擦力矩
式中:
Q为球体与阀座间的载荷;
fm为球体与阀座的摩擦因数,聚醚醚酮fm=0.18。
(2)碟形弹簧导致的摩擦力矩
球阀选用的碟形弹簧规格为B12.5GB/T1975,属无支撑面碟形弹簧。
弹簧外径D=12.5mm,内径d=6.2mm,厚度t=0.5mm;弹簧压平时的变形量ho=0.35mm,示例球阀为2片弹簧叠合结构。
现以弹簧压缩变形量分别为f=ho、f=0.75ho和f=0.5ho3种状态进行分析、计算。
①单片弹簧受力
变形量f=ho=0.35mm时,弹簧被压平,其载荷FC为:
式中:
E为弹簧的弹性模量,E=206000MPa;
μ为泊松比,μ=0.3。
系数K1的计算公式为:
式中:
变形量f=0.75ho=0.26mm时,弹簧的载荷F'为:
变形量f=0.5ho=0.175mm时,弹簧的载荷F″为:
②2片碟弹簧叠合组合后的受力
依据①的计算结果,显然:
f=ho=0.35mm时,即压平时弹簧的载荷FZ=nFC=734N
f=0.75ho=0.26mm时,弹簧的载荷FZ'=2×F'=590N
f=0.5ho=0.175mm时,弹簧的载荷FZ″=2×F″=435N
③上述3种压缩状态下弹簧产生的摩擦力矩
变形量f=ho时:
单侧阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
MQZ2=2MQF=1806N•mm
变形量f=0.75ho时:
单个阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
M'QZ2=2M'QF=1452N•mm
变形量f=0.5ho时:
单个阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
M″QZ2=2M″QF=1070N•mm
1.1.2填料与阀杆的摩擦力矩
MFT=0.6πfmZhdF2p=1140N•mm
式中:
fm为阀杆与填料的摩擦因数,聚四氟乙烯成型填料fm=0.05;
Z为填料片数,Z=4;
h为单片填料高度,h=2mm;
dF为阀杆直径,dF=6mm。
1.1.3 阀杆台肩与止推垫的摩擦力矩
式中:
fm为摩擦因数,对聚醚醚酮fm=0.18;
DT为阀杆台肩直径,DT=9mm。
依据计算,可知在弹簧处于上述状态压缩状态下的工作扭矩为:
弹簧变形量f=0.5ho时,球体在介质压差作用下,向出口端位移为0.5ho=0.18mm,出口端弹簧被压平。
此时,进口端弹簧变形量为0,不产生摩擦力矩。
球体与阀座的摩擦力矩MQZ=MQZ1=1848N•mm,则工作总扭矩MF=MQZ+MFT+MMJ=1848+1140+1252=4240N•mm
弹簧变形量f=0.75ho时,球体在介质压差作用下,向出口端位移为0.25ho=0.09mm,出口端弹簧被压平。
此时,进口端弹簧变形量为f=0.5ho。
弹簧产生的总摩擦力矩为M″QZ2=2M″QF=1070N•mm。
球体与阀座的摩擦力矩:
MQZ=MQZ1+M″QZ2=1848+1070=2918N•mm
则工作总扭矩:
MF=MQZ+MFT+MMJ=2918+1140+1252=5310N•mm
弹簧变形量f=ho时,由于两端弹簧均刚好被压平,球体在介质压差作用下不产生位移。
球体与阀座的摩擦力矩:
MQZ=MQZ1+MQZ2=1848+1806=3654N•mm
则工作总扭矩:
MF=MQZ+MFT+MMJ=3654+1140+1252=6046N•mm
1.2装配扭矩
球阀装配时,理论上装配扭矩应小于工作扭矩,相应的装配扭矩为:
(1)球阀处于无压状态时,p=0。
因此,阀杆台肩与止推垫的摩擦力矩MMJ=0。
(2)填料与阀杆的摩擦力矩受填料压盖预紧力作用的影响。
设定预紧力等于介质的作用力,因此,MFT=1140N•mm。
(3)由于装配时p=0,MQZ1=0。
因此,球体与阀座的摩擦力矩只有弹簧导致的摩擦力矩MQZ2。
球阀装配时,若弹簧变形量为f=0.5ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2210N•mm
若弹簧变形量f=0.75ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2592N•mm
若弹簧变形量f=ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2946N•mm
2综合分析
通过对球阀装配扭矩与工作扭矩的计算,得出以下结论:
(1)弹簧变形量f=0.75ho时的装配扭矩约为2.6N•m,对应的工作扭矩约为5.3N•m。
球体在介质压差作用下,向出口端位移约为0.09mm。
此时,球体中心偏离阀杆中心小于0.1mm,处于比较合理的偏差内,对球阀的动作性能不造成影响。
同时弹簧压缩量75%时,可保证良好的性能,适应长期存放,可延长使用寿命。
在使用期间,若球阀长期处于开启状态,两端弹簧压缩量仍为75%,可长期保持弹簧性能;若球阀长期处于关闭状态,出口端弹簧受介质载荷作用,压缩量达100%,长期处于压平状态,会导致刚度性能逐渐降低。
而进口端弹簧压缩量约为50%,可长期保持性能。
使用状态时,出口端弹簧性能虽然有所降低,但综合来看,长期使用的球阀的球体在进口端弹簧的作用下,低压状态仍能保持良好密封。
(2)弹簧变形量f<0.75ho时,球体在介质压差作用下,中心偏离阀杆中心将大于0.1mm,在一定程度上会影响球阀的动作性能。
同时,弹簧的性能降低也将影响球阀的密封性能。
(3)弹簧变形量f=ho时,装配扭矩约为2.9N•m,对应的工作扭矩约为6N•m。
此时,弹簧处于压平状态,长期存放会导致性能降低,从而影响球阀性能。
分析认为,装配过程控制弹簧的变形量约为f=0.75ho为最佳状态。
即最佳装配扭矩约为2.6N•m,对应的最佳工作扭矩约为5.3N•m。
3控制措施
生产实际中,加工误差导致的零件不一致性会造成球阀装配扭矩达不到理想的控制值。
甚至发生弹簧未产生压缩变形或过压的现象,导致密封圈不受压缩,达不到需要的密封比压或者发生超过材料的许用比压而损坏的情况。
因此,设计中合理地确定运动副、密封副的尺寸公差和形位公差参数,加工过程中有效控制零件的加工误差,是控制球阀扭矩的重要环节。
球阀的装配尺寸如图3所示。
图3球阀运动副、密封副的装配尺寸
图中L0=L/2=24mm,L1=R•cosβ=0.81R=0.405SΦ,SΦ=12.5mm,R=6.25mm,L2=3.5mm,L3=2mm,L4=12.5mm,β=36°,t=0.5+0.02-0.06。
单侧理论装配尺寸链为:
L0=L1+L2+2t+L3+L4
装配后总偏差为:
e=L1+L2+2t+L3+L4-L0
为了分析设计精度等级选择和加工误差对球阀装配扭矩的影响,对组成零件的结构尺寸按IT6~IT12级公差值计算尺寸链的极限偏差和不同精度等级时产生的最大、最小偏差对弹簧压缩变形量的影响,进而分析其对精度等级对装配扭矩的影响,以确定合理的结构精度等级。
分析认为:
零件公差要求为IT6、IT7级时,可满足一次性装配即可达到扭矩控制值的要求;IT8级以上不能满足一次性装配达到扭矩控制值的要求,会产生弹簧过压或无变形的极端情况。
对于不能满足一次性装配达到扭矩控制值要求的球阀,需要进行调整。
虽然一般可通过改变尺寸链中某个零件的尺寸来达到要求的装配扭矩。
但是,这样的调整将影响产品的互换性和维修性,作为通用型产品是不可行的。
但是,就机械产品而言,加工过程产生的在设计公差范围内的误差是允许的。
也就是说,零件的不一致性在设计要求范围内是合理的。
那么,对于装配发生的综合性偏差,可采取的措施之一是选择合适的调整垫片来弥补误差,如图4所示。
调整垫片为不同厚度的成组件,装配时视误差情况选用。
图4调整垫片在球阀扭矩调整中的应用
虽然选择调整垫片可满足装配扭矩的控制要求,但此方法对装配、维修工人的技术水准要求较高;反复测量、调整导致工作效率较低;维修难度大,不符合规模化生产的需求。
根本的措施在于设计中合理确定结构参数和精度等级;加工过程严格实施工艺控制,减少加工误差,提高零件的符合性、一致性。
现代制造技术的发展,为实现球阀的精细制造创造了条件,如采用三维技术、仿真技术,进行模拟装配,分析误差的影响;采用数控设备加工,保证零件的符合性等。
4结束语
通过对高压小型球阀扭矩影响因素的计算、分析,得出了球阀弹簧变形量为0.75ho时为最佳设计状态的结论,此时的最佳装配扭矩约为2.6N•m,对应的最佳工作扭矩约为5.3N•m。
在实际装配过程中,零件加工偏差引起的装配扭矩波动情况可通过选择合适的调整垫片来调整弹簧的变形量,达到控制适宜的装配扭矩的目的。
对于规模化生产,采用新的设计、制造技术,才是解决问题的根本途径。
球阀按结构分为两类:
浮动式和固定式。
浮动式球阀因具有结构简单、密封可靠、动作平稳等特点而得到广泛使用。
高压浮动式球阀的结构见图1。
图1高压浮动式球阀的结构
浮动球阀的性能主要取决于密封性及动作灵活性,装配质量直接影响球阀的性能。
浮动球阀的球体处于浮动状态,在介质作用下,球体产生一定位移而紧压在出口腔阀座上,保证密封可靠。
球阀的动作灵活性取决于其启闭扭矩,文中以DN6的高压浮动式球阀为例,在受力分析的基础上进行扭矩计算,分析影响启闭扭矩的因素,以得出合理的设计扭矩并在装配中采取控制措施。
若装配后扭矩过大,可能使阀座的碟形弹簧压缩变形量达到上限,甚至被压平,处于过压状态。
此时,密封圈将受到较大的作用力,导致扭矩大幅度增加、动作灵活性变差,球体与密封圈磨损严重甚至损坏密封圈等情况。
若装配后扭矩过小,则碟形弹簧压缩变形量不足,甚至处于自由状态。
此时,密封圈受到的作用力很小,甚至根本不受力,球阀扭矩很小。
在介质作用下,球体向出口腔阀座的位移大,处于较大的偏心位置,将直接影响球阀的动作性能。
零件的制造误差亦会影响球阀的装配扭矩,装配时的综合误差将导致扭矩过大或过小的情况。
1扭矩分析
分析可见,浮动式球阀的总扭矩由球体与阀座的摩擦力矩、填料与阀杆的摩擦力矩、阀杆台肩与止推垫的摩擦力矩三部分组成。
球阀使用过程可处于承压和无压状态。
承压状态的扭矩称为工作扭矩,无压状态的扭矩称为装配扭矩。
1.1工作扭矩
球阀处于关闭状态时的受力情况如图2所示。
图2关闭状态球阀的受力情况
图中:
DMW为图中阀座密封面外径;DMN为阀座密封面内径;R为球体半径;dF为阀杆直径;DT为台肩外径;h为单圈填料与阀杆接触高度;φ为密封面法向与流道中心线夹角;Z为填料圈数;p为介质压力。
以某小型高压球阀为例进行扭矩计算,相关参数为:
球阀关闭时,在压差作用下,介质所产生的载荷全部由出口阀座承受。
总扭矩由下式计算:
MF=MQZ+MFT+MMJ
式中:
MF为球阀的总扭矩,N•mm;
MQZ为球体与阀座的摩擦力矩,N•mm;
MFT为填料与阀杆的摩擦力矩,N•mm;
MMJ为阀杆台肩与止推垫的摩擦力矩,N•mm。
1.1.1 球体与阀座的摩擦力矩
球体与阀座的总摩擦力矩MQZ可看成两部分力矩的叠加,即介质压力导致的摩擦力矩MQZ1和碟形弹簧导致的摩擦力矩MQZ2。
(1)介质压力导致的摩擦力矩
式中:
Q为球体与阀座间的载荷;
fm为球体与阀座的摩擦因数,聚醚醚酮fm=0.18。
(2)碟形弹簧导致的摩擦力矩
球阀选用的碟形弹簧规格为B12.5GB/T1975,属无支撑面碟形弹簧。
弹簧外径D=12.5mm,内径d=6.2mm,厚度t=0.5mm;弹簧压平时的变形量ho=0.35mm,示例球阀为2片弹簧叠合结构。
现以弹簧压缩变形量分别为f=ho、f=0.75ho和f=0.5ho3种状态进行分析、计算。
①单片弹簧受力
变形量f=ho=0.35mm时,弹簧被压平,其载荷FC为:
式中:
E为弹簧的弹性模量,E=206000MPa;
μ为泊松比,μ=0.3。
系数K1的计算公式为:
式中:
变形量f=0.75ho=0.26mm时,弹簧的载荷F'为:
变形量f=0.5ho=0.175mm时,弹簧的载荷F″为:
②2片碟弹簧叠合组合后的受力
依据①的计算结果,显然:
f=ho=0.35mm时,即压平时弹簧的载荷FZ=nFC=734N
f=0.75ho=0.26mm时,弹簧的载荷FZ'=2×F'=590N
f=0.5ho=0.175mm时,弹簧的载荷FZ″=2×F″=435N
③上述3种压缩状态下弹簧产生的摩擦力矩
变形量f=ho时:
单侧阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
MQZ2=2MQF=1806N•mm
变形量f=0.75ho时:
单个阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
M'QZ2=2M'QF=1452N•mm
变形量f=0.5ho时:
单个阀座的摩擦力矩:
两侧阀座的总摩擦力矩:
M″QZ2=2M″QF=1070N•mm
1.1.2填料与阀杆的摩擦力矩
MFT=0.6πfmZhdF2p=1140N•mm
式中:
fm为阀杆与填料的摩擦因数,聚四氟乙烯成型填料fm=0.05;
Z为填料片数,Z=4;
h为单片填料高度,h=2mm;
dF为阀杆直径,dF=6mm。
1.1.3 阀杆台肩与止推垫的摩擦力矩
式中:
fm为摩擦因数,对聚醚醚酮fm=0.18;
DT为阀杆台肩直径,DT=9mm。
依据计算,可知在弹簧处于上述状态压缩状态下的工作扭矩为:
弹簧变形量f=0.5ho时,球体在介质压差作用下,向出口端位移为0.5ho=0.18mm,出口端弹簧被压平。
此时,进口端弹簧变形量为0,不产生摩擦力矩。
球体与阀座的摩擦力矩MQZ=MQZ1=1848N•mm,则工作总扭矩MF=MQZ+MFT+MMJ=1848+1140+1252=4240N•mm
弹簧变形量f=0.75ho时,球体在介质压差作用下,向出口端位移为0.25ho=0.09mm,出口端弹簧被压平。
此时,进口端弹簧变形量为f=0.5ho。
弹簧产生的总摩擦力矩为M″QZ2=2M″QF=1070N•mm。
球体与阀座的摩擦力矩:
MQZ=MQZ1+M″QZ2=1848+1070=2918N•mm
则工作总扭矩:
MF=MQZ+MFT+MMJ=2918+1140+1252=5310N•mm
弹簧变形量f=ho时,由于两端弹簧均刚好被压平,球体在介质压差作用下不产生位移。
球体与阀座的摩擦力矩:
MQZ=MQZ1+MQZ2=1848+1806=3654N•mm
则工作总扭矩:
MF=MQZ+MFT+MMJ=3654+1140+1252=6046N•mm
1.2装配扭矩
球阀装配时,理论上装配扭矩应小于工作扭矩,相应的装配扭矩为:
(1)球阀处于无压状态时,p=0。
因此,阀杆台肩与止推垫的摩擦力矩MMJ=0。
(2)填料与阀杆的摩擦力矩受填料压盖预紧力作用的影响。
设定预紧力等于介质的作用力,因此,MFT=1140N•mm。
(3)由于装配时p=0,MQZ1=0。
因此,球体与阀座的摩擦力矩只有弹簧导致的摩擦力矩MQZ2。
球阀装配时,若弹簧变形量为f=0.5ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2210N•mm
若弹簧变形量f=0.75ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2592N•mm
若弹簧变形量f=ho时,总装配扭矩:
MZ=MQZ+MFT+MMJ=2946N•mm
2综合分析
通过对球阀装配扭矩与工作扭矩的计算,得出以下结论:
(1)弹簧变形量f=0.75ho时的装配扭矩约为2.6N•m,对应的工作扭矩约为5.3N•m。
球体在介质压差作用下,向出口端位移约为0.09mm。
此时,球体中心偏离阀杆中心小于0.1mm,处于比较合理的偏差内,对球阀的动作性能不造成影响。
同时弹簧压缩量75%时,可保证良好的性能,适应长期存放,可延长使用寿命。
在使用期间,若球阀长期处于开启状态,两端弹簧压缩量仍为75%,可长期保持弹簧性能;若球阀长期处于关闭状态,出口端弹簧受介质载荷作用,压缩量达100%,长期处于压平状态,会导致刚度性能逐渐降低。
而进口端弹簧压缩量约为50%,可长期保持性能。
使用状态时,出口端弹簧性能虽然有所降低,但综合来看,长期使用的球阀的球体在进口端弹簧的作用下,低压状态仍能保持良好密封。
(2)弹簧变形量f<0.75ho时,球体在介质压差作用下,中心偏离阀杆中心将大于0.1mm,在一定程度上会影响球阀的动作性能。
同时,弹簧的性能降低也将影响球阀的密封性能。
(3)弹簧变形量f=ho时,装配扭矩约为2.9N•m,对应的工作扭矩约为6N•m。
此时,弹簧处于压平状态,长期存放会导致性能降低,从而影响球阀性能。
分析认为,装配过程控制弹簧的变形量约为f=0.75ho为最佳状态。
即最佳装配扭矩约为2.6N•m,对应的最佳工作扭矩约为5.3N•m。
3控制措施
生产实际中,加工误差导致的零件不一致性会造成球阀装配扭矩达不到理想的控制值。
甚至发生弹簧未产生压缩变形或过压的现象,导致密封圈不受压缩,达不到需要的密封比压或者发生超过材料的许用比压而损坏的情况。
因此,设计中合理地确定运动副、密封副的尺寸公差和形位公差参数,加工过程中有效控制零件的加工误差,是控制球阀扭矩的重要环节。
球阀的装配尺寸如图3所示。
图3球阀运动副、密封副的装配尺寸
图中L0=L/2=24mm,L1=R•cosβ=0.81R=0.405SΦ,SΦ=12.5mm,R=6.25mm,L2=3.5mm,L3=2mm,L4=12.5mm,β=36°,t=0.5+0.02-0.06。
单侧理论装配尺寸链为:
L0=L1+L2+2t+L3+L4
装配后总偏差为:
e=L1+L2+2t+L3+L4-L0
为了分析设计精度等级选择和加工误差对球阀装配扭矩的影响,对组成零件的结构尺寸按IT6~IT12级公差值计算尺寸链的极限偏差和不同精度等级时产生的最大、最小偏差对弹簧压缩变形量的影响,进而分析其对精度等级对装配扭矩的影响,以确定合理的结构精度等级。
分析认为:
零件公差要求为IT6、IT7级时,可满足一次性装配即可达到扭矩控制值的要求;IT8级以上不能满足一次性装配达到扭矩控制值的要求,会产生弹簧过压或无变形的极端情况。
对于不能满足一次性装配达到扭矩控制值要求的球阀,需要进行调整。
虽然一般可通过改变尺寸链中某个零件的尺寸来达到要求的装配扭矩。
但是,这样的调整将影响产品的互换性和维修性,作为通用型产品是不可行的。
但是,就机械产品而言,加工过程产生的在设计公差范围内的误差是允许的。
也就是说,零件的不一致性在设计要求范围内是合理的。
那么,对于装配发生的综合性偏差,可采取的措施之一是选择合适的调整垫片来弥补误差,如图4所示。
调整垫片为不同厚度的成组件,装配时
 升级会员
升级会员 