尺寸链作业1.docx
《尺寸链作业1.docx》由会员分享,可在线阅读,更多相关《尺寸链作业1.docx(10页珍藏版)》请在冰豆网上搜索。
尺寸链作业1
尺寸链作业题
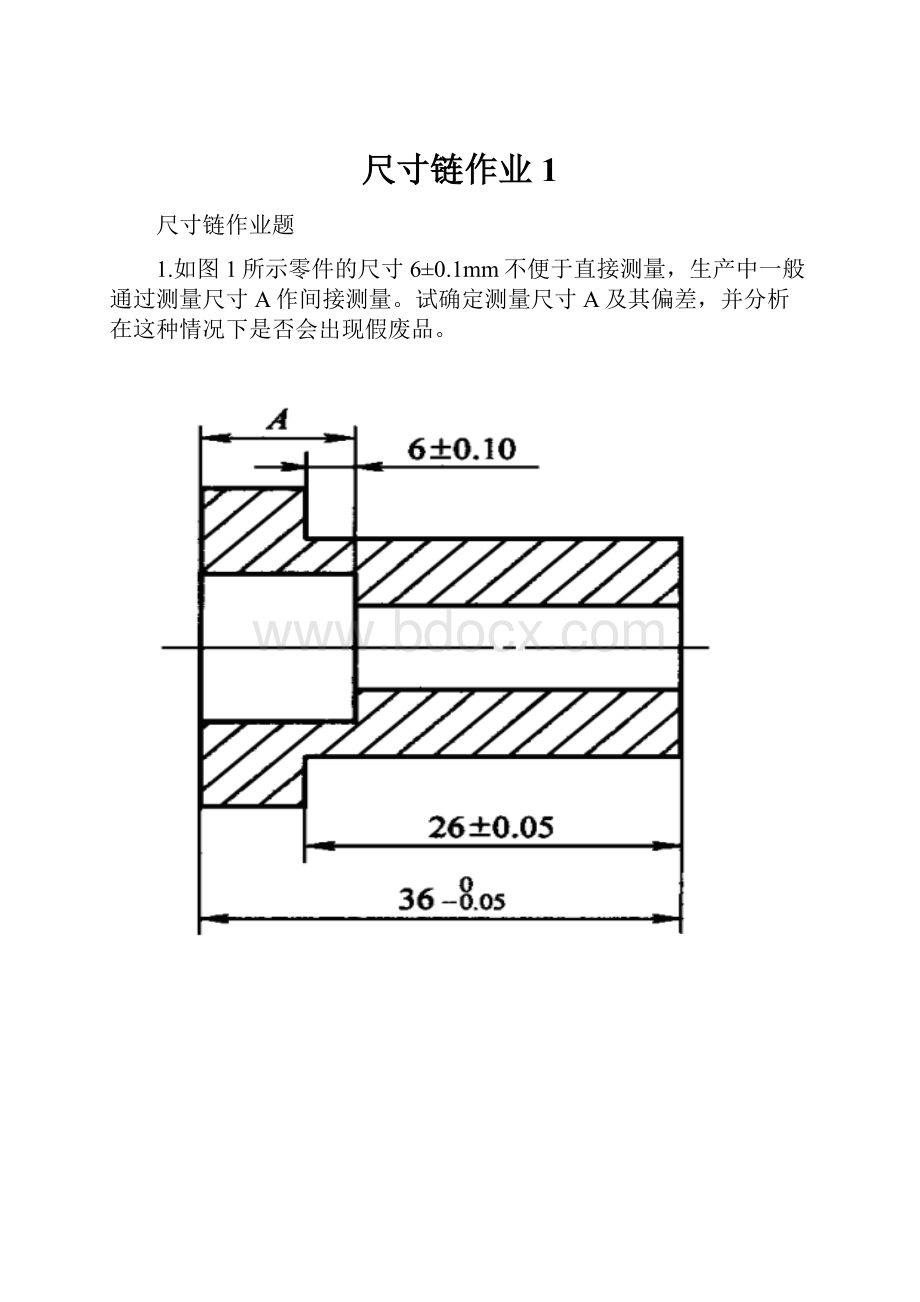
1.如图1所示零件的尺寸6±0.1mm不便于直接测量,生产中一般通过测量尺寸A作间接测量。
试确定测量尺寸A及其偏差,并分析在这种情况下是否会出现假废品。
解:
1)确定封闭环:
加工时间接保证的尺寸为A∑=6±0.10。
画出尺寸链图。
2)判断增减环:
A2、A为增环,A1为减环。
3)计算基本尺寸A∑=A2+A-A16=26+A-36A=16上偏差ESA∑=ESA2+ESA-EIA10.10=0.05+ESA-(-0.05)ESA=0下偏差EIA∑=EIA2+EIA-ESA1-0.10=-0.05+EIA-0EIA=-0.05工序尺寸
2.图2所示零件若以A面定位,用调整法铣平面B、C及槽D,试确定其工序尺寸及偏差。
图2
解:
1)确定封闭环加工时,间接保证的尺寸为80±0.18和20±0.4为封闭环,需画出2个尺寸链图。
5.图5为轴套类零件,在车床上已加工好外圆、内孔及各端面,现需在铣床铣出右端槽并保证5-0.06及26±0.3的尺寸,求试切调刀时的度量尺寸H、A及上、下偏差。
图5
2)判断增减环:
50-0.1、A为增环,10±0.1、20±0.1为减环。
3)计算基本尺寸26=A+50-20-10A=6上偏差0.3=ESA+0-(-0.1)-(-0.1)ESA=0.1下偏差-0.3=EIA+(-0.1)-0.1-0.1EIA=0
2)计算基本尺寸5=H-20H=25上偏差0=ESH-(-0.02)ESH=-0.02下偏差-0.06=EIH-0
EIH=-0.06
6.轴套零件如下图所示,其内外圆及断面A、B、D均已加工。
现后续加工工艺如下:
(1)以A面定位,钻φ8孔,求工序尺寸及其上下偏差。
(2)以A面定位,铣缺口C,求工序尺寸及其上下偏差。
解:
(1)求以A面定位,钻φ8孔的工序尺寸及其上下偏差1)确定封闭环:
加工时间接保证的尺寸为30±0.15。
画出尺寸链图。
(2)求以A面定位,铣缺口C的工序尺寸及其上下偏差1)确定封闭环:
加工时间接保证的尺寸为20±0.12,画出尺寸链图。
2)判断增减环:
60+0.1、A为增环,75-0.01为减环。
3)计算基本尺寸30=A+60-75A=45上偏差0.15=ESA+0.1-(-0.1)ESA=-0.05下偏差-0.15=EIA+0-0EIA=-0.15
4.套类工件,定位如题4图所示,欲在外圆铣一键槽,分析计算各种定位方案中H1、H2、H3的定位误差。
(1)在可涨心轴上定位,如题4图b)所示;
(2)在处于水平位置具有间隙的刚性心轴上定位,如题4图c)所示;(3)在处于垂直位置具有间隙的刚性心轴上定位;(4)如果计入工件内外圆同轴度误差t,上述三种定位方案中H1、H2、H3的定位误差又各为多少?
解:
(1)在可涨心轴上定位,如题4图b)时,计算H1、H2、H3的定位误差。
2、H3的定位误差。
工序基准为大端外圆上母线,定位基准为孔轴线,两者不重合。
ΔB=Td1/2+t可涨心轴定位,ΔY=0ΔD=ΔB=Td1/2+t
 升级会员
升级会员 