谷氨酸发酵车间的物料衡算.docx
《谷氨酸发酵车间的物料衡算.docx》由会员分享,可在线阅读,更多相关《谷氨酸发酵车间的物料衡算.docx(11页珍藏版)》请在冰豆网上搜索。
谷氨酸发酵车间的物料衡算
工艺计算
生产方法:
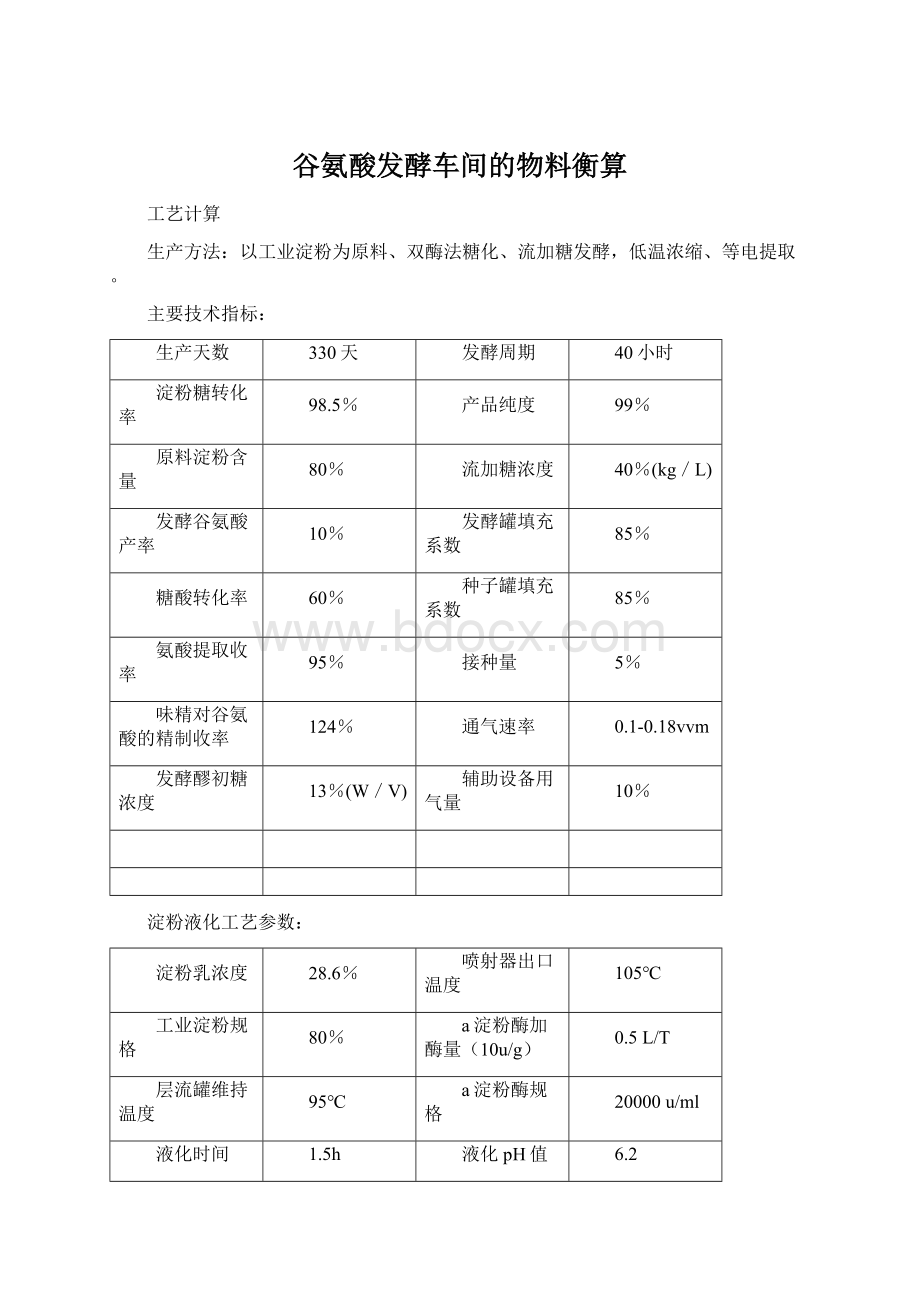
以工业淀粉为原料、双酶法糖化、流加糖发酵,低温浓缩、等电提取。
主要技术指标:
生产天数
330天
发酵周期
40小时
淀粉糖转化率
98.5%
产品纯度
99%
原料淀粉含量
80%
流加糖浓度
40%(kg/L)
发酵谷氨酸产率
10%
发酵罐填充系数
85%
糖酸转化率
60%
种子罐填充系数
85%
氨酸提取收率
95%
接种量
5%
味精对谷氨酸的精制收率
124%
通气速率
0.1-0.18vvm
发酵醪初糖浓度
13%(W/V)
辅助设备用气量
10%
淀粉液化工艺参数:
淀粉乳浓度
28.6%
喷射器出口温度
105℃
工业淀粉规格
80%
a淀粉酶加酶量(10u/g)
0.5L/T
层流罐维持温度
95℃
a淀粉酶规格
20000u/ml
液化时间
1.5h
液化pH值
6.2
CaCl2流加率
0.1%
浆料初温
20℃
淀粉质比热容
1.55KJ/Kg.K
加热蒸汽
0.3Mpa
灭酶温度
120℃
上升温度时间
20min
淀粉:
水
1:
2.5
糖化工艺参数:
糖化pH值
4.3
糖化酶规格
10万u/ml
糖化温度
60℃
加酶量(160u/g)
1.6L/T
糖化时间
25h
灭酶温度
80℃
时间
20min
培养基配方:
发酵培养基(W/V)
种子培养基(W/V)
水解糖
17%
4%
液氨
2%
0.24%
K2HP04
O.15%
0.1%
MgS04?
7H2O
0.06%
0.04%
MnS04
2mg/L
2mg/L
消泡剂
0.04%
/
玉米浆
/
l.5%
灭菌各参数:
培养基灭菌
发酵罐灭菌
蒸汽
0.4MPa
蒸汽
0.2MPa
灭菌前物料温度
20℃
200M3发酵罐重
34.3t
预热
75℃
冷却排管
6t
加热
120℃
比热容
0.5KJ/Kg*K
冷却水始温
20℃
发酵罐始温
20℃
冷却水末温
45℃
发酵罐末温
127℃
灭菌时间
1.5h
灭菌中其它蒸汽损耗
总汽耗30%
一、谷氨酸发酵车间的物料衡算
首先计算生产1000kg纯度为100%的味精需耗用的原材料以及其他物料量。
(一)、发酵液量
设发酵液初糖和流加高浓糖最终发酵液总糖浓度为180kg/
,则发酵液量为:
式中 180——发酵培养基终糖浓度(kg/
)
60%——糖酸转化率
95%——谷氨酸转化率
99%——除去倒罐率1%后的发酵成功率
124%——味精对谷氨酸的精制产率
(二)、发酵液配制需水解糖量,以纯糖计算:
(三)、二级种液量:
(四)、二级种子培养液所需水解糖量:
式中 40——二级种液含糖量(kg/
)
(五)、生产1000kg味精需水解糖总量:
(六)、耗用淀粉原料量:
理论上,100kg淀粉转化生成葡萄糖量为111kg,故耗用淀粉量为:
式中 80%—淀粉原料含纯淀粉量
98.5%—淀粉糖化转化率
(七)、液氨耗用量:
二级种液耗液氨量:
2.4V2=0.96(kg)
发酵培养基耗液氨量:
20V1=160(kg)
共耗液氨量:
160+0.96=161.0(kg)
(八)、磷酸氢二钾
耗量:
G(K2HPO4)=1.5V1+1V2=12+0.4=12.4(kg)
(九)、硫酸镁用量:
0.4V2+0.6V1=0.16+4.8=4.96(kg)
(十)、消泡剂耗用量:
0.4V1=3.2(kg)
(十一)、玉米浆耗用量:
15V2=6(kg)
(十二)、硫酸锰耗用量:
0.002V2=0.8(g)
(十三)、谷氨酸量:
发酵液谷氨酸含量为:
G1×60%(1-1%)=1360×0.6×0.99=807.84(kg)
实际生产的谷氨酸(提取率95%)为:
807.84×95%=767.45(kg)
45000t/a味精厂发酵车间的物料衡算表
物料名称
生产1t味精(100%)的物料量
生产45000t/a味精的物料量
每日物料量
发酵液量/
8
360000
1091
二级种液量/
0.4
18000
54.55
发酵水解用糖量/kg
1360
61200000
1885454.5
二级种培养用糖量/kg
16
720000
2181.8
水解糖总量/kg
1376
61920000
187636.4
淀粉用量/kg
1572.6
707670
214445.5
液氨用量/kg
161
72450
21954.55
磷酸二氢钾用量/kg
12.4
558000
1691
硫酸镁用量/kg
4.96
223200
676.4
消泡剂用量/kg
3.2
144000
436.4
玉米浆用量/kg
6
270000
818.2
硫酸锰用量/g
0.0008
36
0.11
谷氨酸量/kg
767.45
34535250
104652.3
二、谷氨酸发酵的热量衡算
热量衡算是根据能量守恒定律建立起来的,热平衡方程表示如下:
∑Q入=∑Q出+∑Q损————————(2-1)
式中 ∑Q入─输入的热量总和(kJ)
∑Q出─输出的热量总和(kJ)
∑Q损─损失的热量总和(kJ)
通常, ∑Q入=Q1+Q2+Q3 ————————(2-2)
∑Q出=Q4+Q5+Q6+Q7————————(2-3)
∑Q损=Q8 ————————(2-4)
式中 Q1—物料带入的热量(kJ)
Q2—由加热剂(或冷却剂)传给设备和所处理的物料的热量(kJ)
Q3—过程的热效应,包括生物反应热、搅拌热等(kJ)
Q4—物料带出的热量(kJ)
Q5—加热设备需要的热量(kJ)
Q6—加热物料需要的热量(kJ)
Q7—气体或蒸汽带出的热量(kJ)
把(2-2)~(2-4)式代入(2-1)式,得
Q1+Q2+Q3=Q4+Q5+Q6+Q7+Q8
值得注意的是,对具体的单元设备,上述的Q1~Q8各项热量不一定都存在,故进行热量衡算时,必须根据具体情况进行具体分析。
连续灭菌和发酵工序热量衡算计算指标(以淀粉质为原料)
计算指标见表2.1。
表2.1计算指标
项目
工艺参数
淀粉糖化转化率
98.5%
发酵谷氨酸产率
10%
糖酸转化率
60%
谷氨酸提取收率
95%
味精对谷氨酸的精制收率
124%
原料淀粉含量
80%
发酵周期
40h
生产天数
330d
(一)培养液连续灭菌用蒸汽量:
经工艺物料衡算结果,发酵采用发酵罐体积为200m3。
发酵罐装料系数85%,每罐产100%味精的量:
200×0.85×10%×95%×124%×1.272=25.47(t/d)
式中 1.272——
=
年产商品味精4.5万吨,日产100%味精136.4吨.发酵周期为40h,需发酵罐台数:
取9台
由于装罐率,所以每罐初始体积160m3糖浓度18.0g/dl,灭菌前培养基含糖20.0g/dl,其数量:
每日投料罐次
取6罐次。
灭菌加热过程中用0.4MPa,I=2743KJ/kg,使用板式换热器将物料由20°C预热至75°C,再加热至120°C,冷却水由20°C升到45°C。
消毒灭菌用蒸汽量(D):
D=3212(kg/h)≈3.2(t/h)
式中:
3.97为糖液的比热容,[KJ/(kg·°C)]
每天用蒸汽量:
3.2×3×3=28.8(t/d)
高峰用蒸汽量:
3.2×4=12.8(t/h)
平均用蒸汽量:
28.8/24=1.2(t/h)
(二)发酵罐空罐灭菌蒸汽量:
1、发酵罐体加热:
200m3的发酵罐重34.3t,冷却排管重6t,比热容0.5KJ/(kg·°C),用0.2MPa(表压)蒸汽灭菌,使发酵罐在0.15MPa(表压)下由20°C升至127°C,其蒸汽量为:
2、填充发酵罐空间的蒸汽量:
因200m3发酵罐的全容积大于200m3,考虑到罐内之排管,搅拌器等所占之空间罐之自由空间仍按200m3计算,填充空间需蒸汽量:
D空=Vρ=200×1.39=278(kg/h)
式中:
V—发酵罐全容积(m3)
ρ—加热蒸汽的密度(kg/m3)0.15mPa(表压)时为1.39(kg/m3)
3、灭菌过程的热功当量损失:
200m3发酵罐的表面积为201㎡,耗用蒸汽量:
D损=
4、罐壁附着洗涤水升温的蒸汽消耗:
式中:
0.001——附壁水平均厚度(1mm)
1000——水密度(kg/m3)
5、灭菌过程蒸汽渗漏,取总汽消耗量的30%,空罐灭菌蒸汽消耗量;
每空罐灭菌1.5h,用蒸汽量:
2148.6×1.5=3222.9(kg/罐)
每日用蒸汽量:
3222.9
=9668.6(kg/d)=9.7(t/d)
平均用蒸汽量:
9668.6/24=402.9(kg/h)=0.4(t/h)
高峰用蒸汽量:
2148.6
4=8594.4(kg/h)=8.6(t/h)
(三)液化工艺热量衡算
1、液化加热蒸汽量
加热蒸汽消耗量D可按下式计算
D=G×C×(T2-T1)÷[(h-i)η]
式中:
G——淀粉浆量(kg/h)
C——淀粉浆比热容kJ/(kg*K)
T2——浆料初温(20+273=293K)
T1——液化温度(95+273=368K)
h——加热蒸汽焓2738kJ/kg(0.3Mpa,表压)
i——加热蒸汽凝结水焓,在363K时为377kJ/kg
淀粉浆量G:
根据物料衡算,日投工业淀粉214.4t;连续液化214.4/24=8.93(t/h)。
加水量为1:
2.5,分浆量为10600×3.5=37100(kg/h)
粉浆比热C可按下式计算:
C=C0+C水
C=1.55+4.18=5.73kJ/(kg*K)
式中:
C0——淀粉质比热容,取1.55kJ/(kg*K)
C水——水的比热容,取4.18kJ/(kg*K)
蒸汽用量
D=
(kg/h)=7.1(t/h)
2、灭酶用蒸汽量
灭酶时将液化液由90℃加热至120℃,在100℃时的i为419kJ/kg
D灭=
(kg/h)=2.9(t/h)
要求在20min内使液化液由90℃升至120℃,则蒸汽高峰值为:
2.9×4=11.6(t/h)
以上两项合计,
平均量:
(7.1+2.9)/2=5(t/h);
每日用量:
5×24=120(t/d)
(四)糖化工艺热量衡算
1、糖化加热蒸汽量
加热蒸汽消耗量D可按下式计算
D2=G×C×(T2-T1)
 升级会员
升级会员 