任务一认识车床.docx
《任务一认识车床.docx》由会员分享,可在线阅读,更多相关《任务一认识车床.docx(10页珍藏版)》请在冰豆网上搜索。
任务一认识车床
项目一
车削的基本知识
任务一认识CA6140型车床
知识点
¥CA6140型车床型号简介
¥CA6140型车床的结构
技能点
¥认识CA6140型车床的结构及其基本操作
一、基础知识
1、CA6140型车床型号简介
在车床正面主轴箱上镶有标着生产厂家、型号的金属标牌,如“×××机床厂CA6140”。
其中,车床的型号代表着车床的重要信息。
根据GB/T15375—1994编制方法规定,它由汉语拼音字母及阿拉伯数字组成。
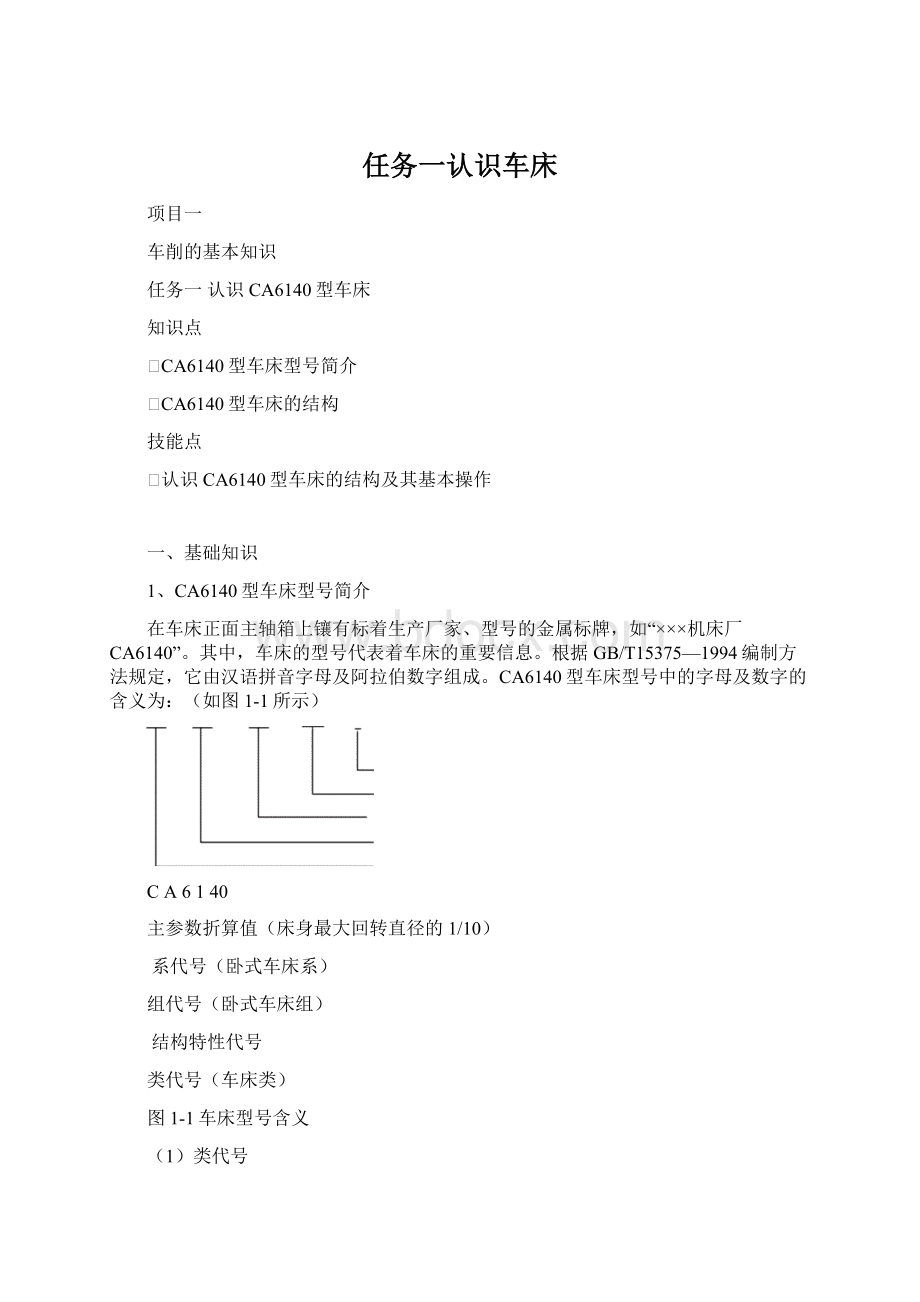
CA6140型车床型号中的字母及数字的含义为:
(如图1-1所示)
CA6140
主参数折算值(床身最大回转直径的1/10)
系代号(卧式车床系)
组代号(卧式车床组)
结构特性代号
类代号(车床类)
图1-1车床型号含义
(1)类代号
按照机床的工作原理、结构性能及使用范围,一般其可分为11类。
机床的类代号用大写的汉语拼音字母表示,见表1-1。
表1-1机床的类代号
类
别
车床
钻床
镗床
磨床
齿轮加工机床
螺纹加工机床
铣床
刨插床
拉床
锯床
其他机床
代号
C
Z
T
M
2M
3M
Y
S
X
B
L
G
Q
读音
车
钻
镗
磨
二磨
三磨
牙
丝
铣
刨
拉
割
其
(2)机床的特性代号
机床的特性代号包括通用特性代号和结构特性代号,它们位于类代号之后,均用大写的汉语拼音字母表示。
1)通用特性代号
通用特性代号有统一的固定含义,它在各类机床的型号中,表示的意义相同。
当某类型机床的通用特性代号见表1-2。
表1-2机床的通用特性代号及读音
通用特性
高精度
精密
自动
半自动
数控
加工中心(自动换刀)
仿形
轻型
简式或经济式
柔性加工单元
数显
高速
加重型
代号
G
M
Z
B
K
H
F
Q
J
R
X
S
C
读音
高
密
自
半
控
换
仿
轻
简
柔
显
速
重
2)结构特性代号对主参数值相同而结构、性能不同的机床,在型号中用结构特性代号予以区分。
结构特性代号在型号中没有统一的含义,只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号已用的字母时,结构特性代号应排在通用特性代号之后。
结构特性代号用汉语拼音字母表示,但是通用特性代号已用的字母“I”、“○”两字母不能用。
当单个字母不够时,可将两字母组合起来使用,如AD、AE、DA、EA等。
(3)机床的组、系代号
国家标准规定,每类机床划分为10个组,每个组又划分为10个系。
机床的组代号用一位阿拉伯数字表示,位于类代号之后。
机床的系代号用一位阿拉伯数字表示,位于组代号之后,见表1-3。
表1-3车床组、系划分(部分)
组
系
代号
名称
代号
名称
5
立式车床
1
单柱立式车床
2
双柱立式车床
3
单柱移动立式车床
4
双柱移动立式车床
5
工作台移动单柱立式车床
7
定梁单柱立式车床
8
定梁双柱立式车床
6
落地及卧式车床
0
落地车床
1
卧式车床
2
马鞍车床
3
轴车床
4
卡盘车床
5
球面车床
(4)机床的主参数
机床的主参数代表机床规格的大小,常用折算值(主参数乘以折算系数)表示,位于系代号之后。
车床主参数及折算系见表1-4。
表1-4常用车床主参数及折算系数
车床
主参数及折算系数
主参数
折算系数
单柱及双柱立式车床
最大车削直径
1/100
卧式车床
床身上最大工件回转直径
1/10
(5)机床重大改进序号
当对机床的结构性能有更高的要求,并需按新产品先后重新设计、试制和鉴定时,可按改进的先后顺序选用A、B、C、…,加在型号基本部分的尾部,以区别原机床型号。
例如,CA6140A型车床表示是最大车削直径为400mm,经过第一次重大改进后的车床。
2、CA6140型车床的结构
CA6140型车床的结构如图1-2所示。
它主要由床身、主轴箱、交换齿轮箱、进给箱、溜板箱、床鞍、刀架、尾座及冷却、照明装置等部分组成。
12
图1-2CA6140型车床
1—主轴箱2—交换齿轮箱3—尾座4—床身5、10—床脚
6—丝杠7—光杠8—操纵杆9—溜板箱11—进给箱12—刀架
(1)主轴箱(床头箱)
支撑主轴,带动工件做旋转运动。
箱内有齿轮、轴、拨叉等;箱外有手柄,变换手柄位置,可使主轴获得各种不同的转速。
卡盘装在主轴上,卡盘夹持工件做旋转运动,以实现车削。
(2)交换齿轮箱(挂轮箱)
接受主轴箱传递的转动,并由此传递给进给箱。
它由多级齿轮啮合,通过齿轮搭配或配合进给箱,完成车削螺纹或车削时纵、横向进刀的需要。
(3)进给箱(走刀箱)
接受交换齿轮箱传递的转动,并由此传递给光杠或丝杠,完成机动进给,通过调节面板上的手柄和手轮位置可以实现车削旋转表面和车削各种螺纹。
(4)溜板箱
接受光杠或丝杠传递的运动,以驱动床鞍、中滑板、小滑板及刀架,实现车刀的纵、横向自动进给运动。
(5)刀架
刀架安装在小滑板上,由床鞍、中滑板、小滑板的运动带动其做直线(斜线、弧线)运动,从而使车刀完成工件表面的各项车削加工。
(6)尾座
尾座安装在床身导轨上,并沿此导轨纵向移动。
它用来装夹顶尖、支顶较长工件,还可以装夹钻头、铰刀、中心钻等。
(7)床身
床身支撑和连接车床的各个部件,并保证各部件在工件时有精确的相对位置。
车床上精度要求很高的导轨(山形、平形)就安装在床身上。
(8)床脚
支撑安装在车床床身上的各个部件。
床脚上的地脚螺栓将整台车床固定在工作场地上,而其上的调整垫块可以使床身调整到水平状态。
(9)照明、冷却装置
照明灯使用安全电源,提供操作者充足的光线,保证明亮、清晰的操作环境。
切削液被冷却泵加压后,通过冷却管喷射到切削区域,降低切削温度,冲走切屑,润滑加工表面,以提高刀具寿命和工件的表面加工质量。
二、技能训练
1、启动车床
(1)检查车床各个变速手柄是否处于空档位置,离合器是否处于正确位置,操纵杆是否处于停止状态,确认无误后,合上电源总开关。
(2)按下绿色按钮,启动驱动电机。
(3)提起操纵杆手柄,正转主轴。
(4)将操纵杆手柄回到中间位置,主轴停止。
(5)将操纵杆手柄压下,主轴反转。
按下红色停止按钮,电动机停止工作。
2、主轴变速
(1)改变主轴箱正面右侧2个手柄的位置可以变换主轴转速。
参考主轴转速调配表上的指示,将主轴转速依次调整为16r/min、450r/min、140r/min,每次调节手柄后启动车床观察变速效果。
(2)转动主轴箱正面左侧手柄以调整车削右旋螺纹或车削左旋加大螺距螺纹。
主轴箱的主要变换和操作手柄如图1-3所示。
图1-3主轴箱主要变换和操作手柄
3、进给变速操作
(1)参考进给速度调配表并调整进给箱左侧手轮位置,确定纵向进给量为0.46mm/r。
(2)调整丝杠、光杠变换手柄,改为光杠进给。
(3)参考进给速度调配表并调整进给箱手轮位置车削螺距为1mm的螺纹。
4、溜板箱的手动操作
(1)顺时针转动溜板箱正面左侧的大手轮,驱动床鞍及溜板箱向右运动。
(2)逆时针转动溜板箱正面左侧的大手轮,驱动床鞍及溜板箱向左运动。
(3)顺时针转动中滑板手柄,中滑板横向进刀,向远离操作者方向运动。
(4)逆时针转动中滑板手柄,中滑板横向退刀,向靠近操作者方向运动。
(5)顺时针转动小滑板手柄,可以驱动小滑板向左做短距离纵向移动。
(6)逆时针转动小滑板手柄,可以驱动小滑板向右做短距离纵向移动。
(7)左右手分别摇动上述操作手轮,做到操作熟练自如,同时床鞍中滑板和小滑板的移动平衡、均匀。
(8)用左手摇动大手轮,右手同时摇动中滑板手柄,纵、横向快速趋近和退离工件。
(9)操作大手轮刻度盘使床鞍纵向移动125mm。
(10)操作中滑板刻度盘使刀架横向进刀0.5mm。
(11)利用小滑板分度盘将小滑板扳转30°。
5、溜板箱的机动操作
(1)操作自动进给手柄驱动床鞍做纵向自动进给。
(2)操作自动进给手柄驱动中滑板做横向自动进给。
(3)操作自动进给手柄并配合手柄顶部的快进按钮驱动床鞍做纵向快速自动进给。
(4)操作自动进给手柄并配合手柄顶部的快进按钮驱动中滑板做横向快速自动进给。
(5)操纵进给箱上的丝杠、光杠变换手柄,驱动丝杠回转,待溜板箱向右移动一定距离后,合上开合螺母,驱动丝杠做纵向进给。
溜板上的操作手柄如图1-4所示。
图1-4溜板箱上的主要变换和操作手柄
6、尾座操作
(1)沿床身导轨纵向移动尾座至合适位置,逆时针搬动尾座固定手柄,将其固定。
(2)逆时针方向移动套筒固定手柄,摇动手轮,使套筒做进、退移动。
顺时针转动套筒固定手柄,将其固定在选定的位置。
(3)擦净套筒内孔和顶尖锥柄,安装后顶尖。
(4)松开套筒固定手柄,摇动手轮使套筒后退以退出后顶尖。
尾座的结构和操作部件如图1-5所示
图1-5尾座的结构和操作部件
 升级会员
升级会员 