管道焊接及焊缝外观检查记录表.docx
《管道焊接及焊缝外观检查记录表.docx》由会员分享,可在线阅读,更多相关《管道焊接及焊缝外观检查记录表.docx(29页珍藏版)》请在冰豆网上搜索。
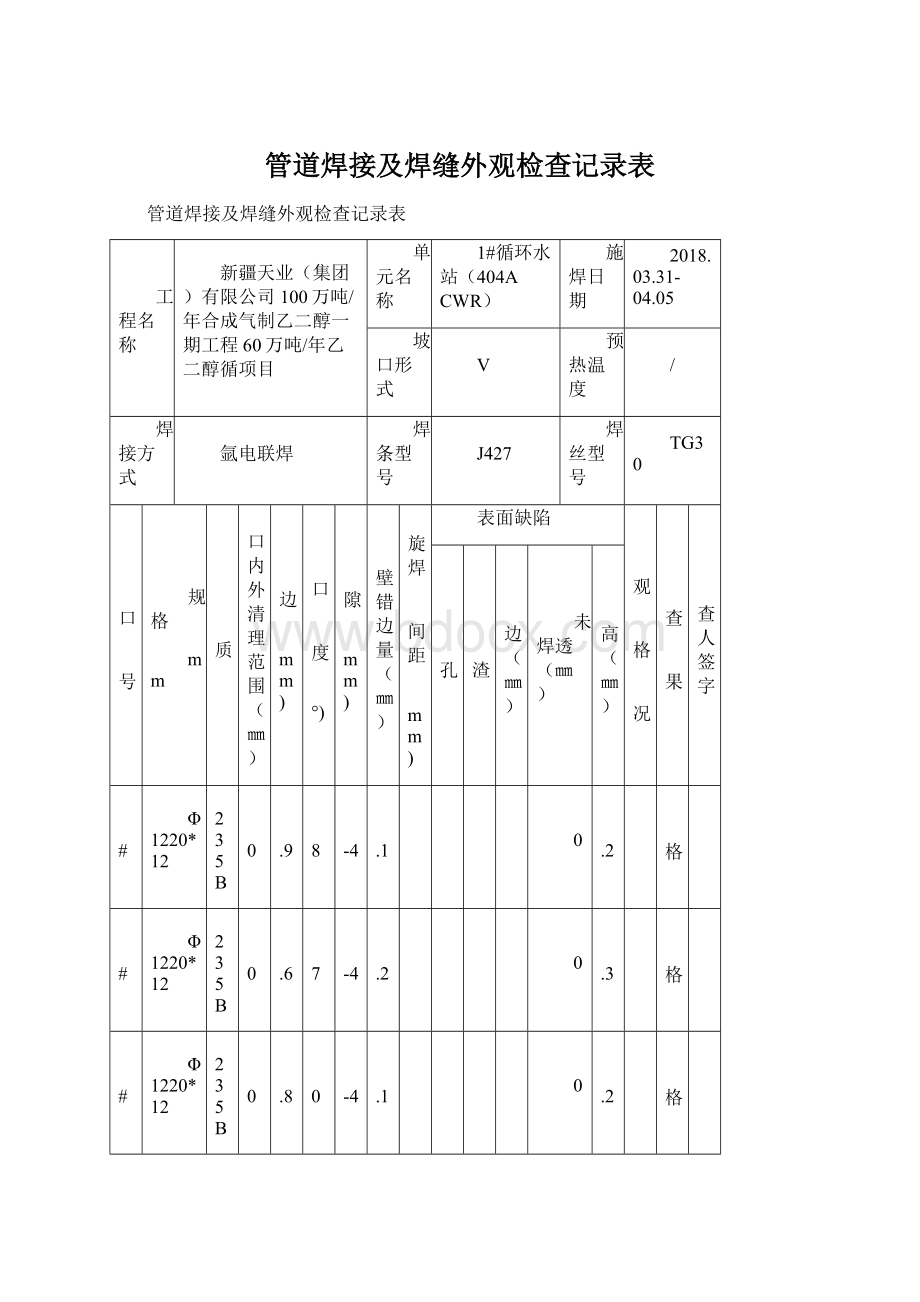
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
单元名称
1#循环水站(404ACWR)
施焊日期
2018.03.31-04.05
坡口形式
V
预热温度
/
焊接方式
氩电联焊
焊条型号
J427
焊丝型号
TG30
焊口
编号
规格
mm
材质
坡口内外清理范围(㎜)
钝边
(mm)
坡口
角度
(°)
间隙
(mm)
内壁错边量(㎜)
螺旋焊
道间距
(mm)
表面缺陷
外观
合格
情况
抽查
结果
抽查人签字
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
1#
Φ1220*12
Q235B
30
0.9
58
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
2#
Φ1220*12
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
3#
Φ1220*12
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
4#
Φ1220*12
Q235B
30
0.7
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
5#
Φ1220*12
Q235B
30
0.9
58
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
6#
Φ1220*12
Q235B
30
0.6
59
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
7#
Φ1220*12
Q235B
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
8#
Φ1220*12
Q235B
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
9#
Φ1220*12
Q235B
30
0.9
65
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
10#
Φ1220*12
Q235B
30
0.6
55
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
11#
Φ1220*12
Q235B
30
1.0
59
2-4
0.2
/
无
无
0
0
0.1
Ⅱ
合格
12#
Φ1220*12
Q235B
30
0.6
56
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
13#
Φ1220*12
Q235B
30
0.8
57
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
14#
Φ1220*12
Q235B
30
0.7
61
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
单元名称
1#循环水站(404ACWR)
施焊日期
2018.04.11-04.14
坡口形式
V
预热温度
/
焊接方式
氩电联焊
焊条型号
J427
焊丝型号
TG30
焊口
编号
规格
mm
材质
坡口内外清理范围(㎜)
钝边
(mm)
坡口
角度
(°)
间隙
(mm)
内壁错边量(㎜)
螺旋焊
道间距
(mm)
表面缺陷
外观
合格
情况
抽查
结果
抽查人签字
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
15#
Φ1220*12
Q235B
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
16#
Φ1220*12
Q235B
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
17#
Φ1220*12
Q235B
30
0.9
65
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
18#
Φ1220*12
Q235B
30
0.6
55
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
19#
Φ1220*12
Q235B
30
0.9
58
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
20#
Φ1220*12
Q235B
30
0.6
59
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
21#
Φ1220*12
Q235B
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
22#
Φ1020*12
Q235B
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
23#
Φ1020*12
Q235B
30
0.9
65
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
24#
Φ1020*12
Q235B
30
0.6
55
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
25#
Φ820*10
Q235B
26#
Φ820*10
Q235B
27#
Φ820*10
Q235B
28#
Φ820*10
Q235B
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
单元名称
1#循环水站(404ACWR)
施焊日期
2018.04.14-05.02
坡口形式
V
预热温度
/
焊接方式
氩电联焊
焊条型号
J427
焊丝型号
TG30
焊口
编号
规格
mm
材质
坡口内外清理范围(㎜)
钝边
(mm)
坡口
角度
(°)
间隙
(mm)
内壁错边量(㎜)
螺旋焊
道间距
(mm)
表面缺陷
外观
合格
情况
抽查
结果
抽查人签字
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
29#
Φ820*10
Q235B
30#
Φ820*10
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
31#
Φ820*10
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
32#
Φ820*10
Q235B
33#
Φ820*10
Q235B
34#
Φ820*10
Q235B
35#
Φ820*10
Q235B
36#
Φ820*10
Q235B
37#
Φ720*10
Q235B
30
0.9
65
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
38#
Φ1020*12
Q235B
30
0.6
55
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
39#
Φ1020*12
Q235B
30
1.0
59
2-4
0.2
/
无
无
0
0
0.1
Ⅱ
合格
40#
Φ1020*12
Q235B
30
0.6
56
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
41#
Φ1020*12
Q235B
30
0.8
57
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
42#
Φ1020*12
Q235B
30
0.7
61
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
单元名称
1#循环水站(404ACWR)
施焊日期
2018.04.13-05.02
坡口形式
V
预热温度
/
焊接方式
氩电联焊
焊条型号
J427
焊丝型号
TG30
焊口
编号
规格
mm
材质
坡口内外清理范围(㎜)
钝边
(mm)
坡口
角度
(°)
间隙
(mm)
内壁错边量(㎜)
螺旋焊
道间距
(mm)
表面缺陷
外观
合格
情况
抽查
结果
抽查人签字
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
43#
Φ1020*12
Q235B
30
0.9
58
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
44#
Φ1020*12
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
45#
Φ1020*12
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
46#
Φ1020*12
Q235B
30
0.7
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
47#
Φ1020*12
Q235B
30
0.9
58
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
48#
Φ1020*12
Q235B
30
0.6
59
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
49#
Φ1020*12
Q235B
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
30#
Φ1020*12
Q235B
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
51#
Φ1020*12
Q235B
30
0.9
65
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
52#
Φ1020*12
Q235B
30
0.6
55
2-4
0.2
/
无
无
0
 升级会员
升级会员 