汽车用压缩天然气钢瓶检验工艺卡.docx
《汽车用压缩天然气钢瓶检验工艺卡.docx》由会员分享,可在线阅读,更多相关《汽车用压缩天然气钢瓶检验工艺卡.docx(60页珍藏版)》请在冰豆网上搜索。
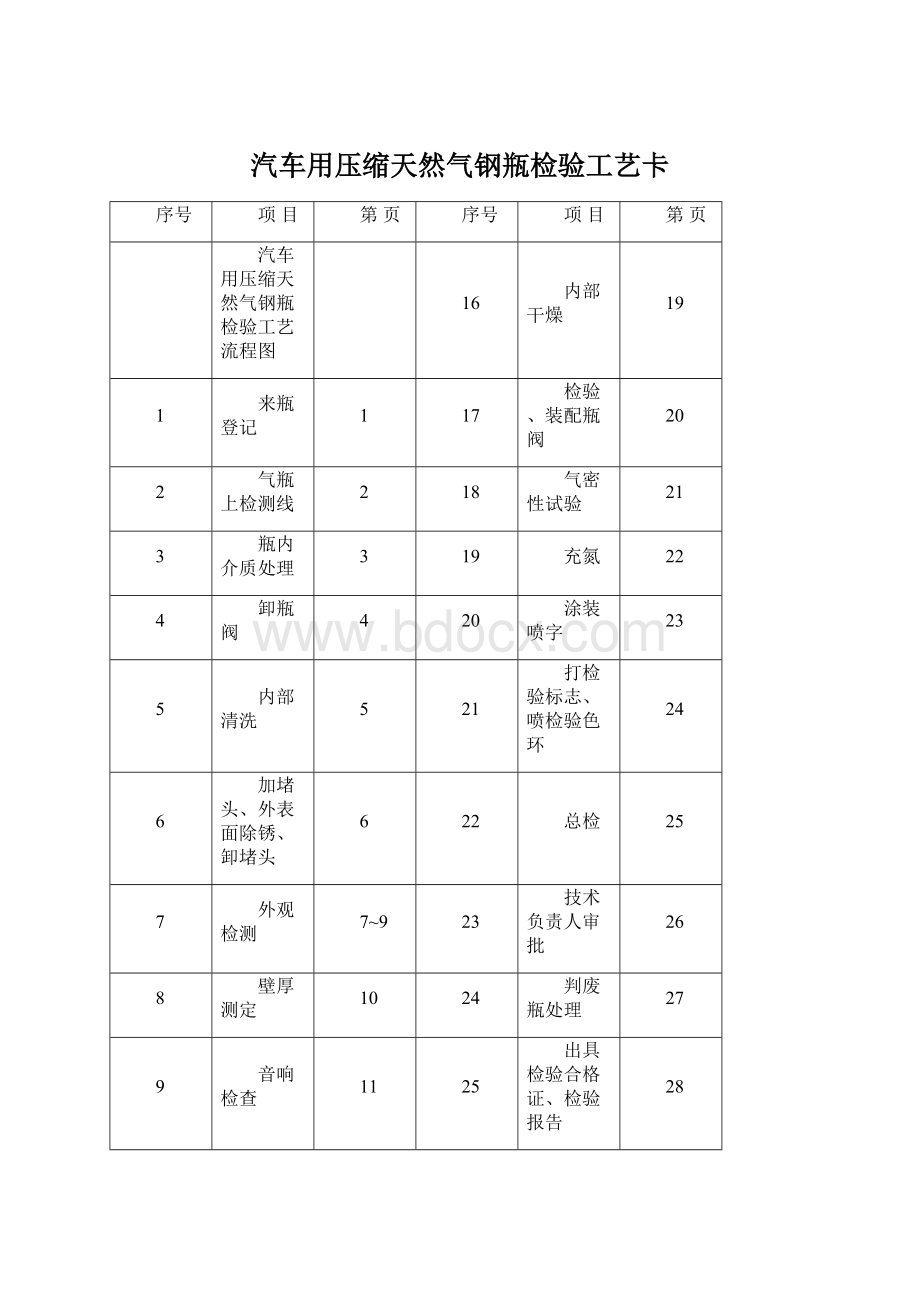
汽车用压缩天然气钢瓶检验工艺卡
序号
项目
第页
序号
项目
第页
汽车用压缩天然气钢瓶检验工艺流程图
16
内部干燥
19
1
来瓶登记
1
17
检验、装配瓶阀
20
2
气瓶上检测线
2
18
气密性试验
21
3
瓶内介质处理
3
19
充氮
22
4
卸瓶阀
4
20
涂装喷字
23
5
内部清洗
5
21
打检验标志、喷检验色环
24
6
加堵头、外表面除锈、卸堵头
6
22
总检
25
7
外观检测
7~9
23
技术负责人审批
26
8
壁厚测定
10
24
判废瓶处理
27
9
音响检查
11
25
出具检验合格证、检验报告
28
10
瓶口螺纹检查
12
26
出具判废通知书
29
11
内部检查
13
27
入库和发放
30
12
无损探伤检查
14
28
资料归档
31
13
空瓶重量测量
15
14
容积测量
16
15
水压试验
17-18
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
来瓶登记
01
第01页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.登记制造标志和检验标志
1.逐只检查记录钢瓶制造标志和检验标志。
记录内容包括国别、制造单位许可证号或单位代码、钢瓶编号、制造年月、公称工作压力、水压试验压力、实际容积、实际重量、瓶体设计壁厚、上次检验日期、钢瓶所在车辆的车牌号。
2.未经锅炉压力容器安全监察部门认可的厂商制造的钢瓶、制造标志不符合GB17258或《气瓶安全监察规程》规定的钢瓶、制造标志模糊不清或项目不全导致无法评定的钢瓶、有关政府文件规定不准再用的钢瓶,登记后不予检验,按报废处理。
3.对使用期找过5年的出租车用钢瓶及使用期超过10年的其他车辆用钢瓶,登记后不予检验,按报废处理。
1.审查送检气瓶的充装单位或用户是否在本公司检验任务授权的范围和地区,如果不是则不予受理,如果是则受检接收该批钢瓶,在每只气瓶阀座挂上本公司检验的顺序编号的号牌。
2.号牌应用铁丝系牢。
3.接收用户送检瓶时应在送检人员在场情况下做好下列工作:
(1)查清送检瓶型号规格,清点来瓶数量,并分别按类堆放;
(2)查看钢瓶有无明显变形、凹陷、鼓点、火烧、裂纹、严重腐蚀、不规范修理等缺陷,并做好记录;
(3)记录用户要求的标记编号等;
(4)逐只检查技术要求与评定标准中第一条内容;(5)查看瓶阀等附件完好情况;
(6)对于钢瓶受到严重腐蚀或其它严重损伤而提出送检的钢瓶应作特殊标记,指出重点检查部位;
(7)与用户签订合同或填写钢瓶检验接收单(一般情况下,从合同签订之日到检验完成不超过10天)送通知车间(一联交车间);
(8)上述内容登记在检验流程卡上与钢瓶一并递交检验员;
(9)凡按标准要求的判废瓶用红漆在瓶体上写上“报废”字样并另行存放处理。
1.查阅用户所在地区;
2.目测核对实物做好记号;
3.填写钢瓶接收记录;
4.原始标记检查;
5.出具检验工艺流程卡
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
气瓶上检测线
02
第02页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
气瓶上检测线
来瓶登记后,气瓶通过平衡吊上传送架,水平放置到氮气置换工位。
目测放置是否平稳预定工位。
平衡吊
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
瓶内介质处理
03
第03页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
瓶内介质处理
对瓶内的介质,在保证安全、卫生和不污染环境的条件下,采用适当的方法将气体排净,然后用氮气进行置换。
1.钢瓶平稳放置到氮气置换工位;
2.人工将高压软管接头与瓶阀连接旋紧,显示压力不大于0.1Mpa,打开排气球阀,排气至常压,关闭球阀;(大于0.1Mpa时需将气瓶送到残气处理站处理。
)
3.打开真空管道球阀,将气瓶内部抽成真空,关闭球阀;
4打开氮气管道球阀,将氮气冲入瓶内,关闭球阀;
5.再次打开排气球阀,排气至常压,卸下高压软管,氮气置换完成;
6.由于输送架有一定的倾斜度(角度为5°),气瓶可较轻松地滚到瓶阀机前。
目测。
用压力表检测氮气压力和瓶内压力。
TDI-1氮气置换装置
氮气瓶
氮气压力表
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
卸瓶阀
04
第04页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
瓶阀的拆卸与表面清理
确认瓶内压力与大气压力一致时,由检验机构负责拆下瓶阀。
1.确认瓶内残液残气处理干净后,用氮气置换确认瓶内压力与大气压力一致时,方可卸瓶阀;
2.开启手控气动阀,释放阻瓶器,使气瓶进入卸瓶阀机工位;
3.人工套上卡头(卡头可根据气瓶规格进行调整),开启夹紧系统手控气动阀夹紧气瓶;
4.开启卸阀按钮,关闭夹紧系统手控气动阀,夹紧系统松开气瓶;
5.开启拨瓶器手控气动阀,拨瓶器将气瓶拨出卸瓶阀工位,关闭拨瓶器手控气动阀,拨瓶器复位,卸瓶阀完成;
6.检查阀座有无损伤;
7.对于瓶阀无法开启或拆下的钢瓶,应与待检瓶分别存放,以待另行妥善处理;
8.气瓶滚至转向盘,开启转向盘旋转手控气动阀,转向盘顺时针旋转90°,开启拨瓶手控气动阀,将气瓶拨出滚至内部清洗机前。
温度计测气温,手感目测瓶阀拆卸。
TJW-1型气瓶瓶阀装卸机
活扳手
温度计
瓶阀装卸专用工具
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
内部清洗
05
第05页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
内部清洗
用不损伤瓶体金属的适当方法将内表面的污垢、腐蚀产物、沾染物等有碍表面检查的杂物除去。
1.开启阻瓶器手控气动阀,释放4个气瓶进入内部清洗机工位,自动定位;
2.开动内部清洗机,翻转手控气动阀,使气瓶口朝下翻转75°,翻转角度应确保气瓶瓶内不留余水。
3.开启预紧器手控气动阀,预紧器使气瓶口部与喷嘴达到密封状态;
4.气瓶内部清洗机分别用清水、热水进行冲洗,内表面应无污垢腐蚀产物、沾染物等杂物;
5.气瓶内部清洗完毕,按下压缩空气控制按钮,开启压缩空气对气瓶内部进行吹干,检查气瓶内部水迹是否吹干,吹干后关闭压缩空气控制按钮;
6.检查内部清洗质量。
用24V的照明装置检查内表面,应无污垢、腐蚀产物、沾染物等。
ZNG-1气瓶内部清洗机
空气压缩机
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
加堵头、气瓶外表面除锈、卸堵头
06
第06页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
外表面除锈和涂敷物
用不损伤瓶体金属的适当方法将钢瓶外表面的污垢、腐蚀产物、沾染物等有碍表面检查的杂物以及外表面的疏松涂敷物清除干净。
1.气瓶滚动至加堵头处,由人工旋上颈圈堵头,保护气瓶螺纹,滚入气瓶除锈间;
2.气瓶滚动上工位,推瓶器将气瓶将气瓶推入除锈机内,除锈过程能自动完成,抛丸,回收丸能自动进行。
确保不损伤瓶体,粉尘通过专用装置进行处理,确保符合环保要求,钢丸直径一般选用1.0-2.5mm;
3.气瓶除锈后自动滑出,将气瓶拨出工位,除锈完毕;
4.气瓶滚动出除锈间,人工卸掉堵头;
5.逐只检查外表面除锈质量;
6.钢瓶死角处,由人工铲刮或用钢丝刷磨光机清除干净。
目测
抛丸除锈机
钢丝刷磨光机
砂纸
锉刀
装卸堵头专用工具
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
外观检测
07
第07页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
1.金属机械性损伤检查
应逐只对钢瓶进行目测检查,检查其外表面是否存在凹坑、鼓包、磕伤、划伤、裂纹、夹层等机械性损伤及凹陷、热损伤、腐蚀等缺陷,应重点检查瓶体与瓶底过渡处、瓶肩、瓶颈及钢瓶固定装置与瓶体接触处。
瓶体存在裂纹、鼓包、夹层等缺陷的钢瓶应报废。
瓶体磕伤、划伤、凹坑处的剩余壁厚小于设计壁厚的钢瓶应报废。
对未达到报废条件的缺陷,特别是线性缺陷或尖锐的机械损伤应进行修磨,使其边缘圆滑过渡,但修磨后的剩余壁厚不得小于设计壁厚。
测量凹坑、磕伤、划伤深度方法之一,划痕深度值以最深处为准,测量用专用量,如下图:
卡板的型面曲尺半径应与钢瓶外廓相吻合,千分表的针头插入缺陷中测量其深度,针头的楔角≤31°,半径≤0.25mm要定期校对千分表读数,以消除由于针头磨损造成的误差。
凹陷、凹坑、磕伤的周边有时可见少许突起,使测量样板或直尺不能与瓶体表面完全贴合,此时考虑由此引起的测量误差方法之二:
将软铅锤满凹坑、磕伤、划伤之中,取出软铅,因卡尺量的最大软铅高度即为凹坑、磕伤、划伤深度。
目测
用千分表专用量具直接测量凹坑磕伤、划伤深度,用超声波测厚仪在无缺陷处测得瓶体实际壁厚,剩余壁厚=实测壁厚减去测得缺陷深度,然后将计算出剩余壁厚,与设计壁厚进行比较,判断是否合格
用游标卡尺测量缺陷中软铅厚度,即为缺陷深度
专用卡板
千分表
软铅
游标卡尺
超声波测厚仪
角向砂轮
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
外观检测
07
第08页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
2.凹陷检查
瓶体凹陷深度超过1.5mm或大于凹陷短径1/35的钢瓶应报废。
瓶体凹陷中国带有划伤或磕伤时,若其缺陷深度大于有关规定,或其缺陷深度虽小于其规定,但其磕伤或划伤长度等于或大于凹陷短径,且凹陷深度超过1.0mm或凹陷深度大于凹陷短径的1/40,则该钢瓶报废。
以凹陷的弦为基准测量深度,量具为游标卡尺、直尺,直尺沿钢瓶轴线放置、直尺长度应大于凹陷最大直径的三倍。
以凹陷处瓶体外圆周的弧为基准测量深度,量具为游标卡尺、弧形样板,弧形样板应沿圆周放置样板弧长应大于钢瓶周长的2/5。
用钢直尺测短径
用游标卡尺测量凹陷深度
10倍放大镜查看划伤
千分表测磕伤、划伤深度
游标卡尺
钢直尺
千分表
专用卡板
超声波测厚仪
10倍放大镜
检验工艺卡
产品名称
工序名称
工序编号
共31页
汽车用压缩天然气钢瓶
外观检测
07
第09页
检验项目
技术要求与评定标准
操作要点
检验方法
设备及检验器具
3.热损伤检查
瓶体存在弧疤、焊迹或明火烧烤等热损伤而使金属受损的钢瓶应报废。
将钢瓶滚动一周目测查看
目测
4.腐蚀检查
对瓶体上鼓励的点腐蚀、线状腐蚀、局部腐蚀及普遍腐蚀处的剩余壁厚小于设计壁厚的钢瓶应报废。
因腐蚀严重,无法判断腐蚀程度的钢瓶应报废。
测量方法同本工序1
用超声波测厚仪测量壁厚
检验方法同本工序1
同本工序1
5.筒体变形检查
测量筒体,有下列情况之一的钢瓶应报废:
1.筒体的圆度,在同一截面上测量其最大与最小外径之差,超过该截面平均外径的2.0%;2.筒体的直线度超过瓶体直线段长度的4‰,且
 升级会员
升级会员 