金属结构制作安装工程施工.docx
《金属结构制作安装工程施工.docx》由会员分享,可在线阅读,更多相关《金属结构制作安装工程施工.docx(74页珍藏版)》请在冰豆网上搜索。
金属结构制作安装工程施工
第十二章金属结构制造安装工程施工
12.1概述
12.1.1工程范围
(1)进水口拦污栅埋件、轨道、拦污栅的制作与安装,启闭机设备安装;
(2)进水口事故检修闸门预埋件埋设、门槽、闸门的制作与安装,启闭机设备安装;
(3)泄洪(冲砂)孔事故检修闸门预埋件埋设、门槽、闸门的制作与安装,启闭机设备安装;
(4)泄洪(冲砂)孔工作闸门预埋件埋设、门槽、闸门的制作与安装,启闭机设备安装;
(5)排污表孔工作闸门预埋件埋设、门槽、闸门的制作与安装,启闭机设备安装。
安装工作还包括合同规定的各项设备调试和试运转工作,以及试运转所必需的各种临时设施的安装。
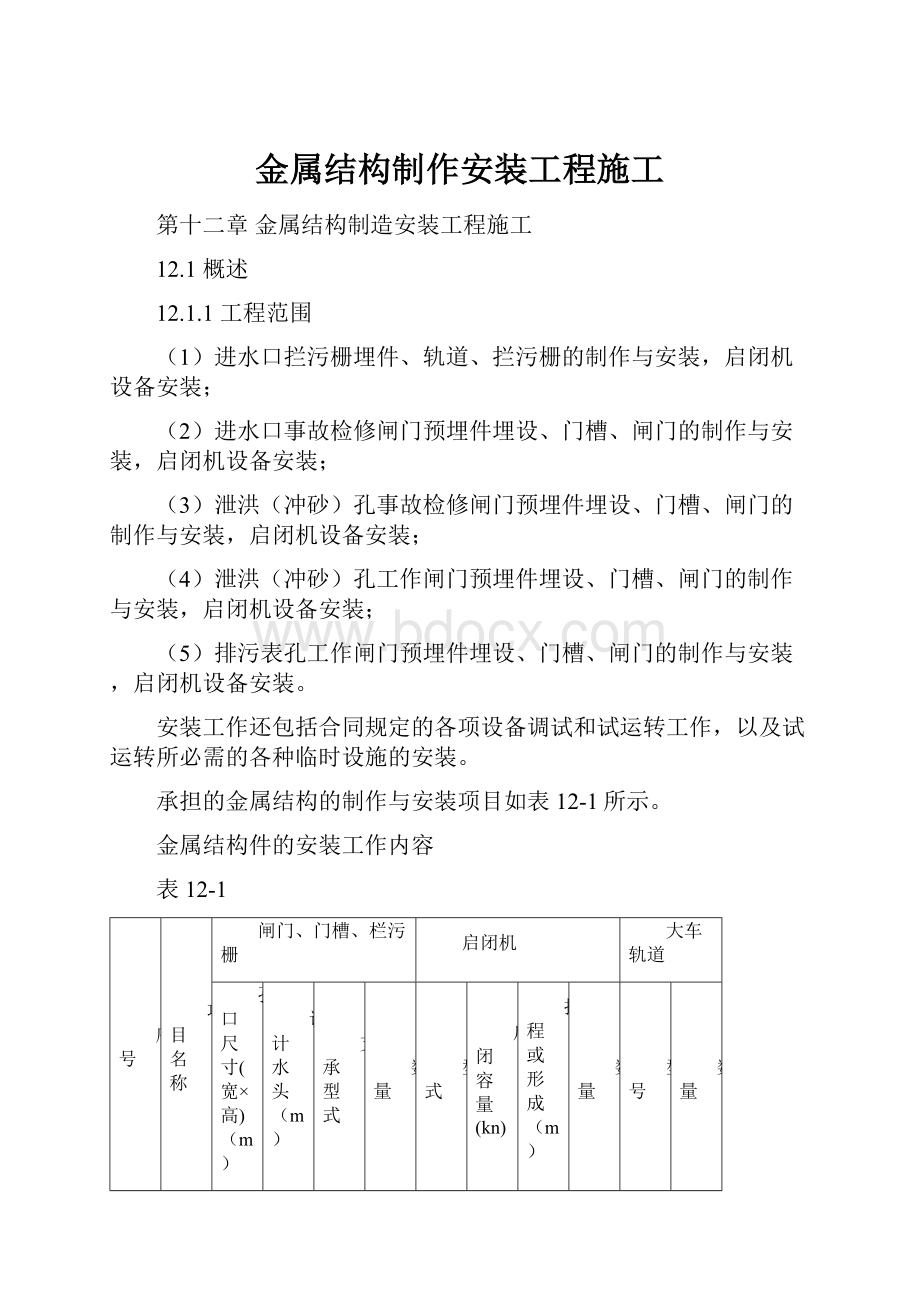
承担的金属结构的制作与安装项目如表12-1所示。
金属结构件的安装工作内容
表12-1
序号
项目名称
闸门、门槽、栏污栅
启闭机
大车轨道
孔口尺寸(宽×高)(m)
设计水头(m)
支承型式
数量
型式
启闭容量(kn)
扬程或形成(m)
数量
型号
数量
1
进水口栏污栅
4.0×5.5
4
钢滑块
2
双向门机(含清污机抓斗)
250
6
1
P43单根长约13m
1套
2
进水口栏污栅槽
2
3
进水口事故检修闸门
3.2×3.8
20
定轮
1
固定式卷扬机
630
22.5
1
4
进水口事故检修闸门槽
1
金属结构件的安装工作内容
续表12-1
序号
项目名称
闸门、门槽、栏污栅
启闭机
大车轨道
孔口尺寸(宽×高)(m)
设计水头(m)
支承型式
数量
型式
启闭容量(kn)
扬程或形成(m)
数量
型号
数量
5
泄水(冲沙)孔事故检修闸门
5.0×4.546
28
定轮
2
固定式卷扬机
2×400
30
2
6
泄水(冲沙)孔事故检修闸门槽
2
7
泄洪(冲沙)孔工作闸门
5.0×3.5
28
直支臂圆柱铰
2
固定式卷扬机
2×400
6
2
8
泄洪(冲沙)孔工作闸门槽
2
9
排污表孔工作闸门
5.0×2.5
2.5
定轮
1
固定式卷扬机
2×60
2.5
1
10
排污表孔工作闸门槽
1
金属结构件的制作工作内容表
表12-2
编号
制造项目名称
单位
数量
估算工程量
单重(t)
合重(t)
1
进水口栏污栅
扇
2
10
20
2
进水口栏污栅槽
孔
2
12
24
3
进水口事故检修闸门
扇
1
11
11
4
进水口事故检修门槽
孔
1
10
10
5
泄洪(冲沙)孔事故检修闸门
扇
2
18
36
6
泄洪(冲沙)孔事故检修门槽
孔
2
16
32
7
泄洪(冲沙)孔工作闸门
扇
2
27
54
8
泄洪(冲沙)孔工作门槽
孔
2
7
14
9
排污表孔工作闸门
扇
1
4
4
10
排污表孔工作门槽
孔
1
1
1
12.1.2引用标准
DL/T5018-94《水利水电工程钢闸门制造、安装及验收规范》
GB3274—88《普通碳素结构钢和低合金结构钢热轧厚钢板和钢带》
GB11352—89《一般工程用铸造碳钢件》
JB/ZQ4279—86《合金铸钢》
GB5117—85《碳钢焊条》
GB5118—85《低合金钢焊条》
GB984—85《堆焊焊条》
GB983—85《不锈钢焊条》
GB1300—77《焊接用钢丝》
GB5293—85《碳素钢埋弧焊用焊剂》
JB3223-83《焊条质量管理规程》
SDZ008-84《水工建筑物金属结构焊接技术规范》
SDZ009-84《手工电弧焊及堆弧自动焊焊工考试规则》
GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸》
GB986—88《埋弧焊焊缝坡口的基本形式和尺寸》
SDZ012—85《铸钢件通用技术条件》
SDZ016—85《锻件通用技术条件》
Q/ZB75—73《机械加工通用技术条件》
Q/ZB76—73《装配通用技术条件》
SDZ014—85《涂漆通用技术条件》
GB11373-89《热喷涂金属件表面预处理通则》
GB9793《热喷涂锌及锌合金涂层》
GB9794《热喷涂锌及锌合金涂层试验方法》
GB50256-96《电气装置安装工程起重机电气装置施工及验收规范》
DL/T5039-95《水利水电工程钢闸门设计规范》
DL/T5019-94《水利水电工程启闭机制造、安装及验收规范》
12.2一般技术要求
12.2.1材料
闸门制造所用的金属材料,包括黑色金属材料和有色金属材料,必须符合施工图纸样规定,其机械性能和化学成份必须符合现行的国家标准或部颁标准,并应具有出厂合格证。
如无出厂合格证或标号不清,或数据不全、或对数据有疑问者,应每张或每件进行试验,试验合格并取得监理人的同意才能使用。
凡钢板表面存在的缺陷超过GB3274-88的有关规定时,不得用于制造闸门的承重构件。
(1)焊条型号或焊丝代号及其焊剂必须符合施工图样规定,当施工图样没有规定时,应选用与母材强度适应的焊接材料。
(2)焊条应符合GB5117-85、GB5118-85、GB984-85、GB983-85的有关规定;
(3)自动焊用的焊丝应符合GB1300-77的有关规定;
(4)碳钢埋弧焊用焊剂应符合GB5293的有关规定;
(5)焊接材料必须具有产品质量合格证;
(6)焊条的储存、保管与使用须遵照JB3223-83的规程执行。
(1)止水橡皮材料的物理机械性能应符合图纸及DL/5018规范附录J的规定,其含胶量(新胶)不小于60%。
(2)其他止水材料的物理机械性能应符合设计图样的要求;
(3)止水橡皮用压模法生产,其尺寸的公差应符合施工图样要求;
(4)止水橡皮的供货数量应比施工图样的数量多5%,以备安装消耗之用。
金属结构防腐材料、轴镀层材料以及转动部位灌注的润滑脂应符合本合同和施工图样的规定,其性能应符合有关标准。
12.2.2制作
金属结构的焊接按施工图样和DL/T5018-94第
焊工的考试按SDZ009-84的规定执行。
经考试合格,并持有有效合格证的焊工才能参加相应焊接材料一、二类焊缝的焊接;只有平、立、横、仰四个位置考试合格的焊工才能进行任何位置的焊接。
焊缝坡口的型式与尺寸应符合施工图样规定,当施工图样没有标明时,按GB985-88或GB986-88执行。
除施工图样另有说明者外,所有焊缝均为连续焊缝。
钢板的拼接接头应避开构件应力最大断面,还应避免十字焊缝,相邻的平行焊缝的间距不应小于100mm。
除施工图样另有说明者外,焊缝按DL/T5018-94第,并按该规范第4.4条至第4.5条进行质量检查和处理。
螺栓的规格和材料、制孔和连接应符合施工图样和DL/T5018-94第,其材料为1Cr18Ni9Ti。
工艺流程和焊接工艺
对于复杂构件应按事先制作好的样板下料、拼装。
各项金属结构的加工、拼装与焊接、应按事先编制好的工艺流程和焊接工艺进行。
制作过程中应随时进行检测,严格控制焊接变形和焊缝质量,并根据实践对工艺流程和焊接工艺进行修正,对于焊接变形超差部位和不合格的焊缝,应逐项进行处理,直至合格后才能进行下一道工序。
单个构件用于制造闸门或门槽埋件的型钢或组焊而成的单个构件应进行整平和矫正,其偏差应符合DL/T5018-94表
铸钢件应符合施工图样和SDZ012-85的规定。
铸钢件的化学成份和机械性能应符合GB11352-88或JB/QZ4279-86的规定;热处理及硬度应符合施工图样要求。
铸钢轨道、滚轮、支铰的质量要求和允许补焊范围分别按DL/T5018-94第
当铸件的缺陷超出上述规定时,应经技术、质量检查等有关部门研究同意,制订可靠的补焊措施,并得到监理人的同意才能补焊。
补焊后的质量应符合设计要求。
所有铸件缺陷的补焊,均应按照DL/T5018-94第
锻件
锻件按施工图样和SDZ016-85锻造。
锻件的质量检查按施工图样及SDZ016-85的规定进行。
吊具、吊轴、轮轴、支铰轴不得补焊。
零部件
零部件的加工和装配按施工图样和Q/ZB75-73、Q/ZB76-73的规定执行。
装配后应在转动部位灌注润滑脂。
金属结构防腐
(1)只有经过整体组装检查合格,得到监理人认可的金属结构,才能进行表面防腐工作。
钢材预防腐工艺除外。
(2)各防腐项目除工地现场安装焊缝两侧100~200mm范围内的防腐工作由工地现场安装完成外,其余防腐工作均在厂内完成。
除此之外,还应预留提供工地现场安装焊缝两侧的防腐材料和由于运输撞需要修补的防腐材料,这样材料的品种,性能和颜色应与厂内使用的合同规定的防腐材料一致,数量应满足现场防腐工作的需要。
(3)应根据施工图和规范及招标文件对金属结构的防腐的要求,制订防腐和施工规程(包括使用设备、人员配备检验手段等),并报监理人审批。
(4)防腐项目和防腐方法
各闸门的防腐项目、防腐方法及涂料规格、品种、涂膜厚度见表12-3。
防腐参数表
表12-3
项目
涂层
涂料名称
干漆膜厚度(μm)
备注
所有闸门结构包括埋件外露部分
底层
喷锌
≥120
埋件的不锈钢表面不涂装
中间层
环氧云铁防腐漆
50
面层
氧化橡胶漆
60~100
埋件的埋人混凝土部分
涂苛性钠水泥浆
1)喷锌技术
a.喷锌工艺按规范和GB9793-89的有关规定执行。
b.表面预处理用喷砂法按GB11373-89和GB9793-88执行。
经处理的钢材表面应达到GB8923规定的除锈等级Sa1/2级,粗糙度Rz=40~80μm,且应干燥、无灰尘。
埋件埋入混凝土一侧表面除锈等级为Sa1级。
涂用技术材料应符合GB9793-89的规定。
锌涂层的检验:
锌涂层的外观、涂层厚度及测量、综合性能、耐腐蚀性、密度等必需符合GB9793-89的规定,其实验按GB9794-88中规定的实验方法实施。
2)涂漆技术
a.涂料的牌号、涂层道数、每道漆膜厚度及漆膜总厚度必须符合施工图和标书的规定。
b.油漆的质量和调剂应符合SDZ014-85的规定。
c.涂料的技术要求按SDZ014-85有关规定执行。
d.漆膜外观检查:
漆膜不得有尾、缩孔、起泡、喷丝、发白失光、浮色、流挂、透色、咬底、皱皮、桔皮等弊病,干膜不得有白化、针孔、细裂龟裂、回粘、剥落等弊病。
e.漆膜性能检验:
漆膜的干透性、粘手性硬度、粘附力及弹性按SDZ014检验,并应符合该标准的规定。
f.漆膜的厚度用测量仪测量。
每10m2不少于三处。
厚度误差不得超过要求厚度的±20%。
g.封闭涂装应在喷锌完成后,锌层尚有余热时进行。
厂内组装和试验
原则上所有金结制造项目均需在制造厂内进行整体拼装试验以检查和了解各设备的整体状态,拼装特点及各运动部件的工作性能。
提交一份详细的组装试验报告;每项目的组装方法、检查项目和试验方法及有关数据等,经监理人认可后,并在有监理人和工程设计单位代表参加时实行。
包装与运输
各个制造项目的成品应配套运输,并用油漆标明设备或构件的名称或编号。
零部件应装箱运输,支承环、连接板等应绑扎成捆运输。
弧形闸门的门叶等弧形构件应采用弧形托架裸装。
应采取措施防止变形和腐蚀。
加工面应加以保护。
产品包装后的尺寸和重量,不能超过既有运输条件的限制。
止水橡皮应妥善包装、运输,橡塑复合水封不得盘卷或折弯。
其它要求
闸门埋件制造应按施工图样及DL/T5018-94第八章第三节埋件制造的规定执行。
平面闸门制造应按施工图样和DL/T5018-94第八章第四节平面闸门制造的规定执行。
弧形闸门制造应按施工图样和DL/T5018-94第八章第五节弧形闸门制造的规定执行。
栏污栅埋件及栅体的制造应按施工图样和DL/T5018-94第十章栏污栅制造和安装的有关规定执行。
12.3闸门制造
12.3.1闸门制造工艺流程
弧形闸门制造工艺流程
弧形闸门制造工艺流程见图12-1所示。
弧形闸门制造工艺流程图
图12-1
平板闸门制造工艺流程见图所示。
平板闸门制造工艺流程图
图12-2
闸门投产前根据招标文件的及图样要求,按照工艺设计程序进行图样的工艺性审核,拟定工艺方案和编制工艺文件。
对关键零部件和关键工序还要按工艺评审程序组织相关部门和人员进行工艺评审。
确保工艺流程和工艺措施的合理可靠,并满足检验计划的要求。
投产前,对所需工具进行清查鉴定,确保完好;新购置的量具必须有制造厂家的生产许可证及CMC标志,有出厂合格证明,并须送国家认可的计量检定机构进行检定。
用于本项工程的量具,不得随意更换。
(1)下料平台:
检查调整施工平台,并对其进行加固,要求总体不平度不得大于10mm,局部不平度不得大于5mm,下料平台要有足够的刚度,周围环境良好,光线充足,夜间有良好的照明条件。
(2)工字梁、T型梁组装胎具和自动焊胎具见右图。
(3)拼装平台:
平板闸门钢平台和弧形门拼装弧台基础为钢筋混凝土,总体结构要求有足够的刚度和强度,并便于操作。
制造所用的金属材料,必须符合设计图样的规定,编制材料采购清单时,要列明所购材料的名称、材质、规格、型号、数量及用途。
所有材料均要有材质证明和出厂合格证书。
金属材料除符合图纸规定外,其化学成份、机械性能必须符合现行的有关国家标准和部颁标准;对标号不清或对数据有疑问者,要进行复验,复验合格的材料才能用于本项目。
焊接闸门所使用的焊条、焊药必须符合设计图样的规定。
焊接材料必须具有出厂质量证明书及机械性能检验记录。
焊条、焊丝、焊剂放置于通风、干燥的专设库房内,其温度保持在5℃以上,相对湿度不大于50%。
焊条由专人保管,烘烤和发放,并及时做好烘烤实测温度和焊条发放及回收记录,烘焙温度和时间应严格按焊条说明书规定进行控制。
止水橡皮的物理机械性能必须符合招标文件和施工图样的规定,其橡皮的性能应达到GB1076和DL/T5018附录J的规定。
止水橡皮的供货长度应考虑到安装的损耗,其长度应比制造图样多10%。
a.铸钢件按施工图样和SDZ012《铸钢件通用技术条件》的规定铸造,其化学成分和机械性能需符合GB11352或JB/QZ4279的规定。
锻件按施工图纸和SDZ016《锻件通用技术条件》锻造,质量应符合施工图样的规定。
吊具、吊轴、轮轴等表面缺陷不得补焊。
复合材料滑道的型号、材料、性能等要符合图纸要求。
涂装材料必须符合施工图纸规定,涂料必须具有产品说明书、产品批号、生产日期、防伪标志、合格证及检验资料。
钢材、焊材、涂装材料应分别存放。
材料库内,应分批,有次序摆放,有明显标识、标明名称、规格、材质、数量和使用项目。
(1)放样下料工序统一由专门的备料工段进行。
(2)按图纸尺寸进行1:
1放样、校核各部尺寸,制作必要的检查样板。
(3)制作生产样板:
如:
纵隔板样板、边梁腹板样板、吊耳样板等。
(4)所有型材、板材在下料前都要进行变形检查及矫正,钢板采用平板机矫平,型钢采用压力机矫正。
(5)下料时要考虑预留合理的工艺余量,主要有切割余量、刨边余量、焊接收缩量和加工余量等,其要求均要在工艺文件中明确规定。
(6)已做样板的部件均须按样板,用划针划线后进行下料,并划出切割线、检查线、加工线等。
(7)下料前所有部件均应作标记,即用色漆标明名称、件号和数量,并经专职质检员确认合格后,开据转移单据,转入下道工序。
(8)面板按分节配料图进行下料,面板各节组拼缝与纵、横梁及隔板间的焊缝按设计及工艺图要求错开。
(9)所有板料的下料切割均采用SKG3A(3)4×22型数控切割机或GCD2-300型半自动切割机,不锈钢板使用KLG-200型等离子切割机切割。
机械加工及装配工艺方案
(1)对有尺寸偏差有控制要求的钢板及焊接接头,均在下料后进行机械加工、板类零件加工周边、型钢刨铣端头,使用的设备有B81120A型刨边机、B2016A1600×600龙门刨和B1012A1250×4000型单臂刨等,以保证尺寸要求和焊接质量。
焊缝坡口按图纸型式与尺寸要符合施工图样的要求,图中未作规定,按GB985和GB986规范执行。
(2)对于无尺寸要求的板料,其切割表面均用砂轮机打磨平整,未注公差尺寸的极限偏差按规范DL/T5018中
(3)转动部件加工后,进行装配检查,装配间隙及密封标准应满足施工图纸的要求。
装配后要在转动部位灌注润滑脂。
12.3.5构件拼装与焊接工艺方案
(1)单个构件制造要严格按已编制的工艺编程和焊接工艺进行,要充分考虑到焊接收缩量。
制作过程中要随时进行检测,严格控制焊接变形和焊缝质量,每道工序除有自检、互检外,还有专职质检员把关,单个构件的制造允许公差或偏差须符合DL/T5018规范中表
(2)单个构件拼装前,焊缝位置及其附近的铁锈、毛刺、预处理涂料等杂物要彻底清除干净,其组对定位焊所用焊材、焊角尺寸、间距大小以及对焊工的要求在焊接工艺中都有明确的规定。
(3)主梁、纵梁、边梁和弧门支臂制作:
1)主梁、纵梁、边梁和弧门支臂的制作均在结构车间进行。
车间内配备有30t桥式起重机和HYZ-800型“H”型钢校正机;
2)主梁腹板下料后,用刨边机加工两边;
3)纵梁腹板按样板下料后,加工腹板周边;
4)在工字梁、T型梁组装胎具(见图)上拼装主梁及纵梁;
5)在自动焊胎具上焊接主梁及纵梁(见图),用MZ1-1000型自动弧焊机焊接;
6)凡属一、二类焊缝的对接焊缝和角接焊缝必须符合施工图样和规范的规定,焊缝外形平缓过渡,并按规范进行超声波或X射线探伤检验,如有缺陷及时按工艺方案处理补焊;
7)焊后采用HYZ-800型型钢校正机矫正,专职质检员检验合格并经监理工程师认可后,开据转移单据,转入下道工序。
12.3.6门叶拼装工艺方案
弧形闸门门叶拼装工艺方案
(1)泄洪冲沙弧形闸门为直支臂圆柱铰、面板曲率半径为7m的潜孔式弧形闸门。
(2)根据所拼门叶的特点,制定合理的拼装顺序和步骤,整体拼装顺序按工艺文件要求进行,并预留焊接余量。
(3)门叶整体组装在不加任何约束的条件下进行,每一道工序都必须经专职质检员和监理工程师认可后才允许转入下道工序。
(4)如图12-5所示,弧形平台按反变形尺寸调整和加固好,测出十字线;
(5)单板滚弧后,按设计分节线整体一次拼装、焊接完成。
面板的几何尺寸、错牙、焊缝坡口间隙等均要符合图纸和规范的要求。
面板焊接采用MZ1-1000型埋弧自动焊机,坡口型式为双V型,焊接时严格按焊接工艺要求进行。
焊后进行外观及探伤检查,合格后矫正焊接变形,修整面板弧度;
(6)在面板上划出主梁、水平次梁、纵梁隔板、顶梁、底梁、边梁等部件位置线,注意留出收缩余量;
(7)依次拼装主梁、水平次梁、纵梁、顶梁、底梁、边梁等部件;
(8)检查各件的拼装尺寸;
(9)严格按焊接工艺由合格焊工施焊。
弧形闸门门叶拼装弧台图
图12-5
平面闸门门叶拼装工艺方案
(1)简述
1)进水口事故闸门和泄洪冲沙闸检修闸门均为潜孔式平面定轮钢闸门,排污表孔工作闸门为露顶式平面定轮钢闸门。
2)闸门的定轮组装好后,应转动灵活,无卡阻现象,并按设计图样和设计文件的要求进行润滑。
闸门水封座板应整体组装后一次加工,其平面度允许公差为2mm。
3)所有平面闸门止水座板应进行机加工,整体组装后,每扇闸门的止水座面的平面度允许公差不应大于2mm。
所有平面闸门的定轮以止水座面为基准面进行调整,其平面度允许公差应符合设计及规范要求。
(2)门叶的拼装工艺
1)平面闸门门叶的拼装要求同弧形闸门门叶,门叶拼装在结构车间钢平台上整体一次拼装完成。
拼装前用水平仪对钢平台进行复测、调整和加固,控制钢平台的平面度以满足门叶拼装的要求。
2)门叶的拼装步骤:
面板检查→在面板上划线→中间主梁及两主梁间纵梁拼装→底部主梁拼装→横向次梁及纵梁腹板拼装→底梁拼装→边梁拼装→门叶整体检查→门叶点焊。
3)面板按分节线拼装,面板应在自由状态下拼接,不许外力强压,以利于控制焊接变形。
面板的几何尺寸、错牙、焊缝坡口间隙等均要符合图纸和规范的要求。
面板焊接采用MZ1-1000型埋弧自动焊机,坡口型式为双V型,焊接时严格按焊接工艺要求进行。
焊后进行外观及探伤检查,合格后矫正焊接变形。
4)在面板上划出主梁、水平次梁、纵梁隔板、顶梁、底梁、边梁等部件位置线,注意按工艺方案留出焊接收缩余量。
5)依次拼装主梁、水平次梁、纵梁、顶梁、底梁、边梁等部件,注意保证焊角尺寸及间隙大小。
6)专职质检员检查门叶整体拼装尺寸,并经监理工程师认可后转入下道工序。
7)严格按焊接工艺并由合格焊工施焊;
8)焊后修整面板并检查门叶的几何尺寸符合图纸及规范要求。
弧门支臂组拼工艺方案
(1)支臂按图组拼各段,注意控制支臂的开档尺寸在公差范围内;
(2)拼支臂上端板与下端板,上、下端板加厚,待总拼后划线加工;
(3)支臂顶板上的螺栓孔可按图先行钻出,总拼时透出主纵梁翼板连接孔;支臂后端板螺栓孔在立拼时与支铰配钻。
弧形闸门总拼装
(1)如图所示,门体总拼在专用砼场地上进行,现场配备一台35t吊车。
(2)门叶的曲率半径、主梁与支臂联结部位的接触面,支臂与支铰连接面,面板平直度,底缘倾斜度和直线度、门叶、支臂对角线相对差等是弧门总拼的主要检测项目,要进行重点控制。
(3)下支臂水平放置,以底样为基础,吊装支臂、门叶、支铰等。
(4)调整各组拼件,检验两较链轴孔的同轴度和倾斜度;铰链中心至门叶中心距离L;支臂中心与铰链中心和主梁腹板中心的不吻合值;支臂中心至门叶中心距离;支臂与主梁组合处的中心至支臂与铰链组合处的中心对角线的相对差;铰链轴孔中心至面板外缘的半径R的偏差;各组合处错位及间隙等符合图纸及设计要求。
(5)根据组装记录及偏差,划支臂顶板、后端板加工线。
(6)配装水封压板,号孔后配钻。
(7)利用水准仪放出门叶底缘加工线。
(8)拆开后加工门叶、支臂前、后端板及其结合面的螺栓孔。
(9)下节门叶拆开后,利用T×50H-N铣销机械滑台加工门叶底缘,控制其直线度误差不大于1mm。
(10)以下节门叶底缘为基准,找出吊耳孔中心线,镗制出弧门吊耳孔,并使其中中心线相对于门叶底缘的平行度允许公差不大于0.25mm。
平板闸门的总拼装
(1)门叶整体焊接并检验合格后,调整两节门叶的水封座面、滑道、必须保证在同一平面上,中心位置一致。
(2)按图样及工艺要求安装侧轮、滑道、充水装置和吊轴等装置。
闸门的所有水封压板螺栓孔与闸门止水座板上的螺栓孔配钻。
(3)门叶总体拼装后,专职检验员会同监理工程师对门叶整体几何尺寸按设计图样和DL/T5018-94规范对门体进行全面测量检查,并确认合格。
(4)在各运输单元接合处打上明显标记、编号,并设置可靠的定位装置,进行编号记录,绘制编号位置示意图。
设备出厂前,连同设备技术文件一起提交给发包人。
12.3.7闸门制造的质量控制要点
弧形闸门的制造质量控制要点
(1)弧形闸门门叶制造、组装的允许偏差应符合下表的规定。
(2)弧门吊耳孔的纵、横向中心偏差均不应超过±2mm。
吊耳、吊杆的轴孔应各自保持同心,其倾斜度不应大于1/1000。
(3)支制造、
 升级会员
升级会员 