电镀流水线的PLC课程设计.docx
《电镀流水线的PLC课程设计.docx》由会员分享,可在线阅读,更多相关《电镀流水线的PLC课程设计.docx(13页珍藏版)》请在冰豆网上搜索。
电镀流水线的PLC课程设计
1、本课程设计目的
根据要求设计出合理的PLC控制装置,学习使用PLC实现对工业过程的控制。
在设计过程中要全面的考虑各种影响因素,提高设计的程序的可靠性,结合实际情况综合的加深自己对PLC的各种基础知识加以理解消化吸收,提高动手能力和工程素养。
2、设计指标与要求
本选题是为了电镀车间提高工效、促进生产自动化以及减轻劳动强度而设计的一种专用半自动起吊设备,采用远距离控制。
起吊物品为待进行电镀或进行表面处理的各种产品零件。
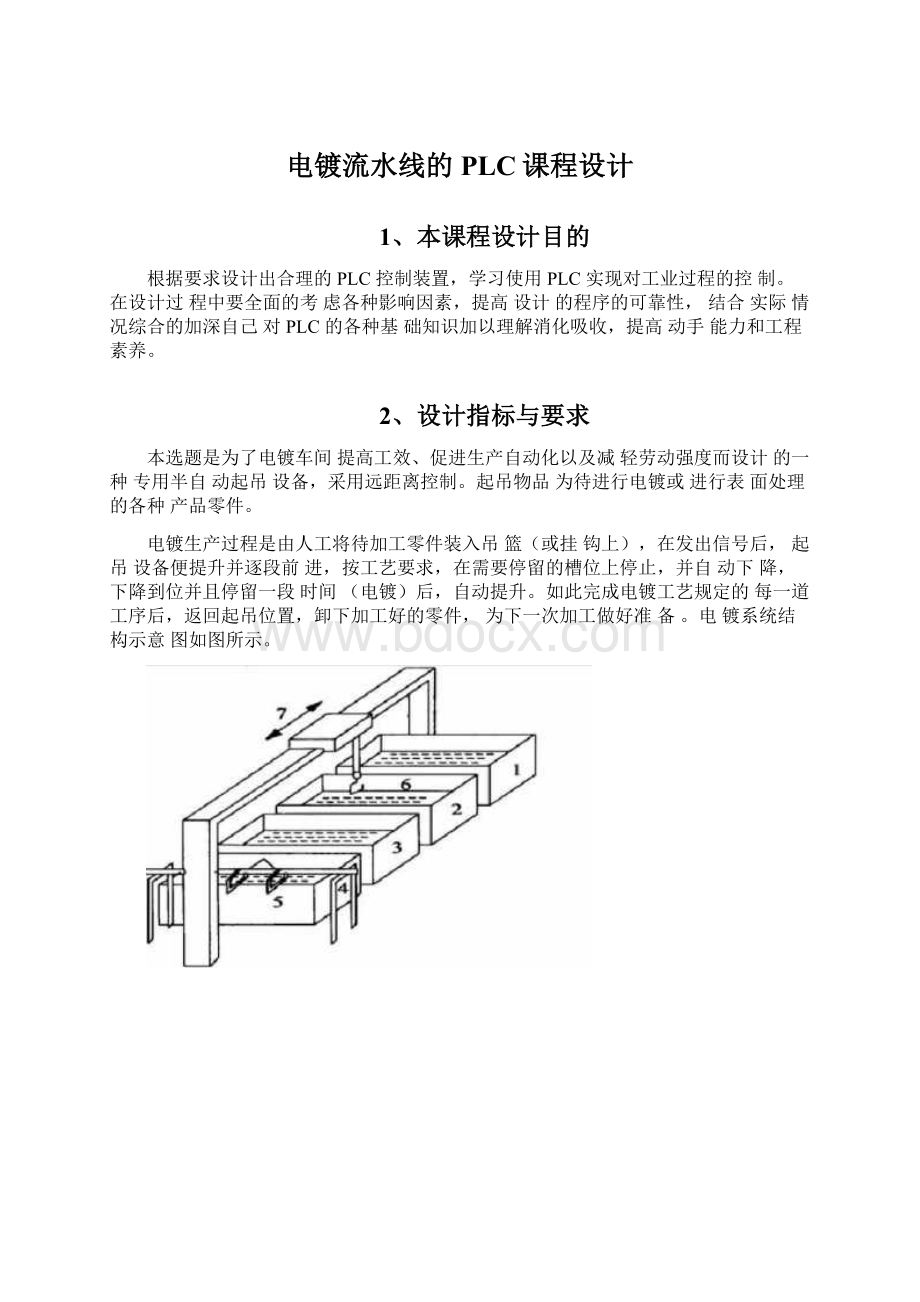
电镀生产过程是由人工将待加工零件装入吊篮(或挂钩上),在发出信号后,起吊设备便提升并逐段前进,按工艺要求,在需要停留的槽位上停止,并自动下降,下降到位并且停留一段时间(电镀)后,自动提升。
如此完成电镀工艺规定的每一道工序后,返回起吊位置,卸下加工好的零件,为下一次加工做好准备。
电镀系统结构示意图如图所示。
3.课程设计报告内容与设计步骤
(1)设计的任务分析与计算
1.课题要求
1.电镀流水线顺序控制系统的动力配置两台电动机。
行车架前的后移动由行车电动机M1控制,其功率为4kW;提升电动机M2控制吊钩上升与下放,其功率为2.5kW。
吊钩上升,提起待镀工件,其上升高度由行程开关控制。
2.行车架携待镀工件向前运动至槽上方,由行程开关控制其停止向前运动(制动)。
3.吊钩下放到一定位置,制动停车,待镀工件浸入槽内2min。
4.吊钩提升待镀工件到位后停止(制动),在镀槽上方停30s。
5.行车架携工件运动至第一电镀液回收槽上方,由限位开关控制停止(制动)。
6.吊钩下放,其工作情况与3过程相同,浸入槽内时间为32s。
7.与4过程相同,停留时间为16s。
8.以后工作重复上述过程。
2.工艺过程
电镀工艺流程图如图所示。
先将待镀工件放人槽内2min,然后提起悬停30s,随后放人第一电镀液回收槽内浸32s,提起悬停16s,再放人第二电镀液回收槽内
浸32s,提起悬停16s,如此循环直到加工过程结束。
整个过程为:
从原始位置开始,行车7停在挂件架5前,挂件架放在固定支架上,由操作人员将待镀工件挂在挂具上,吊钩6勾住挂件架然后启动系统工作(见图)。
3.时序分析
4.主电路设计计算
在本设计中,装置的运行主要是通过两个电动机的运转实现,在工业控制中,可以直接使用220V电压供电。
5.控制方法设计
本次课程设计,通过编写较为简单的PLC程序使电镀流水线的控制得以实现在设计过程中,电镀流水线顺序控制系统的动力配置两台电动机。
行车架前的后移动由行车电动机M1控制,其功率为4kW;提升电动机M2控制吊钩上升与下放,其功率为2.5kW。
吊钩上升,提起待镀工件,其上升高度由行程开关控制。
(2)PLC输入/输出接口地址的分配、接口电路图
1.PLC选型
控制系统采用了8输入4输出,选用S7-200的CPU222即可,但基于在实际中的使用情况,一般选用CPU224。
本此设计使用的就是CPU224。
2.主电路图及相关功能说明
上图为系统的主电路图:
图中,FA起到了短路保护作用,即当控制线路发生短路故障时,控制线路应能迅速切除电源,FA可以完成主电路的短路保护任务。
QA为通电开关,当QA闭合时,就可以用控制电路控制系统的运行。
QA0为控制电动机M1向前(正转)移动的主开关,QA1为控制其向后(反转)移动的主开关;QA2为控制电动机M2上升(正转)的主开关,QA3为控制电动机M2下降(反转)的主开关。
电路中的BB1和BB2在电路中起到了过载保护作用,由于电动机长期超载运行,会造成电动机绕组温度升到超过其允许值而损坏,所以要采取过载保护,其特点为:
负载电流越大,保护动作时间越快,但不能受电动机启动电流影响而动作。
3.PLC输入/输出地址分配
输入设备
I/O地址
输出设备
I/O地址
M1向前(正转)移动开关
I0.0
控制前后移动电动机M1正转接触器KMl
Q0.1
M1向后(反转)移动开关
I0.1
控制前后移动电动机Ml反转接触器KM2
Q0.2
M2上升(正转)开关
I0.2
M2上升正转接触器KM3
Q0.3
M2下降(反转)开关
I0.3
M2下降反转接触器KM4
Q0.4
槽1的限位开关
I0.4
槽2的限位开关
I0.5
槽3的限位开关
I0.6
槽4的限位开关
I0.7
4.PLC外部接线及相关说明
如上图所示,
I0.0对应M1向前(正转)移动开关,。
I0.1对应M1向后(反转)移动开关。
I0.2对应M2上升(正转)开关,同时间接控制定时器的工作。
I0.3对应M2下降(反转)开关,同时间接控制定时器的工作。
I0.4为槽1的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。
I0.5为槽2的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。
I0.6为槽3的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。
I0.7为槽4的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。
Q0.1是用来控制前后移动电动机M1正转接触器KMl。
Q0.2是用来控制前后移动电动机Ml反转接触器KM2。
Q0.3是用来控制M2上升正转接触器KM3。
Q0.4是用来控制M2下降反转接触器KM4。
(3)梯形图设计及相关分析
1.根据
(1)设计PLC梯形图
PLC梯形图见附录
2.编制程序
STL如下面所示:
Network
1
LD
I0.2
LD
SM0.1
R
M1.1,1
S
S0.0,1
SCRT
S0.4
Network
2
Network
17
LSCR
S0.0
SCRE
Network
3
Network
18
LD
I0.0
LSCR
S0.4
S
Q0.1,1
Network
19
Network
4
LD
SM0.0
LD
I0.4
TON
T38,30
R
Q0.1,1
Network
20
SCRT
S0.1
LD
T38
Network
5
SCRT
S0.5
SCRE
Network
21
Network
6
SCRE
LSCR
S0.1
Network
22
Network
7
LSCR
S0.5
LD
SM0.0
Network
23
S
M1.0,1
LD
SM0.0
Network
8
S
M1.2,1
LD
I0.3
Network
24
R
M1.0,1
LD
I0.5
SCRT
S0.2
R
M1.2,1
Network
9
SCRT
S0.6
SCRE
Network
25
Network
10
SCRE
LSCR
S0.2
Network
26
Network
11
LSCR
S0.6
LD
SM0.0
Network
27
TON
T37,120
LD
SM0.0
Network
12
S
M1.3,1
LD
T37
Network
28
SCRT
S0.3
LD
I0.3
Network
13
R
M1.3,1
SCRE
SCRT
S1.0
Network
14
Network
29
LSCR
S0.3
SCRE
Network
15
Network
30
LD
SM0.0
LSCR
S1.0
S
M1.1,1
Network
31
Network
16
LD
SM0.0
TON
T39,32
LD
I0.3
Network
32
R
M1.6,1
LD
T39
SCRT
S1.5
SCRT
S1.1
Network
49
Network
33
SCRE
SCRE
Network
50
Network
34
LSCR
S1.5
LSCR
S1.1
Network
51
Network
35
LD
SM0.0
LD
SM0.0
TON
T41,32
S
M1.4,1
Network
52
Network
36
LD
T41
LD
I0.2
SCRT
S1.6
R
M1.4,1
Network
53
SCRT
S1.2
SCRE
Network
37
Network
54
SCRE
LSCR
S1.6
Network
38
Network
55
LSCR
S1.2
LD
SM0.0
Network
39
S
M1.7,1
LD
SM0.0
Network
56
TON
T40,16
LD
I0.2
Network
40
R
M1.7,1
LD
T40
SCRT
S2.0
SCRT
S1.3
Network
57
Network
41
SCRE
SCRE
Network
58
Network
42
LSCR
S2.0
LSCR
S1.3
Network
59
Network
43
LD
SM0.0
LD
SM0.0
TON
T42,16
S
M1.5,1
Network
60
Network
44
LD
T42
LD
I0.6
SCRT
S2.1
R
M1.5,1
Network
61
SCRT
S1.4
SCRE
Network
45
Network
62
SCRE
LSCR
S2.1
Network
46
Network
63
LSCR
S1.4
LD
SM0.0
Network
47
S
M2.0,1
LD
SM0.0
Network
64
S
M1.6,1
LD
I0.7
Network
48
R
M2.0,1
SCRT
S2.2
SCRT
S2.5
Network
65
Network
77
SCRE
SCRE
Network
66
Network
78
LSCR
S2.2
LSCR
S2.5
Network
67
Network
79
LD
SM0.0
LD
SM0.0
S
M2.1,1
TON
T44,16
Network
68
Network
80
LD
I0.3
LD
T44
R
M2.1,1
SCRT
S0.0
SCRT
S2.3
Network
81
Network
69
SCRE
SCRE
Network
82
Network
70
LD
M1.2
 升级会员
升级会员 