临检锅炉专业工作总结.docx
《临检锅炉专业工作总结.docx》由会员分享,可在线阅读,更多相关《临检锅炉专业工作总结.docx(43页珍藏版)》请在冰豆网上搜索。
临检锅炉专业工作总结
锅炉专业工作总结
一、检修计划项目表
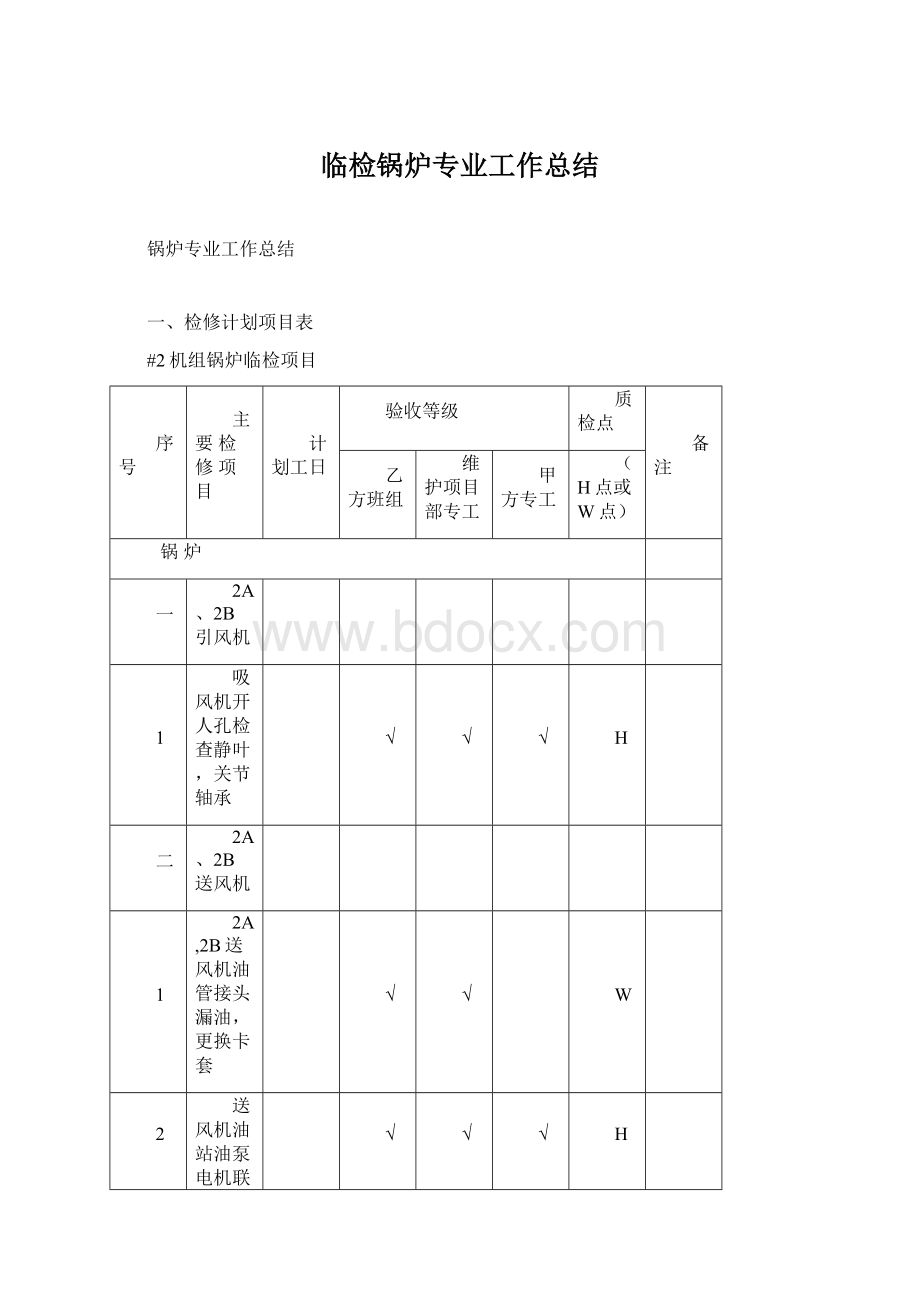
#2机组锅炉临检项目
序号
主要检修项目
计划工日
验收等级
质检点
备注
乙方班组
维护项目部专工
甲方专工
(H点或W点)
锅炉
一
2A、2B引风机
1
吸风机开人孔检查静叶,关节轴承
√
√
√
H
二
2A、2B送风机
1
2A,2B送风机油管接头漏油,更换卡套
√
√
W
2
送风机油站油泵电机联轴器检查,更换
√
√
√
H
三
2A、2B一次风机
1
一次风机油站油泵电机联轴器检查,更换
√
√
√
H
2
2A一次风机本体漏风处理
√
√
√
H
四
#2炉捞渣机
1
捞渣机内导轮检查,使用消防水对水封进行检查
√
√
W
2
捞渣机上层底部铸石检查,全部铸石检查修补
√
√
√
H
3
捞渣机液压马达换油、液压涨紧装置滤网更换
√
√
W
4
捞渣机刮板磨损检查
√
√
W
5
渣井水封插板检修
√
√
W
6
渣井耐火料检查、修补
√
√
√
H
五
2A、2B空预器
1
冷热端径向密封片检修
√
√
W
2
冷热端旁路密封片检修
√
√
W
3
主辅电机对轮胶圈检查
√
√
W
4
2B空预器推力轴承部位异音检查
√
√
√
H
5
2A空预器一次风出口膨胀节法兰漏气补粘
√
√
W
6
2B空预器变速箱主电机侧油封处渗油、更换油封
√
√
√
H
7
空预器内部检查,间隙装置位置校对
√
√
W
8
空预器各轴承油位检查、化验,减速机、变速箱油位、油质检查
√
√
√
H
六
烟、风管道、风门挡板
1
#2炉后墙A层A侧中心风门机械卡
√
√
W
2
竖井烟道内部检查(膨胀节、风门、支撑)
√
√
√
H
七
受热面总体
√
√
√
1
高再管排增加固定装置效果检查
√
√
√
H
2
锅炉尾部受热面检查(尾部声波吹灰效果、包墙跳管测厚)
√
√
√
H
4
屏式过热器搭设脚手架对间隔管进行检查
√
√
√
H
八
水冷壁管和联箱及冷灰斗
4
检查管子外壁的磨损、胀粗、变形、损伤、烟气冲刷和高温腐蚀
√
√
√
H
5
对炉顶水冷壁东北角部,西北角部,前集箱中部进行磁粉探伤
√
√
√
H
九
省煤器
1
检查管子磨损、变形、腐蚀等情况,更换不合格的管子及弯头;
√
√
√
H
2
检修支吊架、管卡及防磨装置,依情况加装防磨盖板
√
√
√
H
十
过热器、再热器及联箱
1
检查管子磨损、胀粗、弯曲、腐蚀、变形情况,
√
√
√
H
2
检查、修理管子支吊架、管卡、防磨装置等,按要求补加防磨盖板;
√
√
√
H
3
校正管排;
√
√
W
5
检查管外壁的磨损、胀粗、变形、损坏情况,更换超标严重的管子
√
√
W
6
检查修理管子支吊架、管卡,更换损坏部件
√
√
W
7
再热器,低温过热器补充完善防磨装置
√
√
W
十一
燃烧器及风箱
1
A、B、C层燃烧器抽出中心风筒检查耐磨陶瓷
√
√
√
H
2
24个燃烧器消旋片拆除
√
√
√
H
3
#2炉再热器B侧烟温调节挡板拐臂松脱(所有调节挡板执行机构连杆、接头检查)
√
√
W
十二
锅炉侧汽水系统阀门
1
#2锅炉B侧主蒸气管道PCV阀前手动阀泄露
√
√
√
H
2
#2炉炉水循环泵至省煤器电动门小安全阀更换
√
√
√
H
3
#2炉过热器二级减温水调门检查(调门开度在20%以下无流量)
√
√
√
H
4
#2炉卡涩吹灰器疏水电动门检修
√
√
W
十三
炉前油系统
1
油枪滤网清理
√
√
W
十四
电除尘
1
电除尘三、四电场新加手动放灰口
√
√
√
H
2
电除尘一电场手动放灰口位置改造
√
√
√
H
3
阳极板、阴极线、框架、壳体护板等检修
√
√
W
4
阴阳极振打装置检修,重点对振打系统轴承座、耐磨套、承击杆座进行检修
√
√
W
5
检查清理斜灰斗积灰及气化板,处理漏点及缺陷
√
√
W
6
2AZ1电场内部检查(主空开频繁跳闸)
√
√
√
H
7
电除尘内部检查、处理,电除尘顶部漏水检查
√
√
W
8
24A、24D仓泵高料位,21E仓泵频发高料位报警内部检查,2AZ1及其对应的21E、21F灰斗内部要全面重点检查
√
√
W
十五
气力除灰系统
1
解体21C、21D仓泵间输灰管线,检查磨损及内部异物
√
√
√
H
2
检查所有圆顶阀打开、关闭的最终位置是否符合要求;并对不符合要求的进行调整。
√
√
W
3
圆顶阀检查圆顶和密封圈的磨损情况(重点检查一电场),并对磨损比较严重、不符合要求圆顶和密封圈的进行调整间隙或更换零件。
√
√
√
H
4
检查落灰通道部位所有的法兰柔性短节是否老化、漏点,处理缺陷。
√
√
W
十六
制粉系统
1
磨煤机内部检查(钢球情况、支撑情况、内部磨损情况)
√
√
√
H
2
给煤机部件检查
√
√
W
3
2B2给煤机清扫链电机减速机漏油检修、2D2给煤机驱动电机减速机漏油检修
√
√
W
4
分离器内部陶瓷情况检查,分离器出口管测厚、内部磨损检查
√
√
W
5
2C磨煤机料位装置探头检查,钢球尺寸筛选
√
√
√
H
6
2B磨煤机减速机高速轴输入端漏油,更换油封
√
√
W
7
2D磨煤机润滑油系统,冷油器后手动门漏油更换
√
√
W
8
2A磨煤机驱动端在料位500mm时跑粉,更换密封垫
√
√
W
9
2A磨煤机内部钢球筛选
√
√
W
10
2D磨润滑油冷却水电磁阀内漏检修
√
√
W
11
2D磨暖风器进汽电动门后法兰漏汽
√
√
W
十七
吹灰系统
1
半伸缩吹灰器加套管运行情况检查
√
√
√
H
2
吹灰器枪头检查(有无受损、开裂)
√
√
W
3
声波吹灰器效果检查(停炉后声波吹灰器一直投运,与风机同时停运),设备耐温运行情况检查
√
√
√
H
十八
其他项目
1
省煤器出后烟气转向室斜坡加固
√
√
√
H
2
受热面易冲刷部位金属喷涂
√
√
√
H
#2机组脱硫临检项目
序号
检修项目
工单
所需时间
工日
完成情况
1
#2吸收塔内部检查
157533
11天
11天
除雾器叶片冲洗,疏通冲洗喷嘴;喷淋母管内部检查;各泵入口滤网检查更换;氧化风管清理;吸收塔底部检查,覆盖花岗岩板。
2
#1湿式球磨机橡胶衬板提升条更换
129608
11天
11天
#1湿式球磨机内部橡胶衬板提升条整套更换。
3
#2脱硫烟气系统检查
157567
8天
8天
#2脱硫旁路烟道、净烟道、增压风机进出口烟道、增压风机静叶检查。
4
#2石灰石浆液管道加节流孔板
160580
1天
1天
#2石灰石浆液管道加节流孔板
二.主要检修工作
2009年12月13日,我司#2机组停机临检。
在检修中,我专业组织对#2炉缺陷进行处理,同时进行了一些必要的检查、检修和改造工作。
检修至12月24日结束,机组点火启动。
临检过程中进行的主要工作及发现的问题如下:
1.#2锅炉声波吹灰器使用效果验证:
为验证在#2机组大修期间安装的声波吹灰器的使用效果,在锅炉闷炉冷却至适合温度后,安排进行了十个半小时的(2009.12.1523:
14—2009.12.169:
46)2000T/h以上的炉膛大流量通风清扫,清扫期间,声波吹灰器保持正常吹灰频率,直至风机停运。
检查中发现声波吹灰器对管排振动清灰效果明显;对蒸汽吹灰时尾部烟道省煤器悬吊管吊柄处存在的涡流吹损部位保护作用明显;同时经过高温区试验安装声波吹灰设备的使用情况,证明了声波吹灰器可在1100℃左右的高温环境中使用。
声波吹灰对受热面清洁效果一
声波吹灰对受热面清洁效果二
声波吹灰对尾部管排的保护作用
在尾部安装的声波吹灰器
在高过区域安装的声波吹灰器
总体来说,声波吹灰器的使用完全达到了保护受热面管排的预期目的,有效延长了锅炉的使用寿命;同时,该吹灰器也有较好的对受热面积灰清扫的效果。
2.大包内屏过入口小集箱、水冷壁前墙及两侧墙出口集箱角焊缝探伤检查:
为做好炉管易发生拉裂部位的预防性维护,对屏过入口小集箱管座角焊缝以及水冷壁前墙及部分两侧墙水冷壁管座角焊缝进行磁粉探伤检查(因时间关系,水冷壁两侧墙仅检查前半侧管排角焊缝)。
各部位检查和处理情况如下:
1)屏过入口小集箱出口管角焊缝:
编号方式:
集箱自东向西排序,垂直管自南向北1-14,弯管自北向南15-28;
检查情况:
角焊缝全部检查,共计840根;
集箱号
管排号
缺陷情况位置
处理意见
处理结果
8
12
焊缝上方咬边
打磨
打磨
8
21
焊缝下边咬边
打磨
打磨
9
17
焊缝上方咬边
打磨
打磨
9
22
焊缝上方咬边
打磨
打磨
10
13
焊缝上方咬边
打磨
打磨
10
17
焊缝侧边咬边
打磨
打磨
11
3
焊缝下边咬边
打磨
打磨
28
7
焊缝下边咬边
打磨,补焊
补焊、热处理
28
14
焊缝侧边咬边
打磨,补焊
补焊、热处理
30
14
焊缝侧边咬边
打磨
打磨
2)前墙水冷壁角焊缝:
编号方式:
自西向东排序;
检查情况:
全部检查,共计385根;
检查结果:
未发现异常。
3)右墙水冷壁角焊缝:
编号方式:
自北向南排序
检查情况:
共检查165根;
管排序号
缺陷情况位置
处理意见
处理结果
1
前侧面有气孔
打磨
打磨
3
侧面有气
 升级会员
升级会员 