吸塑的生产工艺详细版.docx
《吸塑的生产工艺详细版.docx》由会员分享,可在线阅读,更多相关《吸塑的生产工艺详细版.docx(14页珍藏版)》请在冰豆网上搜索。
吸塑的生产工艺详细版
吸塑产品生产工艺
一、吸塑产品生产工艺流程图
片材原材料->吸塑成型->半成品检验->包装冲切->成品检验->入库
二、吸塑原材料简介
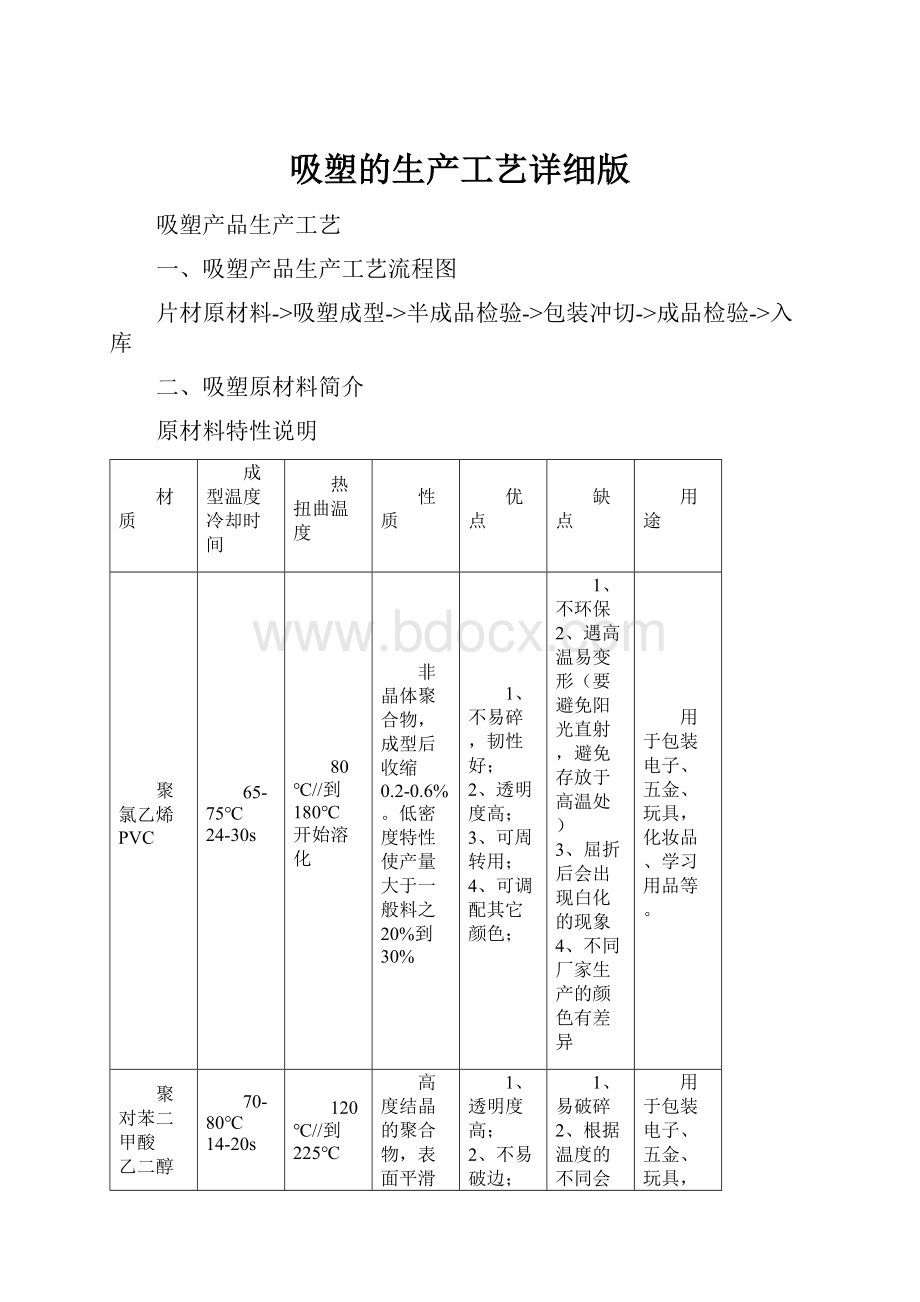
原材料特性说明
材质
成型温度
冷却时间
热扭曲温度
性质
优点
缺点
用途
聚氯乙烯
PVC
65-75℃
24-30s
80℃//到180℃
开始溶化
非晶体聚合物,成型后收缩0.2-0.6%。
低密度特性使产量大于一般料之20%到30%
1、不易碎,韧性好;
2、透明度高;
3、可周转用;
4、可调配其它颜色;
1、不环保
2、遇高温易变形(要避免阳光直射,避免存放于高温处)
3、屈折后会出现白化的现象
4、不同厂家生产的颜色有差异
用于包装电子、五金、玩具,化妆品、学习用品等。
聚对苯二甲酸
乙二醇酯
PET
70-80℃
14-20s
120℃//到225℃
开始溶化
高度结晶的聚合物,表面平滑有光泽。
耐疲劳性,耐摩擦性、尺寸稳定性很好。
1、透明度高;
2、不易破边;
3、属环保物料;
4、可周转使用;
1、易破碎
2、根据温度的不同会有发白的现象存在
3、不同的厂家生产颜色有差异(偏兰或偏白)
用于包装电子、五金、玩具,食品、化妆品、学习用品等。
聚苯乙烯
PS
75-85℃
14-20s
95℃//到150℃
开始溶化
拉伸强度可达60Mqa以上,冲击强度小,耐磨性差、耐蠕变性一般,力学性随温度升高变化较大。
收缩率为0.4-0.7%。
1、易成型;
2、成型烤片时间相对较短;
3、属环保物料;
4、可周转使用;
1、易破边
2、周转使用率低
3、不同的厂家生产的颜色有差异
用于包装电子、五金、玩具,食品、化妆品、学习用品等。
聚丙烯
PP
140℃
24-30s
150℃//到220℃
开始溶化
半结晶性材料,它比PE要更坚硬并且有更高的熔点。
PP的维卡软化温度为150°。
由于结晶度较高,表面的刚度和抗划痕特性很好。
收缩率为1.8~2.5%。
1、刚硬有韧性、抗弯强度高、抗疲劳、抗应力开裂;
2、质轻;
3、在高温100°~150°左右仍保持其力学性能;
1、在0°以下易变脆
2、耐侯性高
1、用于包装电子、五金、玩具,食品、化妆品、学习用品等。
2、化工容器;
3、纺织器材、汽车配件、食品包装;
(还乙烷二甲醇)
聚对苯二甲酸
乙二醇
(PETG)
70-80℃
14-20s
120℃//到225℃
开始溶化
高度结晶的聚合物,表面平滑有光泽。
耐疲劳性,耐摩擦性、尺寸稳定性很好。
压高周波后可直接撕边
1、透明度高;
2、不易破边;
3、属环保物料;
4、可周转使用;
1、易破碎
2、根据温度的不同会有发白的现象存在
3、不同的厂家生产颜色有差异(偏兰或偏白)
用于包装电子、五金、玩具,食品、化妆品、学习用品等。
(还乙烷二甲醇)
聚对苯二甲酸乙二醇
(GAG)
70-80℃
14-20s
120℃//到225℃
开始溶化
高度结晶的聚合物,表面平滑有光泽。
耐疲劳性,耐摩擦性、尺寸稳定性很好。
可压高周波,但不可撕边
1、透明度高;
2、不易破边;
3、属环保物料;
4、可周转使用;
1、易破碎
2、根据温度的不同会有发白的现象存在
3、不同的厂家生产颜色有差异(偏兰或偏白)
用于包装电子、五金、玩具,食品、化妆品、学习用品等
吸塑原料的识别
1、看环保标识的方法:
2. 密度和强度法:
以液体为介质,检验其塑料在液体介质中的沉浮,以粗略辨别塑料的大类,如一块塑料放在水中,浮在水面可断定,原料不是PVC(因PVC的密度>1),折压片材手感其强度。
各片材密度和强度如下表:
通称
密度
强度
常用厚度
PS
1.06-1.07g/cm3
约20Mpa
0.17-1.5㎜
PP
0.97-0.99g/cm3
约24Mpa
0.25-1.0㎜
PVC
1.36g/cm3
约54Mpa
0.17-0.8㎜
APET
1.31-1.35g/cm3
约57Mpa
0.25-0.8㎜
GAG
1.29-1.33g/cm3
约57Mpa
0.25-0.8㎜
PETG
1.27-1.30g/cm3
约57Mpa
0.25-0.8㎜
3.燃烧法:
主要考查火焰的颜色和燃烧时发出的气味和烟雾.
名称
英文
燃烧情况
燃烧火焰状态
离火后情况
气味
聚苯乙烯
PS
易燃
软化起泡橙黄色,浓黑烟,炭末
继续燃烧表面油性光亮
特殊乙烯气味
聚丙烯
PP
易燃
熔融滴落,上黄下蓝
烟少,继续燃烧
石油味
聚氯乙烯
PVC
难软化不助燃
上黄下绿有烟
离火熄灭
刺激性酸味
聚对苯二甲酸乙二酯
PET
易燃
橙色,有小量黑烟
继续燃烧
酸味
聚合物
GAG
易燃
橙色,有小量黑烟
继续燃烧
酸味
聚合物
PETG
易燃
橙色,有小量黑烟
继续燃烧
酸味
注聚合物是:
还已烷二甲醇+对苯二甲酸+乙二醇的聚合体.
三、吸塑模具制作简介
依图纸石膏模制作流程
依实物石膏模制作流程
铜模制作流程
铝模制作流程
模具特点參照表
类型
用料名称
特点
使用寿命
制作周期
修复方法
石膏模
硫酸钙CaSo4
制做时间短,易修改,成本低,方便样品制作。
光洁度差,挡墙小于2㎜打样会烂模,有倒扣打样脱模易烂。
成型50-200次
24小时
石膏修补
铜模
铜Cu
易打磨抛光,能耐高溫,成型后透明度高,冷却慢(25-30秒)。
成型5万次
48-60小时
原子灰修补(不饱和聚脂树脂腻子)
铝模
铝A
精度高,耐高溫,结构复杂可加工,生产时冷却散热快(20-25秒),使用寿命长适合不间断性生产。
成型50万次
60-80小时
原子灰修补(不饱和聚脂树脂腻子
四、吸塑成型简介
成型四大要素
吸塑成型工艺流程
进料->加热(300±250C)->塑化->真空吸附->保压->冷却->吹底风->脫模->刀闸裁断->頂出->刀模冲裁
成型工艺图(香港电业吸塑机)
五、裁切包装简介
裁切工艺图(华士裁切机)
六、未来发展目标
无尘车间
树脂模采用树脂模的主要目的:
较大程度的减少表面水纹
全自动吸塑成型裁切机
 升级会员
升级会员 