轴流风机总结胡戈.docx
《轴流风机总结胡戈.docx》由会员分享,可在线阅读,更多相关《轴流风机总结胡戈.docx(14页珍藏版)》请在冰豆网上搜索。
轴流风机总结胡戈
日照轴流风机总结
工程概况:
AV50-13轴流压缩机是日照高炉用风机,原为12级,根据高炉扩容需要,风机现扩容为13级。
场内有20t电动葫芦,风机总重量约为40t(含增速机),单件最大起重量为11t,最大起吊高度为2650mm,基础未动。
准备工作:
1、认真分析图纸和技术资料,掌握难点重点及容易忽略的细节
2、根据合同中的工期,制定施工进度表附表1
3、明确职责范围:
a、工器具及耗材由谁提供;b、吃住由谁提供;c、技术资料移交的程序及责任划分
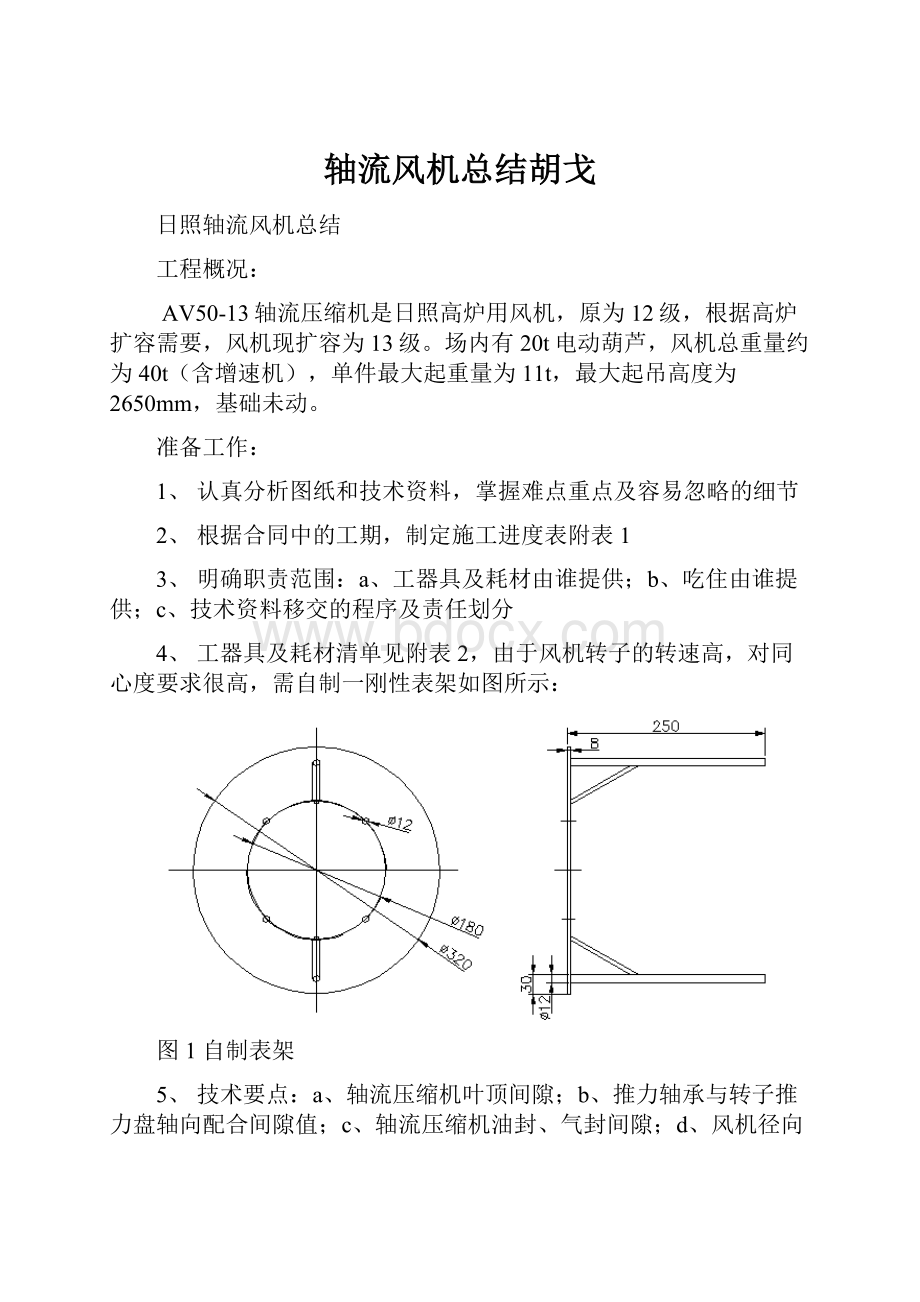
4、工器具及耗材清单见附表2,由于风机转子的转速高,对同心度要求很高,需自制一刚性表架如图所示:
图1自制表架
5、技术要点:
a、轴流压缩机叶顶间隙;b、推力轴承与转子推力盘轴向配合间隙值;c、轴流压缩机油封、气封间隙;d、风机径向轴承安装数据;e、轴流风机转子找正记录;f、风机轴流压缩机调节缸安装记录
6、人员配置:
施工主管1名,技术员1名,施工班长1名,钳工3名,起重工1名
施工的主要内容:
1、各结合面、轴承箱内及风机内的清洁
2、各技术要点的测量及控制
3、回装所有零部件
施工步骤:
1、清洁、去毛刺
a、各配合面:
机壳配合面、油封配合面、轴承箱配合面、端盖配合面、联轴器罩配合面
b、密封容器内:
转子、下机壳、静叶承缸、上机壳、径向轴承、推力轴承、轴承箱、油封,端盖
c、各螺孔螺栓
轴承箱内及轴封用面团做最后清洁,配合面有毛刺时,使用锉刀或砂纸去毛刺。
2、各技术点的测量及调整办法
a、轴流压缩机叶顶间隙
动静叶顶间隙上下用压铅法测量,左右用塞尺测量。
铅丝选用1.8mm,铅丝做成U行状卡在动静叶的相应位置,转子落位,静叶承缸装上后四脚用螺栓压紧。
随后拆下静叶承缸上部,用千分尺测量动静叶上顶间隙,用塞尺测量动静叶左右顶间隙,最后吊起转子,用千分尺测量动静叶下顶间隙。
若超出允许偏差且在可调范围内,可通过径向轴承的垫片调整,若超出允许偏差且不在可调范围内,告知厂家和业主,如有必要,返厂。
b、轴流压缩机油封、气封间隙
转子落位后,用塞尺测量油封,轴封间隙,如有必要可通过径向轴承的垫片调整,但必须考虑动静叶顶间隙。
c、风机径向轴承安装数据
轴承与轴配合的上间隙用压铅法测量,左右用塞尺法测量,压盖预紧力用压铅法测量。
计算方法如下:
图2压铅分布图
轴承顶间隙:
Y=(c1+c2)/2-(a1+a2+b1+b2)/4
压盖预紧力计算方法同轴承顶间隙。
轴承与轴配合间隙若偏小可通过刮瓦实现,偏大则告知业主和厂家,如有必要,返厂;压盖预紧力可通过轴承顶部调整垫片的增减来达到要求。
d、推力轴承与转子推力盘轴向配合间隙
推力轴承与转子推力盘轴向配合间隙用百分表测量,表架在下机壳上,测转子轴端面,测出轴向位移量。
如测量值超出设计值,可通过增减推力轴承的调整垫片达到要求。
e、轴流风机转子找正
用自制表架测量同心度,端面对称两表可消除轴向窜动,或可架表测出轴向窜动。
以设计的预偏移量为基准对风机转子找正,通过增减下机壳前后端垫片调整。
本机组径向找公差为0.03,端面找正公差为0.015,找正时还需参照设计资料找正曲线图。
垂直方向
水平方向
3、回装所有零部件
装入所有密封内零部件时,必须保持清洁。
a、转子
转子装入前轴承内要倒入适量油。
吊装时宜用吊带,用钢丝绳捆绑时,应用棉布包扎,便面拉伤轴。
将转子吊平后装入,用手拉葫芦找平。
b、静叶承缸
将导向环装在静叶承缸上,用葫芦吊起找平,在下机壳上装上导向杆,吊入静叶承缸,装入定位销,拆下导向杆,拧紧螺丝,并做放松措施。
c、调节缸
清洁调节缸卡槽,去毛刺,吊起找平,在下机壳上装上导向杆,吊入调节缸,装入定位销,拆下导向杆,拧紧螺丝(调节缸、导向环),并做放松措施
d、上机壳
在结合面处涂好密封胶,用葫芦吊起找平,在下机壳上装上导向杆,吊入静叶承缸,装入定位销,拆下导向杆,拧紧螺丝(包括进气室内的四个螺丝)。
e、径向轴承
进气侧和排气侧轴承,轴承上半部45度和135度方向各有一个螺孔,装上螺杆可方便安装,打入定位销,拧紧螺丝。
f、径向轴承压盖
压盖底部与下机壳上有钢号,对应装入,拧紧螺丝。
g、推力轴承
装上拧紧螺丝后,拧入推力轴承上的防松螺丝
h、油封
清洁后装入,看是否配合良好,必要时可修锉。
i、联轴器
装入联轴器时,使用强制变形螺钉,以便装入,装入后,必须拆除强制变形螺钉。
安装时保证齿箱侧轴法兰与风机侧安装盘法兰面间距307mm,可通过抽去件调整获得所需预补偿值,抽去的调整垫数量与预补偿值的关系见下表:
抽去的调整垫片数
0
1
2
3
4
5
6
7
8
预拉伸量(mm)
0
0.4
0.8
1.2
1.6
2.0
2.4
2.8
3.2
j、轴承箱盖
将各与之配合面均匀涂好密封胶,吊装轴承箱盖,拧紧螺丝。
k、端盖
卸下轴端盘车盘,装上端盖,拧紧螺丝。
l、联轴器罩
将各与之配合面均匀涂好密封胶,装上联轴器罩,拧紧螺丝。
4、单机试车
5、现场清理
技术质量标准
轴流压缩机叶顶间隙检查记录
从出气侧看分左右单位:
mm示意图:
设计值Sa=0.9(+0.35-0.15)
实测值
级数
1
2
3
4
5
6
7
8
9
10
11
12
13
左
右
上
下
设计值Sb=0.9(+0.30-0.25)
实测值
级数
0
1
2
3
4
5
6
7
8
9
10
11
12
左
右
上
下
主管:
监理
施工负责人:
年月日
检查轴承与转子推力盘轴向配合间隙值
填写安装记录单位:
1/100mm
型号ALOKM180E
设计值
Min
0.45
Max
0.55
实测值
主管:
监理:
施工负责人:
年月日
轴流压缩机油封、气封检查记录
示意图单位:
1/100mm
测量部位
y1
y2
y3
y4
y5
y6
y7
y8
Min
Max
Min
Max
Min
Max
Min
Max
Min
Max
Min
Max
Min
Max
Min
Max
设计值
0.15
0.25
0.45
0.55
0.30
0.50
0.30
0.50
0.30
0.50
0.30
0.50
0.45
0.55
0.15
0.25
实测值
主管:
监理:
施工负责人:
年月日
轴流风机转子找正记录
风机与增速机,从风机向增速机看
轴向径向
主管:
监理
施工负责人:
年月日
5#风机轴承安装数据测量
从排气侧看
测量部位
进气侧轴承直径140
排气侧轴承直径140
椭圆瓦轴承
椭圆瓦轴承
垂直
水平
垂直
水平
设计值y1
Min
0.21
0.28
0.28
0.21
0.28
0.28
Max
0.26
0.305
0.305
0.26
0.305
0.305
实测值y1
设计值y2
Min
-0.05
-0.05
Max
0
0
实测值y2
主管:
监理:
施工负责人:
年月日
附表1进度表
风机回装工作进度表
序号
时间
实施内容
1
第一天
准备工作
2
第二天
清洁设备,零部件的清点
3
第三天
测量动静叶顶间隙,油封轴封间隙,径向轴承数据,推力轴承数据
4
第四天
风机主要零部件的回装
5
第五天
风机的找正,其余零部件的回装
6
第六天
单机试车,三清退场
附表2工器具及耗材表
序号
名称
规格
数量
备注
1
电动葫芦
20T
1台
2
手拉葫芦
3T
3个
3
吊带
6m、4t
1对
3m、2t
1对
4
卸扣
3t
4个
5
钢丝绳
1.5m、6分
1对
6m、6分
1对
6
百分表
3个
7
千分尺
0-50mm
1个
8
塞尺
100mm
2把
200mm
2把
9
卷尺
3m
1把
10
游标卡尺
300mm
1把
11
力矩扳手
250-1000Nm
1把
12
活动扳手
10寸
2把
12寸
2把
15寸
2把
18寸
2把
13
梅花扳手
18
2把
19
2把
14
套筒扳手
18
2根
19
30
15
内六角扳手
1.5mm-19mm
2套
16
打击扳手
36
2把
41
2把
46
2把
50
2把
17
平锉刀
200mm细
2把
19
錾子
2把
20
手铲
4把
21
铜棒
300mm
1个
22
钢丝刷
4个
23
角磨机
1个
24
手锤
4磅
2把
25
大锤
12磅
2把
带表枪
26
撬棍
27
铅丝
1.0mm
1卷
1.5mm
2卷
1.8mm
2卷
28
清洗剂
20kg
29
润滑油
1kg
30
磨光片
10片
31
皮垫
1m*2m
1块
32
棉布
5kg
33
枕木
100*100*1000mm
6根
34
砂纸
10张
 升级会员
升级会员 