刮板机设备安装验收记录.docx
《刮板机设备安装验收记录.docx》由会员分享,可在线阅读,更多相关《刮板机设备安装验收记录.docx(29页珍藏版)》请在冰豆网上搜索。
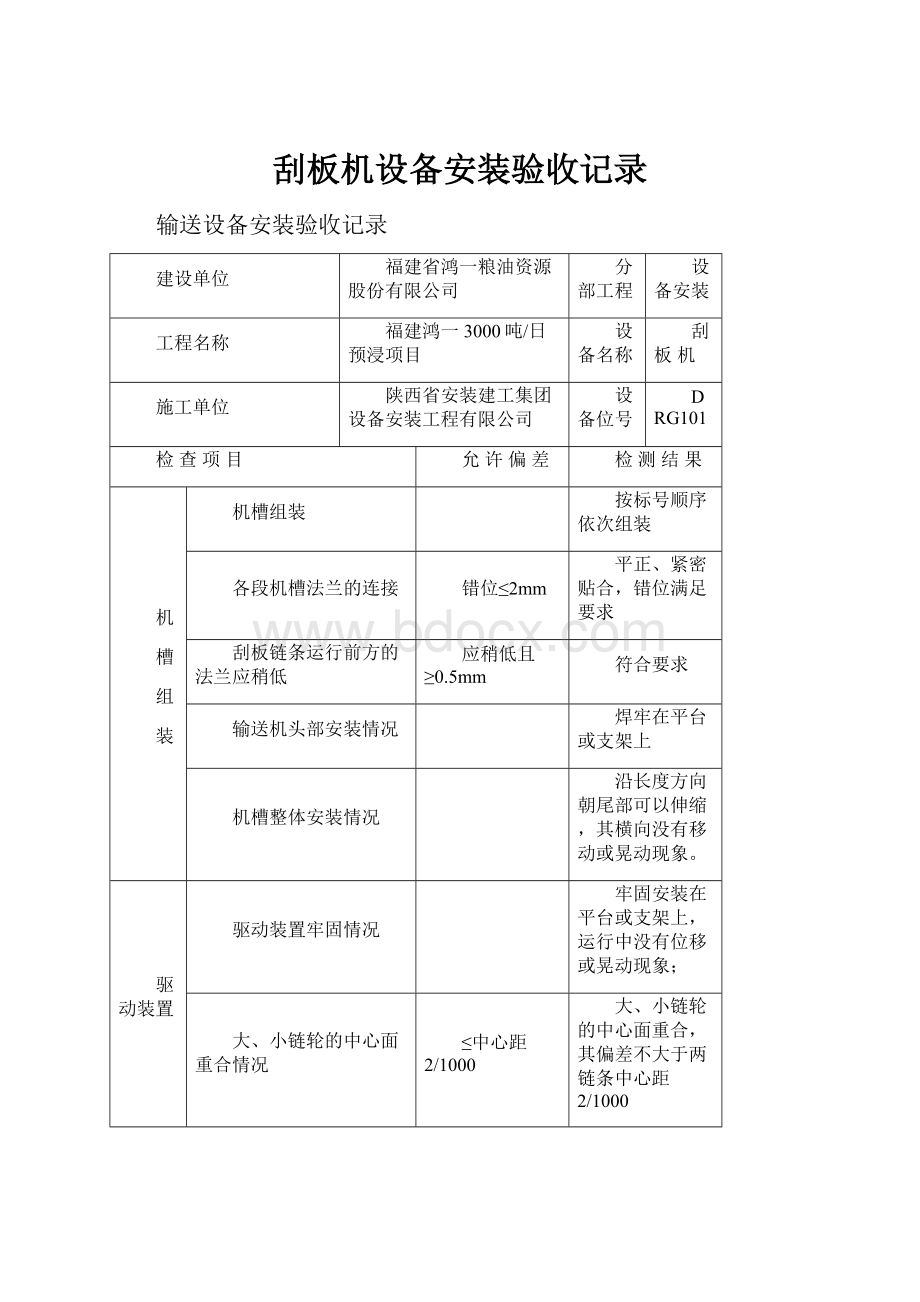
刮板机设备安装验收记录
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG101
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG115
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG116
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG126
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG129A
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG129B
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG130A
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG130B
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG134C
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG148A
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
连续运转要求
≥1h。
在额定速度下连续运转2h以上。
施工
单位
检查
结果
专业技术负责人:
施工班组:
2011年月日
建设
单位
确认
结论
现场工程师:
2011年月日
输送设备安装验收记录
建设单位
福建省鸿一粮油资源股份有限公司
分部工程
设备安装
工程名称
福建鸿一3000吨/日预浸项目
设备名称
刮板机
施工单位
陕西省安装建工集团设备安装工程有限公司
设备位号
DRG148B
检查项目
允许偏差
检测结果
机
槽
组
装
机槽组装
按标号顺序依次组装
各段机槽法兰的连接
错位≤2mm
平正、紧密贴合,错位满足要求
刮板链条运行前方的法兰应稍低
应稍低且≥0.5mm
符合要求
输送机头部安装情况
焊牢在平台或支架上
机槽整体安装情况
沿长度方向朝尾部可以伸缩,其横向没有移动或晃动现象。
驱动装置
驱动装置牢固情况
牢固安装在平台或支架上,运行中没有位移或晃动现象;
大、小链轮的中心面重合情况
≤中心距2/1000
大、小链轮的中心面重合,其偏差不大于两链条中心距2/1000
刮板链条
刮板链条组装前要求
链条组装前,逐节清洗,链条关节转动灵活
刮板链条组装方向
链条运行方向与头部轮旋转方向一致
链条与机槽侧间隙(宽度800mm)
≤20mm
张紧装置
张紧装置调试要求
张紧装置调节灵活,刮板链条松紧应适度.
张紧装置行程利用要求
≤全行程的50%
张紧装置已利用的行程小于全行程的50%;
张紧链轮轴线对输送机纵向中心线的垂直度偏差
≤2/1000
其轴线对输送机纵向中心线的垂直度偏差≤2/1000。
单机
试运转
试车行程
≥3个全行程
刮板链条与头轮啮合要求
啮合良好,离开头轮没有卡链、跳链现象;
刮板链条运行要求
运行平稳,没有跑偏和异常尖叫声
运行速度的允许偏差
额定速度的±5%
 升级会员
升级会员 