设施规划课程设计.docx
《设施规划课程设计.docx》由会员分享,可在线阅读,更多相关《设施规划课程设计.docx(43页珍藏版)》请在冰豆网上搜索。
设施规划课程设计
一、原始参数与条件
某企业公司现有厂区面积30000m2,厂区南北向长度为300m,东西向宽度为100m。
现计划建成年产60000套液压转向器的生产厂,需要进行工厂总平面布置设计。
1.1液压转向器结构
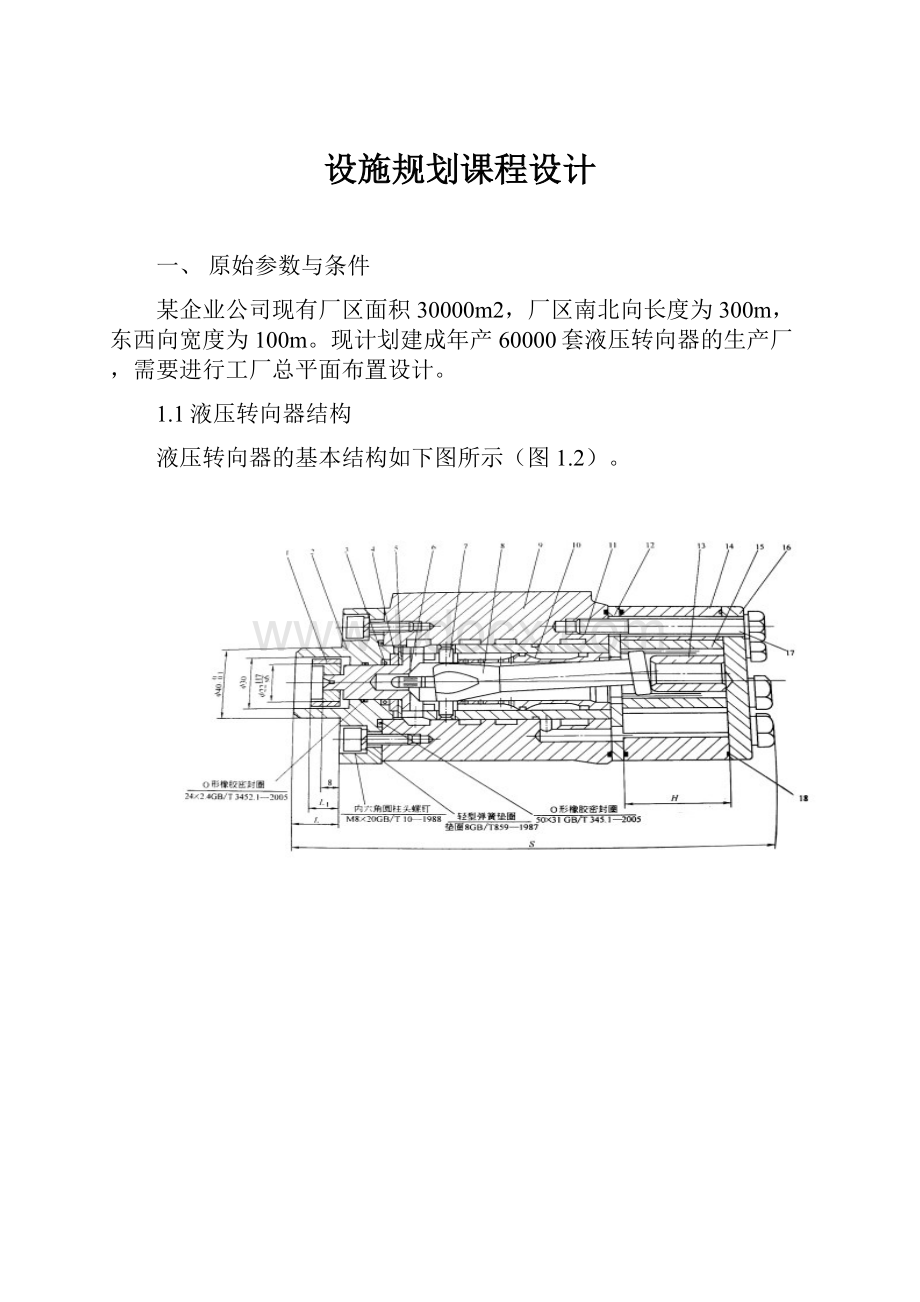
液压转向器的基本结构如下图所示(图1.2)。
图1.2液压转向器装配图
1.2液压转向器零件信息
液压转向器由22个零件以及组件构成,每个零件、组件的名称、材料、单件重量及年需求量参见下表所示。
表1.1液压转向器零件信息
工厂名称:
液压转向器厂
共1页
产品名称
液压转向器
产品代号
110
计划年产量/个
60000
第1页
序号
零件名称
零件代号
自制
外购
材料
总计划需求量/个
零件图号
形状
单件重量/kg
说明
1
连接块组件
√
20
60000
0.09
2
前盖
√
HT250
60000
0.9
3
X形密封圈
√
橡胶
62000
0.04
4
挡环
√
20
60000
0.03
5
滑环
√
20
60000
0.03
6
弹簧片
√
65Mn
420000
0.01
7
拨销
√
65Mn
62000
0.02
8
联动器
√
45
60000
0.27
9
阀体
√
HT250
60000
7
10
阀芯
√
45
60000
0.6
11
阀套
√
20
60000
0.56
12
隔盘
√
20
600000
0.32
13
限位柱
√
45
600000
0.01
14
定子
√
40Cr
600000
1.2
15
转子
√
45
60000
0.6
16
后盖
√
20
60000
0.8
17
螺栓
√
45
360000
0.02
18
0形密封圈
√
橡胶
301000
0.01
19
限位螺栓
√
45
60000
0.02
20
油堵
√
塑料
280000
0.01
21
标牌
√
铝
60000
0.01
22
护盖
√
塑料
66000
0.01
编制日期
审核(日期)
1.3作业单位资料
对与设计过程中的作业单位的规定。
表1.2作业单位资料
序号
作业名称
用途
建筑面积/m2
结构形式
备注
1
原材料库
储存钢材、铸锭
30×30
露天
2
铸造车间
铸造
25×30
3
热处理车间
热处理
20×20
4
机加工车间
车、铣、钻
30×30
5
精密车间
精镗、磨削
35×35
6
标准件、半成品库
储存外购件、半成品
25×25
7
组装车间
组装转向器
20×30
8
性能实验室
转向器性能实验
15×20
9
成品库
成品储存
12×12
10
办公、服务楼
办公室、食堂
80×60
11
设备维修车间
机床维修
20×30
1.4设计过程中的约定
(1)标准件、外购件与半成品暂存
(2)组装
(3)性能测试
组装后的所有液压转向器均需进行性能测试,试验合格才能入成品库,不合格产品返回组装车间返修后再检验,一次组装合格率估计值为80%,二次组装合格率为100%。
(4)成品存储
(5)工序材料利用率为:
铸造:
60%
车削:
40~80%
铣削:
40~80%
钻削:
50~80%
镗削:
55~80%
精镗:
90~95%
精磨:
99%
研磨:
99%
具体材料利用率根据手册和文献查得。
二、工艺分析
2.1产品P-产量Q分析
产品及其产量是指工厂要生产的产品型号、系列、规格、产量和年生产量,这些因素影响到设施的组成及其相互关系、选用设备的类型、物料搬运的方式等。
在本次对液压转向器厂的设施布置设计任务中,该厂生产的产品仅有液压转向器一种,且计划建成年产量为60000套成品的生产厂,面对此类产品品种少而生产数量又很大的生产厂,应按产品的加工工艺过程顺序布置车间,能最大限度地满足固定品种的产品的生产过程对空间和时间的客观要求,生产效率非常高,因此采用产品原则布置。
2.2工艺过程图
任何物料在其加工过程中进行移动时,有五种基本形态。
(1)操作处于成形、处理、装配、拆卸等操作过程中。
(2)运输处于移动或运输中。
(3)检验处于计数、试验、校验或检验中。
(4)停滞等待其它操作完成。
(5)储存处于储存中。
用一些标准的符号直观地表示物料在加工过程中的移动状态,就形成了工艺过程图,表示物料形态的基本符号下表所示。
物料形态表示符号
符号
符号名称
○
加工
搬运
□
检验
等待
▽
储存
2.3液压转向器各自制零件生产工艺过程分析
对于表1中自制件可以分析其工艺过程结合工序材料利用率,得到如下零件加工工艺表(表2.1~表2.13)和加工工艺图(图2.1~2.13)。
表2.1液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
连接块组件
1
20
0.09
60000
5400
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车、镗、压装
55
3
半成品库(6)
暂存
表2.2液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
前盖
2
HT250
0.90
60000
54000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
准备铸锭
2
铸造车间
(2)
铸造
60
3
机加工车间(4)
粗铣、镗、钻
80
4
精密车间(5)
精镗
95
5
半成品库(6)
暂存
表2.3液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
挡环
4
20
0.03
60000
1800
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车削
40
3
半成品库(6)
暂存
表2.4液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
滑环
5
HT250
0.03
60000
1800
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车削
40
3
半成品库(6)
暂存
表2.5液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
联动器
8
45
0.27
60000
1620
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车、铣
40
3
精密车间(5)
精磨
99
4
半成品库(6)
暂存
表2.6液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
阀体
9
HT250
7.00
60000
420000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
准备铸锭
2
铸造车间
(2)
铸造
60
3
机加工车间(4)
粗铣、镗
70
4
精密车间(5)
精镗
90
5
半成品库(6)
暂存
表2.7液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
阀芯
10
45
0.6
60000
36000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
粗车、钻、铣
70
3
热处理车间(3)
热处理
4
精密车间(5)
精磨
99
5
半成品库(6)
暂存
表2.8液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
阀套
11
20
0.56
60000
33600
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车削
80
3
半成品库(6)
暂存
表2.9液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
隔盘
12
20
0.32
60000
19200
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
铣、钻
80
3
半成品库(6)
暂存
表2.10液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
限位柱
13
45
0.01
60000
600
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车、镗
70
3
热处理车间(3)
热处理
4
精密车间(5)
端磨
99
5
半成品库(6)
暂存
表2.11液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
定子
14
40Cr
1.20
60000
72000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
热处理车间(3)
退火
3
机加工车间(4)
车、钻、插、铣
50
4
热处理车间(3)
调质
5
精密车间(5)
研磨
99
6
半成品库(6)
暂存
表2.12液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
转子
15
45
0.60
60000
36000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
热处理车间(3)
正火
3
机加工车间(4)
车、铣、钻
70
4
热处理车间(3)
淬火
5
精密车间(5)
研磨
99
6
半成品库(6)
暂存
表2.13液压转向器零件加工工艺过程表
产品名称
件号
材料
单件重量(Kg)
计划年产量(套)
年产总量(Kg)
后盖
16
20
0.80
60000
48000
序号
作业单位名称
工序内容
工序材料利用率(%)
1
原材料库
(1)
备料
2
机加工车间(4)
车、钻
80
3
半成品库(6)
暂存
注:
以上各重量单位均为千克(kg)
三、物流分析
3.1物流量汇总
(1)由工艺过程表计算出各个工序加工前后单件重量及废料重量如下表16所示:
表3.1液压转向器自制零件信息表
产品名称
件号
材料
材料利用率(%)
成品重量(kg)
原料重量(kg)
废料(kg)
连接块组件
1
20
55
0.09
0.163636
0.073636
前盖
2
HT260
45.6
0.9
1.973684
1.073684
挡环
4
20
40
0.03
0.075
0.045
滑环
5
20
40
0.03
0.075
0.045
联动器
8
45
39.6
0.27
0.681818
0.411818
阀体
9
HT250
37.8
7
18.51852
11.51852
阀芯
10
45
69.3
0.6
0.865801
0.265801
阀套
11
20
80
0.56
0.7
0.14
隔盘
12
20
80
0.32
0.4
0.08
限位柱
13
45
69.3
0.01
0.01443
0.00443
定子
14
40Cr
49.5
1.2
2.424242
1.224242
转子
15
45
69.3
0.6
0.865801
0.265801
后盖
16
20
80
0.8
1
0.2
注:
原料重量=成品重量/材料利用率;废料=原料重量—成品重量
(2)总工艺过程图
3.2物流强度分析
(1)计算各产品的物流强度
表3.2多种产品生产工艺过程
零件名称
连接块
前盖
挡环
滑环
联动器
阀体
阀芯
阀套
隔盘
限位柱
定子
转子
后盖
单件重量/kg
0.09
0.9
0.03
0.03
0.27
7.0
0.6
0.56
0.32
0.01
1.2
0.6
0.8
年产量×104/套
6
6
6
6
6
6
6
6
6
6
6
6
6
物流强度
×102/(kg/年)
54
540
18
18
162
4200
360
336
192
600
720
360
480
工
艺
过
程
①原材料库
②机加工
③半成品库
①原材料库
②铸造
③机加工④精密车间
⑤半成品库
①原材料库
②机加工
③半成品库
①原材料库
②机加工
③半成品库
①原材料库
②机加工
③精密加工④半成品库
①原材料库
②铸造
③机加工
④精密车间
⑤半成品库
①原材料库
②机加工
③热处理④精密加工
⑤半成品库
①原材料库
②机加工
③半成品库
①原材料库
②机加工
③半成品库
①原材料库
②机加工
③热处理
④精密车间
⑤半成品库
①原材料库
②热处理③机加工④热处理
⑤精密车间
⑥半成品库
①原材料库
②热处理③机加工④热处理
⑤精密车间
⑥半成品库
①原材料库
②机加工
③半成品库
(2)根据物流强度绘制产品工艺过程表
表3.3产品工艺过程表
工序号
工序
阀体
阀套
阀芯
联动器
隔盘
限位柱
转子
定子
后盖
前盖
挡环
滑环
连接块组件
1
原材料库
①
①
①
①
①
①
①
①
①
①
①
①
①
2
铸造车间
②
②
3
热处理车间
③
③
②④
②④
4
机加工车间
③
②
②
②
②
②
③
③
②
③
②
②
②
5
精密车间
④
④
③
④
⑤
⑤
④
6
标准件、半成品库
⑤
③
⑤
④
③
⑤
⑥
⑥
③
⑤
③
③
③
(3)绘制从—至表
根据工艺过程中物流的流量结合题目要求过程组装后的所有液压转向器均需进行性能测试,试验合格才能入成品库,不合格产品返回组装车间返修后再检验,一次组装合格率估计值为80%,二次组装合格率为100%。
绘制从—至表(表3.4)和物流强度汇总表(表3.5)。
表3.4物流从—至表
至
从
1
2
3
4
5
6
7
8
9
合计
原材料库
铸造间
热处理间
机加工
精密间
半成品
组装间
性能测试
成品库
1
原材料库
1229.46
197.4
238.584
1665.444
2
铸造间
737.7
737.7
3
热处理间
197.4
146.052
343.452
4
机加工间
146.052
539.48
109.8
795.332
5
精密间
634.2
634.2
6
半成品间
767.39
767.39
7
组装间
767.318
153.41
920.868
8
性能测试
153.41
613.9
767.39
9
成品库
合计
1229.46
343.452
1173.684
685.532
745
920.86
920.868
767.31
6479.218
注:
以上表格数据单位为吨。
表3.5全年物流强度汇总表
序号
作业队
物流量(全年)/t
物流强度等级
1
1—2
1229.46
A
2
7—8
1074.218
A
3
8—9
767.31
E
4
6—7
767.39
E
5
2—4
737.7
E
6
5—6
634.2
E
7
4—5
539.48
I
8
3—4
343.4
I
9
1—4
238.6
I
10
1—3
197.4
I
11
3—5
146.05
O
12
4—6
109.8
O
注:
物流强度等级由依据表3.6得出
表3.6物流强度等级划分标准
物流强度等级
符号
物流路线比例/%
承担的物流量比例/%
超高物流强度
A
10
40
特高物流强度
E
20
30
较大物流强度
I
30
20
一般物流强度
O
40
10
可忽略搬运
U
(4)作业单位物流相关图
将办公区和维修车间加入分析,并结合表3.5和表3.6绘制作业单位位置相关图(如图3.2)。
图3.2作业单位位置相关图
3.3作业单位非物流相互关系分析
3.3.1作业单位相互关系评价
作业单位相互关系的影响因素与企业的性质有很大的关系,不同的企业,作业单位的设置不一样,作业单位间的相互影响也不一样。
影响作业单位相互关系密切程度的主要因素有:
1)物流量。
2)工作流程。
3)作业性质相似。
4)使用相同的设备。
5)使用同一场地。
6)使用相同的文件档案。
7)使用相同的公用设施。
8)使用同一组人员。
9)工作联系频繁程度。
10)监督和管理方便。
11)噪声、振动、烟尘、易燃易爆危险品的影响。
12)服务的频繁和紧急程度等。
根据R.Muther在SLP中的建议,每个项目重点考虑的因素不应超过8~10个。
在SLP中作业单位相互关系密切程度等级划分为A、E、I、O、U、X六个等级,各等级的含义及所占比例如表所示。
表3.7作业单位相互关系等级
符号
含义
说明
比例/%
A
绝对重要
2~5
E
特别重要
3~10
I
重要
5~15
O
一般密切程序
10~15
U
不重要
45~80
X
负的密切程度
不希望接近或酌情而定
对于表3.7中的相关等级可以对其量化,量化物流强度等级和非物流密切程度等级
A=4,E=3,I=2,O=1,U=0,X=-1.
表3.8作业单位相互关系等级理由
编码
关系等级的理由
1
工作流程的连续性
2
生产服务
3
物料搬运
4
管理方便
5
安全与污染
6
共用设备及辅助动力源
7
振动
8
人员联系
由表3.7及表3.8和各区域之间的实际关系可得作业单位相互关系评价图(图3.3).
图3.3作业单位相互关系评价图
3.3.2作业单位综合相互关系分析
在大多数工厂中,各作业单位之间既有物流联系也有非物流联系,两个作业单位之间的相互关系应包括物流关系与非物流关系。
因此,要将作业单位物流的相互关系与非物流相互关系合并,求出合成的相互关系,即综合相互关系,然后从各作业单位综合相互关系出发,实现各作业单位的合理布置。
一般按照以下步骤建立作业单位综合相互关系表:
1、一般来说,物流与非物流两者的相互关系比重值应在1/3—3之间。
结合本案例的实际情况,物料的流动(包括原材料向加工车间的搬运、各不同加工工艺车间之间的搬运到最终检验储存)对液压转向器生产的影响较大。
同时,部分车间的生产服务关系,办公服务对各单位的管理和人员联系也占了很大一部分比重。
所以取物流与非物流比值为1:
1。
2、量化物流强度等级和非物流的密切程度等级。
一般,取A=4,E=3,I=2,O=1,U=0,X=-1。
3、计算量化的作业单位综合相互关系。
设任意两个作业单位分别为
和
,其物流相互关系等级为H,非物流的相互关系密切程度等级为K,则作业单位
与
 升级会员
升级会员 