基于MCGS和PLC的反渗透水处理监控系统设计.docx
《基于MCGS和PLC的反渗透水处理监控系统设计.docx》由会员分享,可在线阅读,更多相关《基于MCGS和PLC的反渗透水处理监控系统设计.docx(14页珍藏版)》请在冰豆网上搜索。
基于MCGS和PLC的反渗透水处理监控系统设计
收稿日期:
2011-05-12;修回日期:
2011-07-06。
基金项目:
西安市科技局资助项目(CXY09019(1。
作者简介:
徐惠芳(1963-,女,浙江慈溪人,讲师,主要研究方向:
CAD、工业控制;曹嘉(1986-,男(回族,陕西略阳人,硕士研究生,:
、;(1956-,,陕西西安人,副教授,主要研究方向:
过程设备结构优化和反应过程控制。
文章编号:
1001-9081(2011S2-0204-02
基于MCGS和PLC的反渗透水处理监控系统设计
徐惠芳,曹
嘉,伍
星
(西北大学化工学院,西安710069(jiacao.2007@yahoo.com.cn
摘
要:
为了增强系统运行的可靠性,提高控制精度和水质处理合格率,同时减轻操作负担,结合某厂实际,设计
了基于MCGS组态软件和可编程控制器(PLC的反渗透水处理监控系统。
此系统实现了自动控制、
数据集中管理、故障报警等多方面功能,图形化的人机界面显示了设备运行全过程,操作简明快捷。
在水厂的实际运行中安全可靠,出
水合格率大幅提高,具有很高的实用价值。
关键词:
反渗透水处理;监控系统;可编程控制器;MCGS;SCADA
中图分类号:
TP273文献标志码:
A
Designofreverseosmosiswatertreatmentmonitoringsystem
baseonMCGSandPLC
XUHui-fang,CAOJia,WUXing
(SchoolofChemicalEngineering,NorthwestUniversity,Xi'anShaanxi710069,China
Abstract:
Forthepurposeofenhancingsystemreliability,improvingthecontrolprecisionandthepassingrateofwatertreatmentandreducingtheburdenonoperators,areverseosmosiswatertreatmentmonitoringsystemwasdesignedbasedonMCGSandPLC,combiningthepracticeincertainplant.Automaticcontrol,centralizeddatamanagement,faultalarm,andmanyotherfunctionswereachieved;Graphicalinterfacedisplaysthewholeprocessandoperateseasily.Itworksreliablyinwaterplantandthepassingratesubstantiallyincreases,soithasahighpracticalvalue.
Keywords:
reverseosmosiswatertreatment;monitoringsystem;ProgrammableLogicController(PLC;MCGS;SCADA
0引言
反渗透技术(ReverseOsmosis,
RO是利用高于溶液渗透压的压力作用下,产生只允许水分子透过RO膜,而不允许源水中的无机盐、重金属离子、病毒等杂质透过的选择截留作用,最终将纯水严格分离出来的膜分离过滤技术,具有能耗低、无污染、工艺先进、操作维护简便等优点,其产水广泛应用
于食品、化工、医药等行业[1-2]
。
水处理设备种类数量多、操作工艺复杂,在传统的控制
系统中,工艺流程的运行主要是靠时间继电器的简单控制,而水质指标的监测由人工操作完成;工作人员的劳动强度大同时存在误操作的可能性,水质受人为因素的影响很大;而且还不能对设备运行进行监控和对现场数据进行采集,不适于集中化大型化控制。
为了保证制水质量和控制精度,降低劳动强度,优化资源分配,很有必要开发设计自动化程度高的监控系统。
本文结合某纯净水厂的反渗透水处理设备,设计了一套基于MCGS组态软件和可编程控制器(ProgrammableLogicController,PLC的反渗透控制系统。
1
反渗透水处理系统
1.1
水处理系统组成及工艺流程
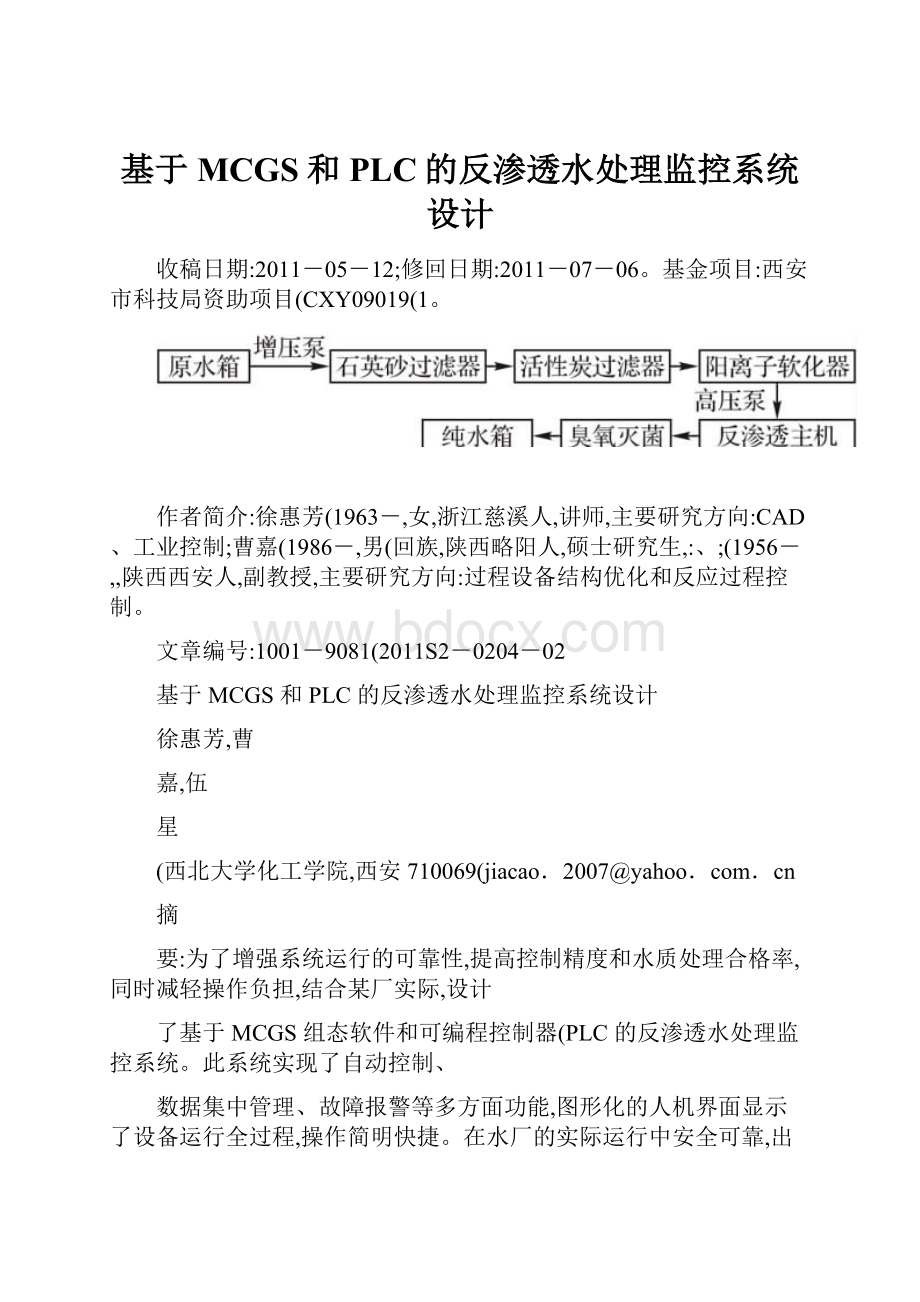
由增压泵加压后的原水分别通过石英砂过滤器,去除原
水中的悬浮物和部分胶体物质,降低原水中的浊度;活性碳过滤器,吸附原水中的重金属、游离氯、氯仿等有害物质;阳离子
软化器,去除水中的钙、镁离子。
再经由高压泵加压的水经过反渗透主机制成粗纯水,后经过臭氧杀菌后制成产品纯水
[3]
。
系统的水处理工艺流程如图1所示。
图1反渗透水处理工艺流程
1.2水处理系统控制对象及监控要求
水处理监控对象主要是石英砂过滤器、活性碳过滤器、反
渗透主机。
为了保证制水水质提高设备使用寿命,在系统运行一段时间后,需要对这些设备进行反洗和正洗操作。
特别
是反渗透主机,
如果预处理失效或者长时间运行会使反渗透膜膜孔结垢堵塞,造成不可逆后果,需要定时冲洗;运行时需
全程检测高压泵前、后压力是否满足要求,保护高压泵及反渗透主机
[4]
。
阳离子软化器需要定期进行离子再生操作。
系
统通过电导率检测产水水质,
若水质电导率大于要求值则自动排放所产水,避免对已产水的污染,并进入清洗、再生流程
[5]
。
系统的运行受原水箱水位的控制,水位低于设定低位
系统进入待机状态,
水位高于设定高位系统恢复运行。
2监控系统组成及控制原理
监控系统采用上下位机的形式,系统框图如图2所示。
图2中上位机为安装了组态软件的工控机,负责监控管
理下位机以及实时数据显示和存储;下位机为PLC,负责控制
现场水处理设备和将设备实时数据上传至上位机。
两者通过
第31卷增刊22011年12月
计算机应用
JournalofComputerApplicationsVol.31Suppl.2
Dec.2011
RS-485进行数据通信。
触摸屏则在现场通过PLC对设备运
行状态进行显示及控制
。
图2监控系统框图
3
监控系统设计
3.1
监控系统硬件
根据本反渗透水处理工艺流程和监控要求,选择使用西
门子S7-200CNPLC。
该PLC的处理器模块是CPU224XP,可扩展到248点数字量I/O或35路模拟量I/O,最多有30
KB程序和数据存储空间,2个RS-485通信口,有PID自整定功能。
这种新型的CPU增强了该PLC在运动控制、过程控
制、位置控制、数据监视和采集以及通信方面的功能[6]
充分满足该控制需求。
上位机为工控计算机,运行稳定可靠。
3.2位机PLC程序编写
PLC的控制程序用西门子STEP7-Micro/WIN软件采用梯形图语言编程,并按控制要求将设备分为运行、清洗、再生模块,对各个模块分别编程,最终合成一个整体程序,主程序流程如图3,按照工艺和监控要求,各模块流程如图36
。
图3主程序流程图4
清洗模块程序流程
图5
再生模块程序流程
3.3上位机软件设计
3.3.1
组态软件
组态软件(SCADA集成了图形技术、人机界面技术、数
据库技术、控制技术和网络与通信技术,只需通过可视化的组
态方式,就可完成监控软件的设计,提高开发效率,缩短开发周期。
本系统上位机监控程序选用北京昆仑通态公司的
MCGS组态程序软件,它能够在Windows平台上运行,通过对现场数据的采集处理,以动画显示、报警处理等方式解决工程
实际问题
[7-8]
。
该软件包括组态环境和运行环境两个部分。
组态环境是组态生成应用系统,运行环境用于解释执行组态结果。
图6
运行模块程序
3.3.2
系统组态监控界面
组态监控界面的主要功能有:
对工艺流程、测量值、设备
运行状态(流量、
电导率、阀门开关等、操作模式等的显示;用实时曲线和历史曲线显示数据,利用数据库存储现场数据
并记录设备运行报警信息;对流量、电导率等系统参数设定值的修改;监控系统的自动/手动操作模式间的快速切换[9]
。
界面如图7所示。
图7系统组态监控界面
4通信
工控机与PLC的通信通过RS-232C/PPI多主站电缆来完成,它将S7-200的编程口通过RS-232转RS-485接头与计算机的RS-232口相连,在下位机的编程环境和MCGS组态软件中设置后[10-11]
使工控机作为网络中的主站,S7-200CPU作为从站。
PLC与触摸屏的通讯通过RS-
485实现。
5
结语
此监控系统利用了工控机组态软件的强大数据处理和图
形表现能力,PLC抗干扰能力强、适用于工业现场的特点,实现了数据的集中管理、自动控制、故障报警等多种功能,且人
机界面操作简明快捷。
在实际联机运行中,实现了设备的全自动化控制,提高了水质处理合格率,减轻了运行人员的负担,提高了设备的可靠性和水厂运行的安全性、经济性。
参考文献:
[1]
任建新.膜分离技术及其应用[M].北京:
化学工业出版社,2003.
(下转第208页
5
02增刊2徐惠芳等:
基于MCGS和PLC的反渗透水处理监控系统设计
如图6所示
。
图6网络协调器流程
3.3监控中心软件设计
监控中心软件包括数据处理和信息发布两个部分。
数据处理模块基于VC++6.0实现,其主要工作包括串口通信的收发和数据处理。
其中串口通信采用微软提供的MSComn控件实现,数据处理与发布服务器通过MSComn控件,可简单高效地实现与网络协调器之间的通信。
数据收发基于中断方
式,
设置MSComn控件的OnComm事件来捕获数据并处理。
数据处理模块带有一个监控软件界面,可实时显示各监测点温度数据、测量时间和温度曲线,能设定温度采集间隔和报警温度界限值。
监测温度数据同时保存到SQLServer数据库以方便用户进行历史数据的查询分析,温度数据表字段包括:
Time(采集时间,Temper(温度值,Position(温测终端位置。
信息发布模块基于ASP.net[6]
实现,实现过程主要是通过ado.net读取SQLServer数据库的温度信息表,做成温度信息发布网站部署到IIS服务器,然后,用户就可以以访问网页的形式在任何位置查看任意温测终端的温度信息了。
同时,ASP.net网站还支持在远程完成类似数据处理模块的监控软件功能,
设定某个温测终端的温度采集间隔和报警温度界限值等。
4实验测试
本文构造了两个无线监测点来对系统进行性能测试。
系统上电,无线网络建立后,由用户选择测试节点,温度的测量间隔可由用户任意定义,比如测量间隔为30s。
为方便进行网络测试,各无线监测点用LCD实时显示测量温度值,监测软件操作界面与实时温度曲线如图7所示。
经测试,系统网络通信良好,PC操作界面上显示的测量数据与LCD上显示一致。
表2分析了在室内测试的无线
节点测量距离与数据传输时间之间关系。
由表可知:
当无线节点和网络协调器的距离大于30m时,传输时间相对较长,数据更新比较迟慢;大于50m时,传输的数据有时会出现混乱。
因此在有障碍物环境下的传输距离为50m,其通信距离明显低于空旷的环境
。
图7监测软件操作界面
表2
数据更新与无线节点测量距离关系
测量距离/m
传输时间/s
数据更新情况
110迅速510迅速1010迅速1512延缓2015延缓2520延缓3050
>30
较慢
5结语
本文提出的基于ZigBee协议的远程无线温度监测方法为无法铺设有线网络的环境提供了一种采集、监控现场温度的有效方案。
在远程就可以利用监控软件监测温度,并能根据记录下来的历史温度数据进行有效分析和合理判断,从而有效地节省了人力资源,适用于需要长时间监测现场环境或环境恶劣的场所。
此外,系统可以更换不同的传感器来测量其他的环境参数,如测湿度、有毒气体等,设置更多的无线节点,通过增大模块的射频功率或增加中转路由的方法来扩展无线通信距离,具有一定的通用性。
参考文献:
[1]耿瑞芬.ZigBee无线传感器网络的研究与应用[D].济南:
山东大学,2007.
[2]李彬.低功耗无线测温系统的设计[J].山东理工大学学报:
自然科学版,2009,23(3:
83-87.
[3]高守玮.ZigBee技术实践教程[M].北京:
北京航空航天大学出版社,2009.
[4]陈明,邱超凡.基于DS18B20数字温度传感器的设计与实现[J].现代电子技术,2008(8:
187-189.
[5]海涛.ATMEGA系列单片机原理及应用:
C语言教程[M].北京:
机械工业出版社,2010.
[6]
马伟.ASP.NET4权威指南[M].北京:
机械工业出版社,2010.
(上接第205页
[2]汪锰,王湛,李政雄.膜材料及其制备[M].北京:
化学工业出版
社,2003.
[3]靖大为.反渗透系统优化设计[M].北京:
化学工业出版社,2006.
[4]蔡巧燕.反渗透系统的运行与维护[J].新疆有色金属,2008(6:
67-68.
[5]林庆峰,俞威,狄小伟,等.反渗透系统的设计与应用[J].工业水处理,2008,28(4:
74-77.
[6]
廖常初.PLC编程及应用[M].2版.北京:
机械工业出版社,2007.
[7]MCGS参考手册[M].北京:
北京昆仑通态自动化软件科技有限公司,2003.
[8]MCGS用户指南[M].北京:
北京昆仑通态自动化软件科技有限公司,2003.
[9]
李珍芳.基于Kingview和PLC的水处理控制系统[J].自动化仪表,2005,26(5:
51-53.
[10]刘华波.西门子S7-200PLC编程及应用案例精选[M].北京:
机
械工业出版社,2009.[11]陈广庆,王吉岱,刘廷瑞,等.基于PLC和MCGS的换热站监控
系统[J].制造业自动化,2010,32(10:
8-13.
8
02计算机应用2011年
 升级会员
升级会员 