机械制造技术基础计算.docx
《机械制造技术基础计算.docx》由会员分享,可在线阅读,更多相关《机械制造技术基础计算.docx(24页珍藏版)》请在冰豆网上搜索。
机械制造技术基础计算
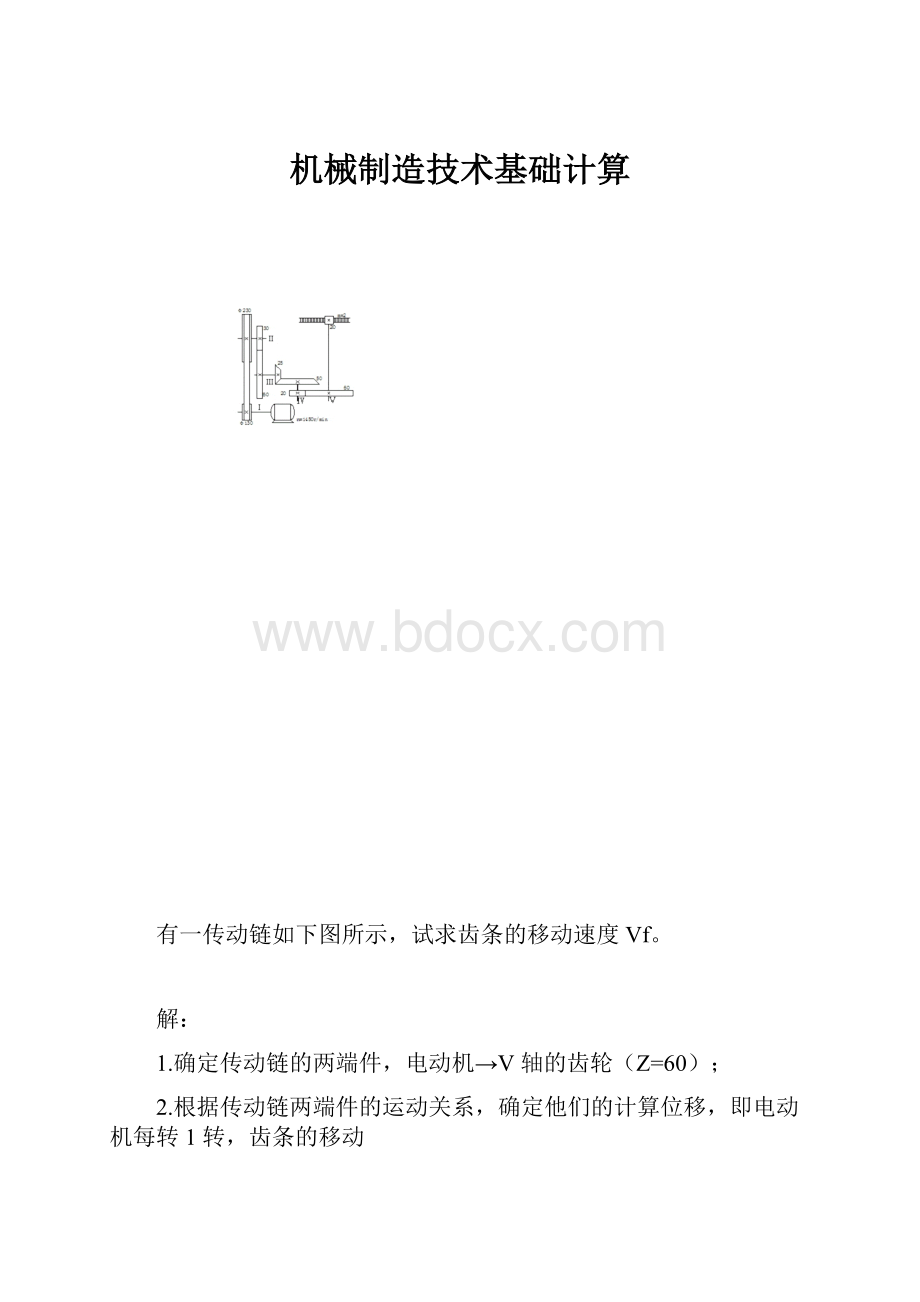
有一传动链如下图所示,试求齿条的移动速度 Vf。
解:
1.确定传动链的两端件,电动机→V 轴的齿轮(Z=60);
2.根据传动链两端件的运动关系,确定他们的计算位移,即电动机每转 1 转,齿条的移动
速度为每秒多少毫米;
3.根据计算位移以及相应传动链中各个顺序排列的传动副的传动比,列写运动平衡式;
Ⅰ轴→(130/230)→Ⅱ轴→(30/60)→Ⅲ轴→(25/50)→Ⅳ轴(20/60)→Ⅴ轴
4.根据运动平衡式,计算出执行件的运动速度(转速、进给量等)或位移量。
i 总 =130/230×30/60×25/50×20/60=0.047
n v =ni 总 =1450×0.047=68.15r/min=1.14r/s
v f =πmZn v =3.14×2×20×1.14=143.26mm/s
2.工件定位如图所示,欲加工 C 面,要求保证 20 及其精度。
试计算该定位方案能否保证精
度要求?
若不能满足要求时,应如何改进?
答:
能保证精度要求。
存在基准不重合误差,A0=20 为封闭环
工件尺寸 A 基本尺寸 A2=A1-A0=50-20=30
由:
A0max=A1max-A2min
得:
A2min=A1max-A0max=50-(20+0.25)=30-0.25
由:
A0min=A1min-A2max
得:
A2max=A1min-A0min=(50-0.15)-20=30-0.15
-0.15
46+0.30 mm。
孔和键槽的加工顺序是:
+0.05
mm 需淬硬,键槽尺寸深度
+0.10
mm。
2)插键槽,工序尺寸为 A。
3)淬火热处理。
+0.05
+0.05
mm
(假设磨孔和镗孔时的同轴度误差很小,可忽略)。
试求插键槽的工序尺寸及其公差。
解:
由题意,列尺寸链如图所示
解尺寸链,可得插键槽工序尺寸及公差为:
+0.3
+0.23
mm。
3.在轴上铣一键槽,工件的定位方案如图 4 所示,试求尺寸 A 的定位误差。
解:
1)求 A 的基准不重合误差:
由定位方案可知,
基准不重合误差等于零,即△f=0.
2)求 A 基准位移误差:
①求工件外圆尺寸变化引起的基准位移误差
由 V 型块定位误差可知:
工件外圆尺寸变换引起
的基准位移误差为:
△y1 =
0.5
2sin 45
=0.354
②尺寸 10 的变化引起的基准位移误差为:
由于 V 型块角度为 45 度,尺寸 10 的变化所引起
的基准位移误差为:
△y2 = 0.3tg 45=0.3
③尺寸 A 的定位误差为:
f
+= 0.654
如图 5 所示,以外圆柱面在 V 形块上定位,在插床
0+0.05
,
外径 A 对内径 d 的同轴度允差为 φ=0.02mm,试计算加工
尺寸 H 的定位误差。
解:
外圆柱面在 V 形块上定位,定位基准为外圆柱面的中心线,外圆柱面为定位基面。
△
W
,△ B 的方向均与工序尺寸 H 的方向相同,所以 α=0°,γ=0°。
由于外圆柱面制造公
差 T d =0.03mm,则基准位移误差为:
=
Td
2sin
0.03
90
2 2
工序基准为内圆柱面的下母线,与定位基准不重合,会产生基准不重合误差。
则基准不重
合误差为:
=
2 2 2 2
= = -
=0.015mm
工序基准与定位基准有公共变量 T d ,当定位基准变化时,工序基准呈反向变化,
因此加工尺寸H定位误差为:
W -
B
=0.0212 - 0.015=0.0062mm
0
解:
△
jb
=2δh=2Th
△
jw
=
Td
2sin
2
=
Td
则:
△ dw(L) =2Th+
Td
2sin 45
=2Th+0.71Td
7.车削一批轴的外圆,其尺寸要求为 φ20± 0.06 若此工序尺寸呈正态分布,公差带中心
大于分布中心,其偏值 δ=0.03mm,均方根差 σ=0.02mm,求:
1)这批工件的废品率是多少?
2)指出该工件常值系统误差和随机误差的大小;
3)可采取什么改进措施以消除废品。
注:
解:
1)丨 x - x 丨/σ=丨 19.94-19.97 丨/0.02=1.5
查上表得:
F 1 =0.4332
'
所以:
废品率为 0.0668
2
c =丨 x - xδ 丨=丨 19.97-20 丨=0.03
△ s =6σ=6×0.02=0.12
3)采用将道具朝着尺寸变化的方向调整 0.015(即直径上增加 0.03),使 x 与公差带中心
重合以消除废品。
8.下图中经工序 5、10 应达到零件图所要求的轴向尺寸,试求工序尺寸L1、L2 及偏差。
解:
结合零件图跟工序 5、工序 10 图示可得:
1)25=L 1max -25L 1max =50
24.85=L 1min -25.1L 1min =49.95
0
2)5.2=25.1-L 2min
L 2min =25.1-5.2=19.9
4.8=25-L 2max
则 L 2 =20 -0.1
L 2max =25-4.8=20.2
一批工件以 φ20H7 +0.021
-0.007
0
0.02。
0
4)槽两侧面对外圆轴线的对称度 0.1。
试分析定位误差。
解:
1)槽宽选相应的铣刀予以保证,无定位误差;
)槽距尺寸因基准重合,平面定位,w =0
)槽底尺寸因基准不重合
jb
=Td/2;
间隙配合:
△
jw
'
w
jb jw
'
求。
4)由于工件安装可保证间隙只出现在单边,对称度误差主要受外圆对内孔的径跳影响。
∴△ w 对称=0.02<0.1×1/3 满足要求。
下图的工艺过程:
加工底面→以底面为基准,加工 A1→A2→A3;
已知:
A1=280 +0.1
0
求镗孔工序尺寸 A3=?
解:
A0 为间接形成,故为封闭环。
A1 为减环,A2、A3 为增环。
A0=A2+A3-A1∴A3=A0+A1-A2=100+280-80=300
ES(A0)=ES(A2)+ES(A3)-EI(A1)
∴ES(A3)=ES(A0)+EI(A1)-ES(A2)=0.15+0-0=0.15
EI(A0)=EI(A2)+EI(A3)-ES(A1)
∴EI(A3)=EI(A0)+ES(A1)-EI(A2)=-0.15+0.1+0.05=0
综上所述:
A3=300 +0.15
10.如图所示零件加工时,图纸要求保证尺寸 6±0.1,因这一尺寸不便直接测量,只好通过
度量尺寸 L 来间接保证,试求尺寸L。
解:
尺寸链如图所示:
6 为封闭环,L、26 为增环,36 为减环。
6=L+26-36L=16
0.1=ES+0.05+0.05ES=0
-0.1=EI-0.05-0EI=-0.05
0
11.如图所示定位方案,求钻 φ 孔时 L1、L2 的定位误差。
解:
△L1=△jb+△jw=△D+0=
△L2=△jb+△jw=△D/2+0=△D/2
12.在两台相同的自动车床上加工一批小轴的外圆,要求保证直径 φ11±0.02mm,第一台
加工 1000 件,其直径尺寸按正态分布,平均值 X1=11.005mm,均方差 σ1=0.004;第二台
加工 500 件,其直径尺寸也按正态分布,平均值 X2=11.015mm,均方差 σ2=0.0025mm。
试
求:
1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台车床的工序精度高?
2)计算并比较哪台车床的不合格率高,并分析其产生的原因及提出改进的方法。
注:
解:
1)图略;因为 σ 1 大于 σ 2 ,所以第二台车床工序精度高。
机床 1:
( X1 -X min )/σ 1 =(11.005-10.98)/0.004=6.25>3
(X max - X1 )/σ 1 =(11.02-11.005)/0.004=3.75>3
所以机床 1 左边的不合格率为 0;右边的不合格率也为 0。
机床 2:
( X 2 -X min )/σ 2 =(11.015-10.98)/0.0025=14>3
(X max - X 2 )/σ 2 =(11.02-11.015)/0.0025=2
查上表可得:
F
(2)=0.4772
所以机床 2 左边的不合格率为 0;右边不合格率为 0.5-0.4772=0.0228=2.28%。
所以机床 2 的不合格高,可调整刀具使 X 2 =11,消除不合格产品。
00
过程如下:
0
2)铣键槽至尺寸 A1;
3)热处理;
0
试求工序尺寸 A1.
0
00
为尺寸链的增环;A1 也是尺寸链的增环;
-0.05
在车床上精车一批直径为 φ60mm,长度为 150mm 的长轴外圆。
已知:
工件材料为 45 钢;切削用量为:
v=120m/min,ap=0.3mm,f=0.1mm/r;刀具材料
YT30.
在刀具位置不重新调整的情况下加工 50 个工件后,试计算由刀具尺寸磨损引起的加工值。
注:
解:
根据题中已知条件,查表可得:
NB 0 =3~4μm,K NB =2.5~2.8μm/km
∵l= 50*15050*150
f0.2
*3.14* 60 - 2*0.4 =6970.8m
NB=NB 0 +K NB l/1000=3+2.6×6970.8/1000=3+18.12μm=21.12μm
∴由刀具引起的加工误差值为:
2NB=2×21.12=42.24μm
4 齿坯在 V 形块上定位插键槽(如下图所示),要求保证工序尺寸 H=38.5(上偏差+0.2,下
偏差 0)mm,已知 d=φ80(上偏差 0,下偏差-0.1)mm,D=φ35(上偏差+0.025,下偏差
0)mm,若不计内孔与外圆同轴度误差的影响,试求证此工序的定位误差。
4 下图所示工件采用 V 形块(夹角 a=90)定位,加工两个直径为 10mm 的小孔。
已知:
外圆直径尺寸 d=φ80(上偏差 0,下偏差-0.1)mm,内孔直径尺寸 D=φ50(上偏差
+0.2,下偏差 0)mm,内孔与外圆同轴度误差 t=0.05mm,内孔中心线是工序尺寸 R 的工序
基准,β=30.
试分析计算加工 O1 孔的定位误差。
4 在如图所示工件上加工键槽,要求保证尺寸 54(上偏差 0,下偏差-0.14)和对称度 0.03.
现有 3 种定位方案,分别如图 b,c,d 所示。
试分别计算 3 种定位误差,并选择最佳方案。
 升级会员
升级会员 