钻机设备五年检验作业指导.doc
《钻机设备五年检验作业指导.doc》由会员分享,可在线阅读,更多相关《钻机设备五年检验作业指导.doc(10页珍藏版)》请在冰豆网上搜索。
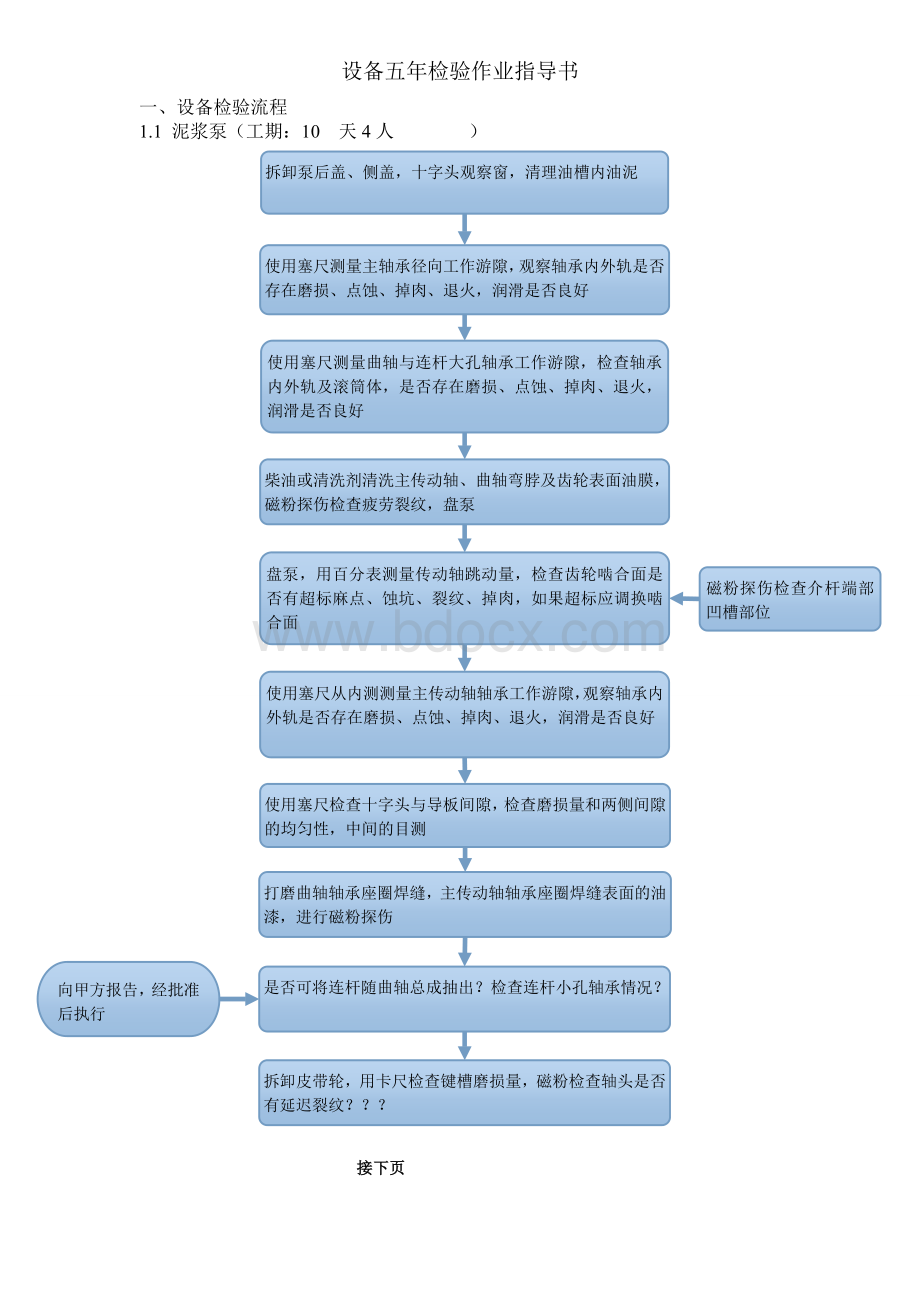
设备五年检验作业指导书
一、设备检验流程
1.1泥浆泵(工期:
10天4人)
拆卸泵后盖、侧盖,十字头观察窗,清理油槽内油泥
使用塞尺测量主轴承径向工作游隙,观察轴承内外轨是否存在磨损、点蚀、掉肉、退火,润滑是否良好
拆卸皮带轮,用卡尺检查键槽磨损量,磁粉检查轴头是否有延迟裂纹?
?
?
是否可将连杆随曲轴总成抽出?
检查连杆小孔轴承情况?
使用塞尺检查十字头与导板间隙,检查磨损量和两侧间隙的均匀性,中间的目测
打磨曲轴轴承座圈焊缝,主传动轴轴承座圈焊缝表面的油漆,进行磁粉探伤
柴油或清洗剂清洗主传动轴、曲轴弯脖及齿轮表面油膜,磁粉探伤检查疲劳裂纹,盘泵
使用塞尺从内测测量主传动轴轴承工作游隙,观察轴承内外轨是否存在磨损、点蚀、掉肉、退火,润滑是否良好
盘泵,用百分表测量传动轴跳动量,检查齿轮啮合面是否有超标麻点、蚀坑、裂纹、掉肉,如果超标应调换啮合面
使用塞尺测量曲轴与连杆大孔轴承工作游隙,检查轴承内外轨及滚筒体,是否存在磨损、点蚀、掉肉、退火,润滑是否良好
磁粉探伤检查介杆端部凹槽部位
向甲方报告,经批准后执行
接下页
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
检查完成后,重新组装时应按新泵组装工艺进行,检验员跟踪各组装工序、测量装配参数,形成安装检查报告。
上试车台(进行试车无法试车),按甲方要求形成书面进度汇报。
1.2天车(工期:
4人10天)无法清晰排污
拆卸滑轮组总成至:
滑轮、轴。
使用塞尺检查轴承游隙,检查轴承内外轨是否存在磨损、点蚀、掉肉、退火,润滑是否良好
手动检查天车滑轮组各轮是否有晃动,检查护栏、安全门、踢脚板、平台面等是否存在变形、脱焊、损伤。
使用棉线测量天车底座框架各边直线度,应<5mm。
目视检查底座框架是否存在严重腐蚀、变形、损伤。
向甲方报告,经批准后执行
清洗滑轮轮槽,打磨滑轮腹板、轮缘环焊缝油漆,进行磁粉探伤检查;使用轮槽样板规检查轮槽磨损情况;清洗并疏通轴润滑油道和表面,磁粉探伤检查轴表面磨损情况
检查后,按新产品装配工艺进行组装,检验员跟踪装配过程,检查相关配合尺寸。
形成安装检验报告。
打磨天车座焊接工字钢焊缝、辅助滑轮耳座焊缝、护栏焊缝的油漆,进行磁粉探伤检查
拆解辅助滑轮总成至:
滑轮、销轴、吊架。
磁粉检查轮槽、销轴表面、吊架孔承载部位。
重新组装拆卸部件,进行润滑保养,对天车整体进行喷漆。
接下页
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
1.3游车(工期:
)
打磨提环表面油漆,销座焊缝油漆,顶盖吊点处油漆,清洗滑轮轴表面及润滑油道,磁粉探伤检查疲劳裂纹
清洗滑轮轮槽,打磨滑轮腹板、轮缘环焊缝油漆,进行磁粉探伤检查;使用轮槽样板规检查轮槽磨损情况;清洗并疏通轴润滑油道和表面,磁粉探伤检查轴表面磨损情况
拆卸滑轮组总成至:
滑轮、轴。
使用塞尺检查轴承游隙,检查轴承内外轨是否存在磨损、点蚀、掉肉、退火,润滑是否良好
拆除滑轮轴一端背帽,将滑轮组总成拆卸,手动检查滑轮组滑轮晃动情况。
拆除销座销,如因锈蚀、变形等情况无法拆卸,程序同上。
向甲方报告,经批准后执行
确认库里是否有提环销、轴承备件。
提环销如因锈蚀、变形无法拆卸,需通知甲方采取破坏性拆除
拆解游车提环销,测量表面磨损量,磁粉探伤检查是否存在疲劳裂纹
拆解游车提环销轴,测量表面磨损量,磁粉探伤检查是否存在疲劳裂纹
重新组装拆卸部件,进行润滑保养,对游车整体进行喷漆。
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
1.4转盘及驱动装置(工期:
4人,10天)
重新组装拆卸部件,进行润滑保养,按试车大纲要求,(试车需整体联调),检查各项参数。
完成检查或更换后,按总成安装顺序装配,调换转台面,打开上盖(如果无法拆开,向甲方报告),检查齿圈齿面磨损、点蚀、损坏情况,用塞尺检查啮合间隙。
检查驱动装置齿轮组啮合间隙
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
向甲方报告,经批准后执行
向甲方报告,经批准后执行
按总成顺序,拆解至水平轴可见状态,用塞尺检查轴承游隙,观察轴承状态,如发现缺陷,需拆解水平轴进行进一步检查
打开转盘底盖,检查内部齿轮啮合面是否有点蚀、麻点,用塞尺检查啮合间隙。
如超标,需采取措施进行调整
转盘梁结构损坏、变形部位需按铆焊修理工艺进行补焊,焊后24小时进行磁粉探伤检查
将转台及传动机构从转盘梁上拆下,检查转盘梁各工字钢梁的变形和损坏情况,打磨连接耳板焊缝、损坏部位表面油漆,磁粉探伤检查焊缝裂纹。
拆卸主补心和钻杆补心,用钢板尺、卷尺检查补心各部磨损情况,清洗表面,磁粉探伤检查。
清洗转盘及驱动装置表面油、泥、土
1.5绞车(工期:
4人)
目视外观检查绞车护罩、底座、管线是否变形、损坏
拆卸盘刹护罩,用游标卡尺测量刹车盘磨损量。
单边磨损量不得超过5mm。
重新安装检查滚筒轴总成及轴承座、减速箱,使用百分表测量控制同轴度
向甲方报告,经批准后执行
对打磨除漆部位进行补漆防腐
拆解轴承座,用塞尺检查轴承游隙和磨损,外观检查内外轨是否存在磨损的沟槽、点蚀、退火、润滑不良情况
盘车,使用百分表检查两侧减速箱轴与滚筒轴的同轴度,如同轴度超标,需进一步检查滚筒轴轴承游隙及磨损
是否可拆卸刹车钳架,用游标卡尺测量各钳块厚度,不得低于12mm。
?
拆卸联轴器,检查联轴器老化和磨损情况,检查联轴器螺栓螺纹是否损坏,磁粉探伤检查螺栓是否存在裂纹。
拆解滚筒轴总成,清洗滚筒绳槽表面,磁粉探伤检查表面对接焊缝及绳槽表面。
防松螺帽拆卸后需更换,事先通知甲方
打磨钳架安装座焊缝,钳架焊缝油漆,磁粉探伤检查
接下页
重新组装拆卸部件,清洗油路,填注润滑油,按试车大纲要求,上试车台进行空运转试验,检查各项参数。
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
1.6死绳固定器(工期:
)
按无损探伤要求进行探伤检查
1.7大钩(工期:
)机械拆不了
拆卸大钩提环销,磁粉探伤检查提环销磨损和裂纹
清洗内外负荷弹簧,使用渗透探伤检查是否存在裂纹,使用卷尺测量探伤塑性变形量,超标或发现裂纹时应报废。
手动检查钩心杆晃动量,分析扶正轴承磨损和间隙情况。
向甲方报告,经批准后执行
拆解左旋螺纹,打开大钩筒体,进行内部部件检查
用电动钢丝刷头,打磨主钩、副钩、提环部位油漆,磁粉探伤检查。
发现裂纹时应报废。
测量各接触面尺寸和磨损情况,磨损量超过10mm时,应报废。
清洗钩心杆表面油膜,对钩心杆外露部位进行磁粉探伤检查。
回装各部件,按(75Nm)力矩要求上进左旋螺纹。
加注润滑油脂,检查密封情况。
对大钩进行整体喷漆
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
1.8水龙头(工期:
)
使用超声波测厚仪测量鹅颈管顶部厚度,不得小于正下方厚度。
拆卸水龙头壳体,手动检查钩心杆晃动量,分析判断轴承游隙情况。
如晃动量超标,需进一步拆解检查轴承磨损量(拆卸时,油封会损坏)。
目视检查壳体是否存在渗漏
用电动钢丝刷清除提环承载部位、接触面、变径部位油漆,磁粉探伤检查,发现裂纹时应报废。
检查提环与大钩接触面磨损情况,磨损超过10mm,时应报废。
向甲方报告,经批准后执行
清洗中心管,并对表面进行磁粉探伤检查
回装各部件,加注润滑油脂,检查密封情况,转动灵活
按涂装要求,对水龙头进行喷漆防腐
检查过程中,做好数据记录,如果发现需修理、报废、更换零部件,需做好清单,由甲方代表现场确认签字,如果甲方不同意,则作为不合格项进行报告。
润滑油料、油漆、水、电、排污
备品、备件、能耗
预算、报价
工期15-18日
螺栓、棉纱、钢丝刷头
焊接工艺AWSD1.1
试车大纲
大修拆装工艺
销、轴承、密封材料
探伤设备、器材
量器具
拆装工具、工装
人员配置
管理、沟通人员
焊接人员数量?
检验人员数量4
修理人员数量7
设备、工具
客户要求因素
设备五年拆检
二、控制因素分解图
检修标准SY5716
SY/T6367
检修标准
APIRP7L
APIRP8B
运输车辆、吊车
拆检技术协议
工作时间
规程、工艺、方法
三、检修过程沟通程序:
3
1
2
向NDC公司汇报
汇报拆检进度和结果
检验员到场检验并记录
完成检查节点的拆解、回装、试车等工作
进行拆解检查
甲方批准签字
确认甲方意见
确认甲方意见
组织修理和采购、更换
重要部件拆解、或需进一步拆解检查时
填写情况说明书进行免责声明,附方案
甲方确认签字
零部件检验时发现异常
记录型号、规格、数量、处置原因
判定调整、修理或报废
对异常情况进行检查、分析和判断
拆卸过程中发现零部件异常
甲方
检测
修理
 升级会员
升级会员 