钢筋笼及格构柱技术交底.doc
《钢筋笼及格构柱技术交底.doc》由会员分享,可在线阅读,更多相关《钢筋笼及格构柱技术交底.doc(5页珍藏版)》请在冰豆网上搜索。
施工技术交底书
工程名称
珠江三角洲城际快速轨道交通广州至佛山段二期工程土建三标段
日期
2013/04/05
交底单位
中铁十四局集团有限公司广佛二期三标段土建项目经理部
主送单位
钢筋工班
交底名称
钢筋笼、格构柱制作技术交底
编号
GF203JD-QJB11
技术交底内容、附图及说明
一编制依据
1、世纪莲站~澜石站区间主体围护结构施工图
2、钻孔桩施工方案
二钢筋笼、格构柱制作
1、材料的存放
钢材必须按照不同的钢种、等级、牌号、规格分批堆存,不得混杂,并且设立识别标志。
钢筋在存放过程中,应避免锈蚀和污染,漏天堆置时,应垫高并加覆盖。
2、制作前质量检验
钢筋在加工之前,表面必须洁净、无油渍、漆污、水泥浆、铁锈等。
钢筋应平直,无局部弯曲,成盘的钢筋和弯曲的钢筋必须调直。
用冷拉法矫直钢筋时,I级钢筋的冷拉率不大于2%,II及Ⅲ级钢筋的冷拉率不大于1%。
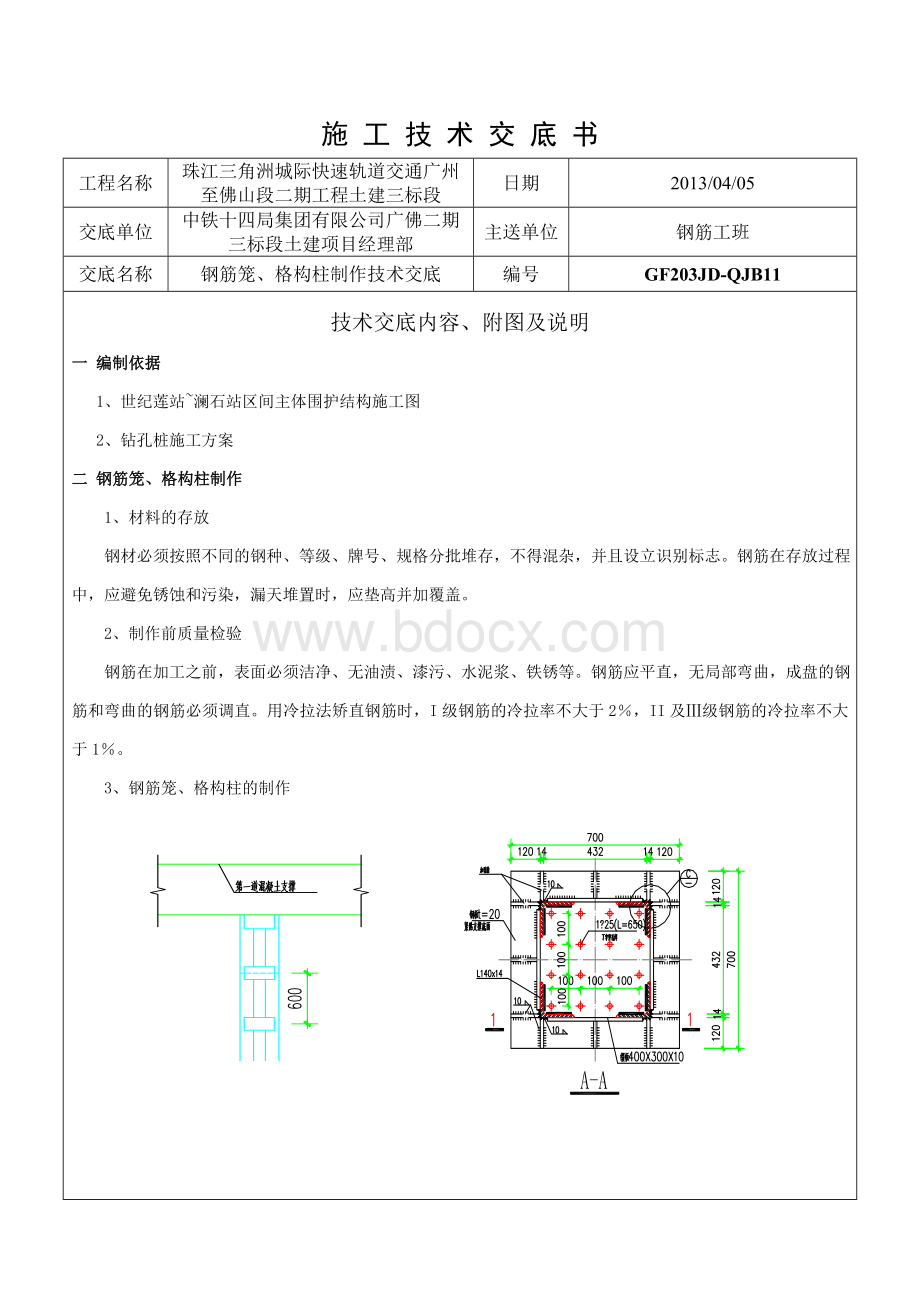
3、钢筋笼、格构柱的制作
①钢筋焊接前,必须首先做钢筋搭接头的搭接焊试验,合格后方可正式施焊,焊工必须持上岗施工。
②设置加工制作的工作平台,加工场地和制作平台必须平整。
制作一圆形的加强筋作业盘,统一制作钢筋笼的加强箍筋,保证钢筋笼圆形一致。
③主筋焊接及节与节之间焊接均采用单面搭接焊,焊缝长度不小于10d。
在1米长度范围内主筋搭接数量不大于50%,。
要求焊缝高度为0.3d,焊缝宽度为0.8d,焊接饱满,无夹渣。
④在操作平台上加工钢筋,主筋上画出螺旋筋的位置,以确保施工时的准确性,在钢筋作业平台将要搭接焊的钢筋端部预先折向一侧,保证焊接的钢筋轴线一致。
螺旋筋必须与主筋紧贴,不得悬空,并与主筋采用50%点焊连接。
⑤钢筋骨架的保护层(钢筋保护层为)采用与保护层等厚度的预制钢筋定位筋或砼保护块,与钢筋笼主筋焊接,双面焊逢长度保证100mm,每1m设一道,每道4个。
⑥钢筋笼及格构柱的焊缝长度及高度要满足设计及规范要求。
⑦加工成型的成品分别摆放,分别挂编号标示,下面平垫方木并在钢筋笼两侧加木楔,以防其滚落及变形。
4、成品的运输
用平板车水平运输钢筋笼及格构柱,并将其固定牢固。
吊车垂直运输,吊点设三个,在吊装过程中轻吊轻放。
5、钢筋笼、格构柱的吊放
①吊放之前再次检查成品的制作是否符合设计和施工规范要求。
②钢筋笼和格构柱采用搭接焊,全长加工分两段,用吊车分段吊起入孔。
③钢筋笼慢慢吊起移至孔口,在操作人员的扶持下将正位后的钢筋笼骨架慢慢吊入孔内。
在骨架入孔时,应清除骨架上的泥土和杂物,修复变形或移动的箍筋,重焊或绑扎已开焊的焊点。
钢筋笼焊接时上下两节钢筋笼必须保证在同一竖直线上,主筋搭接采用绑条焊,按规范要求。
在焊接前,用钢筋扳手绞紧,点焊使两主筋密贴,并焊立缝。
吊放钢筋笼时,现场设置两台焊机同时进行焊接,以缩短吊放钢筋笼时间。
最上端设四根钢筋笼定位筋,由测定的孔口标高来计算定位筋长度,并由测量班根据定位筋的位置复核钢筋笼的中心及格构柱的方位,核对无误后再焊接定位。
在钢筋笼的顶吊圈下插两根平行的槽钢,将整个笼体支托于护筒顶端两侧的枕木上,槽钢横放在枕木上,这样可防止钢筋受碰撞变位和落于孔中,也可以防止钢筋笼上浮。
6、钢筋笼制作允许偏差见下表。
钢筋笼制作允许偏差表
序号
项目
允许偏差(mm)
检验方法
1
主筋间距
±10
用尺量
2
箍筋间距
±20
3
钢筋笼直径
±10
4
钢筋笼整体长度
±100
5
主筋弯曲度
<1%
6
钢筋笼弯曲度
<1%
在钢筋笼和格构柱上用油漆打点标志钢筋笼的正确朝向,下放时加强检查。
7、钢筋笼、格构柱的下料及制作尺寸(详见附图)
三安全注意事项
1、电焊工必须持证上岗,实行定期检查教育制度。
2、施工区所有电线绝缘良好,导线不得随意拖地或绑在井架上。
3、配电箱、开关箱使用BD型标准电箱,电箱内开关电器必须完整无损,接线正确,电箱内设置漏电保护器;无证人员严禁触摸,在配电箱及开关等危险源处设置明显标示牌。
4、钢筋工在施工作业时必须配备安全防护用品。
5、所有施工人员必须经过安全教育才能上岗,且实行定期检查教育制度。
编制:
复核:
交底人:
被交底人(施工班组)签字:
签收人:
年月日
 升级会员
升级会员 