机床外观质量检验探讨.docx
《机床外观质量检验探讨.docx》由会员分享,可在线阅读,更多相关《机床外观质量检验探讨.docx(27页珍藏版)》请在冰豆网上搜索。
机床外观质量检验探讨
机床外观质量检验探讨
本文简要介绍了机床外观质量检验的主要内容、检验方法、检验规则和检验记录表。
1.机床外观质量检验的主要内容
1.1机床外观及外露表面不应有图样未规定的凸起、凹陷、磕碰、划伤、锈蚀、粗糙不平和其它损伤。
1.2机床上应无错装、漏装和多装的零件。
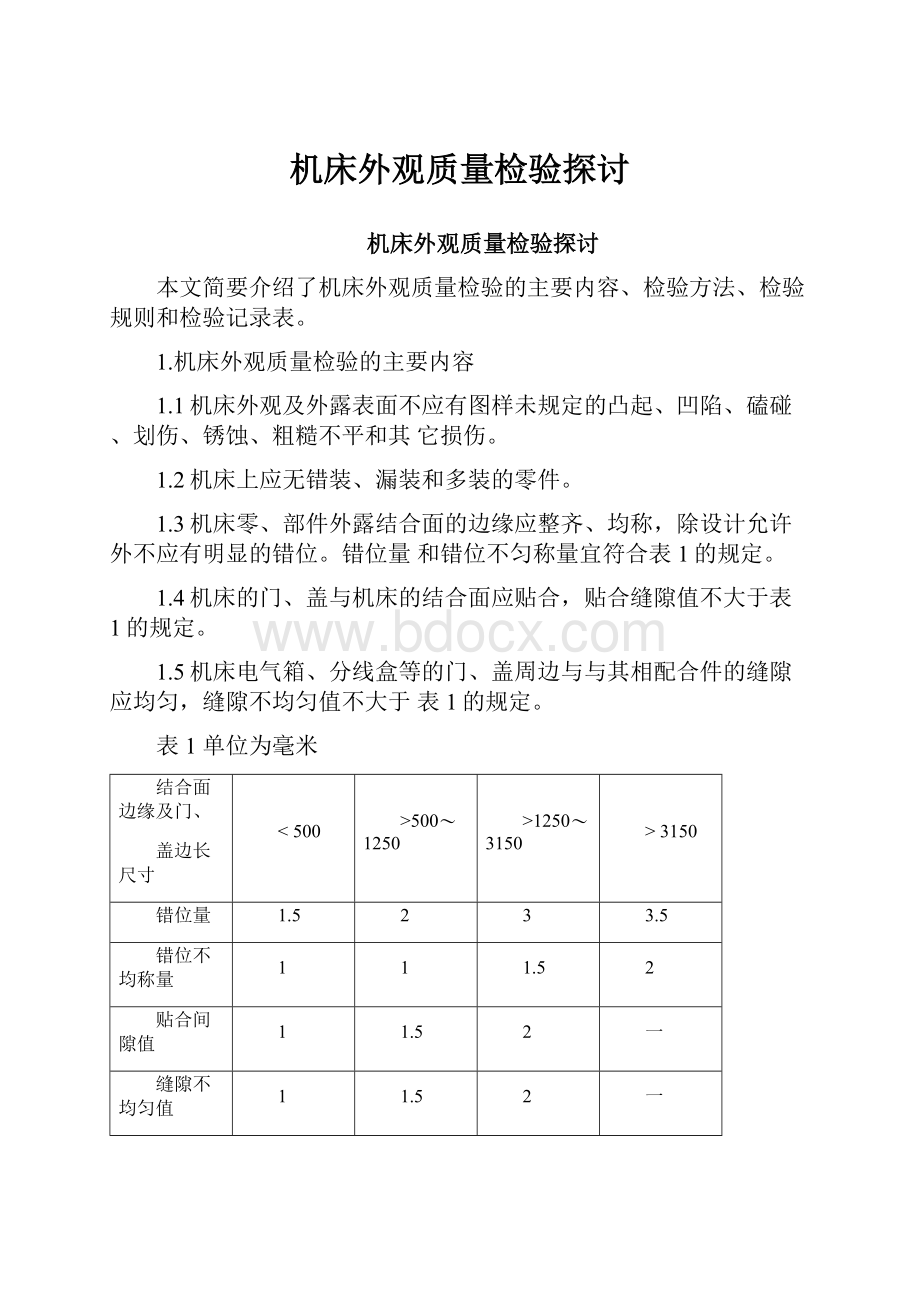
1.3机床零、部件外露结合面的边缘应整齐、均称,除设计允许外不应有明显的错位。
错位量和错位不匀称量宜符合表1的规定。
1.4机床的门、盖与机床的结合面应贴合,贴合缝隙值不大于表1的规定。
1.5机床电气箱、分线盒等的门、盖周边与与其相配合件的缝隙应均匀,缝隙不均匀值不大于表1的规定。
表1单位为毫米
结合面边缘及门、
盖边长尺寸
<500
>500〜1250
>1250〜3150
>3150
错位量
1.5
2
3
3.5
错位不均称量
1
1
1.5
2
贴合间隙值
1
1.5
2
一
缝隙不均匀值
1
1.5
2
一
注1:
当配合面边缘及门、盖边长尺寸的长、宽不一致时,按长边尺寸确定允差值。
注2:
错位不匀称量指外露结合面边缘冋一边或对应边最大错位量与最小错位量之差值。
注3:
缝隙不均匀值指门、
盖间对开缝或其相对机床本体间最大缝隙值与最小缝隙值之差值。
注4:
当需提咼精度要求时,应在设计文件和工艺文件中注明。
1.6焊缝应平直、均匀、无裂缝。
1.7装入沉孔的螺钉不应突出于零件表面,其头部与沉孔之间不应有明显的偏心。
固定销(轴用固定销两端均露者除外)一般应略突出于零件外表面。
螺栓尾端应略突出于螺母端面。
外露轴端一般应突出于包容件的端面,突出值约为倒棱值。
内孔表面与壳体凸缘间的壁厚应均匀对称,其凸缘壁厚之差不应大于实际最大壁厚的25%
1.8螺钉、铆钉、销子端部不应有扭伤、锤伤等缺陷。
1.9金属手轮轮缘和操纵手柄应有防护层。
1.10发蓝件色调应一致,防护层不应有褪色、脱落现象。
1.11液压、润滑、冷却、气动等管路的外露部分应布置紧凑、排列整齐,间距均匀与图纸一
致,用管卡或其它方式固定牢靠,不应产生扭曲、折叠等现象。
1.12机床零件未加工的表面、内腔应涂以油漆。
油漆应符合有关标准和技术文件的规定。
1.13可拆卸的零、部件装配结合面的接缝处,在涂漆以后应切开,切开时不应扯破漆面。
1.14机床上所有外露的仪表、液位计、温度计、按钮、键盘等应清洁,字迹或线条清晰、正确
无误。
1.15机床上的各种标牌、标识、铭牌、安全标识牌、厂徽、厂名、产品型号等应正确、清晰、耐久,应按图纸规定的位置和尺寸固定或粘贴或印刷在机床的明显位置,应平整牢固,不歪斜。
1.16机床外观表面应全面彻底清理、擦拭干净,不应有划伤、油污、灰尘、铁屑、铁末、棉丝、破布、碎线头、遗留小螺钉、垫片等杂物。
2.机床主要配置件外观质量检验的内容
2.1主轴单元(自制除外)、滚珠丝杠副、直线滚动导轨副、蜗轮副、端齿盘、主轴轴承、
丝杠轴承、打刀缸、刀库的包装箱或包装盒应无损、标识清晰齐全符合安全运输要求。
零、
部件包装应固定牢靠、防锈措施有效、表面无磕碰、划伤、锈蚀等,符合合同或订单规定。
2.2零、部件应带有产品铭牌、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存,交检查员处并由检查员负责查收与机床一起配发给用户。
3.机床全防护罩外观质量检验的主要内容
3.1全防护罩外观表面应平整、切口整齐、圆弧流畅、无凸凹不平、无翘曲、无锈蚀、无污物;不应有锤痕、焊瘤、金属飞溅物及引弧痕迹;尖棱、尖角处应倒角、去毛刺;接缝应严密;密封件应无损伤。
3.2外观焊缝应磨光、修平,各结合处焊缝应不高于外表面。
3.3焊缝不允许出现裂纹,连续焊缝不允许出现间断。
3.4对接焊缝的错边量不得大于板厚的四分之一,最大不得超过1mm。
3.5折弯应匀称、平直,未注折弯半径时折弯半径应w1.0〜1.53(3为板厚)并保持半径
基本一致。
3.6各组装件、组焊件应外形工整、平直、接缝严密,不留焊瘤、棱边倒钝。
3.7外观防护件联结螺钉统一采用外观装饰螺钉,安装齐全,规格一致,间距均匀,不得随意凑配。
内部防护联结统一采用镀锌螺钉。
螺钉种类、规格尺寸应符合图纸规定。
3.8拉门、边门、转门等应调整至间隙均匀,开关灵活自如、无异响,其缝隙不均匀值见表1。
3.9全防护前门、侧门的门槛部位应加装不锈钢防护条。
推拉门开合处应加装防撞块或限位块或门挡。
3.10窗镜安装框上的焊缝应修平,板面应平整,窗镜试装合格后,将其用软材料包装后存放,防止划伤表面。
3.11水箱、链排、铁屑箱、油槽等容器不应有渗漏现象。
3.12要求大流量冷却时,应进行最大流量喷溅渗漏试验,连续试验时间不少于20min不应有渗漏现象。
3.13喷漆前各板面应进行清理、除锈、清洗等处理。
3.14喷漆前,内表面角缝处刮腻子遮盖焊疤,漆层均匀无流挂。
3.15涂漆质量应符合《涂漆工艺规程》要求。
3.16机床全防护罩安装、调试完成后,应进行全面清理、清扫、擦拭、清洁工作,不应有配作产生的铁屑、铁末,不应有装配过程中遗留的多余螺钉、螺母、垫片,破布等杂物,不应有脏手摸过的痕迹。
4.机床导轨防护罩外观质量检验的主要内容
4.1外购导轨防护罩的包装箱应无损、标识清晰齐全符合安全运输要求。
部件包装应固定牢靠、防锈措施有效、表面无磕碰、划伤、锈蚀等,符合合同或订单规定。
4.2导轨防护罩表面应平整、缝隙均匀、密封可靠无渗漏、无磕碰、划伤、压痕和损伤。
4.3外购导轨防护罩应带有产品铭牌、安全标识,产品检验记录单、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存交检查员处并由检查员负责查收与机床一起配发给用户。
5.机床外围设备外观质量检验的主要内容
5.1液压站、润滑装置、气动装置、蓄能器、恒温油箱、油冷却机、水冷却机、水枪、气枪、水箱、链板排屑器、排屑箱、变压器、电箱、控制箱温度湿度调节机……的摆放应符合设计图纸规定。
各种规格的管线要按规定的位置布夹或盘放。
5.2各种外围设备表面应无磕碰、划伤、锈蚀,应擦拭干净。
5.3润滑管路、润滑站、液压管路、液压站不应有渗漏。
5.4各种外围设备应带有产品铭牌、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存交检查员处并由检查员负责查收与机床一起配发给用户。
6.机床漆面质量检验的主要内容
6.1一般要求
6.1.1品牌铸造厂家的铸件直接油漆。
6.1.2一般铸造厂家的铸件根据来料外观质量确定直接油漆或刮腻子进行油漆,必要时机械加工后再进行油漆。
6.2油漆的种类、牌号、颜色、喷(刷)方式等应按《油漆工艺规程》执行,颜色有争议时以色卡或用户要求为准。
6.3施工中不应损伤和污染最终加工表面,加工表面无锈蚀。
6.4施工中油漆或腻子不得涂到最终加工面、螺纹孔、发蓝件、导轨、电机、玻璃等上。
6.5油漆厚度要均匀,表面不应有露底材、刮伤、压痕、污渍、起皮、积瘤等不良现象。
6.6漆面应耐油、耐水。
6.7机床零件涂(喷)漆完毕,必须待漆膜完全干燥后才能进入装配现场。
6.8机床涂(喷)漆完毕,必须待漆膜完全干燥后才能准备装箱出厂。
7.机床包装质量检验的主要内容
7.1木制包装箱包装
7.1.1装箱前应检验下列项目:
1)包装箱的制造是否符合图纸及技术文件的要求。
2)机床液压箱、冷却箱的油是否排放清洗干净。
3)机床上的移动部件是否用专用支架或木方等进行牢靠支撑和固定。
4)所有被包裹或捆扎的零、部件是否起到有效的保护作用。
5)拆下的电线、电缆等应擦干净、缠绕整齐、扎牢后在其固定端就近包装。
6)拆下的液压管件、气动管件、电器线件应擦干净、缠绕整齐、扎牢,封堵好接口处,标明记号后另行包装。
7)卸下的液压、气动、润滑、冷却等元件及管道的端口应封堵、包扎严实。
8)操作面板是否用泡沫塑料、胶带包裹、捆扎牢固。
9)因产品包装原因,必须暂时拆下的螺钉等是否如数包装,存放在固定位置方便取用。
10)有防锈要求的部位是否按工艺要求喷、刷了防锈油。
11)机床上拔下的各类钥匙是否收集齐全并标识、包装后交给检查员存放在文件袋中。
12)厂内标配随机技术文件《使用说明书(机械部分)》1套(含《合格证》、《装箱单》)、《使用说明书(电气部分)1套(含《电气原理图》),是否正确、齐全。
数控系统厂家的中文技术资料1套,是否正确、齐全,符合技术协议要求。
主要外购配套厂家的技术资料是否正确、齐全。
13)所有随机技术文件应用塑料袋封装后放入包装箱内。
当机床分为多箱包装时,技术文件一般放在第一箱内(主机不解体的包装箱,主机应为第一箱),并在箱外标上“技术文件在此箱内”字样。
14)吊装图、地基图、产品安装调试验收报告单、产品现场培训报告单是否一起装入塑料文件袋中并封口后,牢靠固定或粘贴在机床上显眼的位置处。
当用户要求试切工件时,还应一起配带试切验收报关单。
15)需要拆下后单独包装的零、部件、易磨损板金类零、部件(如全防护)拆下后应擦干净,用泡沫塑料、胶带等将其包裹、捆扎牢固(拐角处加强保护)。
按形状归类摆放或叠放、套放等。
根据需要采取相应的固定和保护措施(如专用支架、隔板、木方、填充物等)。
严防运输中造成的相互磨损、划伤和挤压变形。
7.2.2包装箱合箱前应检验下列项目:
1)根据装箱单检查机床及所带附件、特殊附件、随机技术文件等的完整性。
2)按包装箱装配图检查机床或部件等的安放位置,固定方式是否符合图纸要求。
3)塑料薄膜罩罩面不允许划破、渗漏。
4)箱内不得带有与产品无关的任何杂物。
7.1.3包装箱合箱后应检验下列项目:
1)各合缝处应严密;
2)钢钉不能中途弯曲,钉头不应明显凸出;
3)紧固包铁与起运保护板应平整、牢固;
4)箱体表面不允许有破损;
5)箱面标志应正确、齐全、整齐、清晰。
7.2简易包装箱
7.2.1简易包装箱底座的制造是否符合图纸及技术文件的要求,尤其是拼焊、拼接、代料制作的部位要有足够的强度。
7.2.2压板、支撑杆(架)、固定件等是否按图纸规定的规格尺寸制作或外购。
7.2.3塑料薄膜底罩、彩条布外罩均不允许划破、渗漏,彩条布底部应用压条固定牢靠,外加物流方的绳子捆扎结实。
7.2.4简易包装箱的外部必须加盖物流方的帆布篷布并捆扎严实牢靠。
8机床外观质量检验方法
8.1机床外观质量检验一般采用目测法和手感法检验。
8.2焊接零、部件和焊缝的尺寸及形状,位置误差及外表面的接合缝隙必要时可用量具检验。
8.3焊缝的缺陷用目测或低倍放大镜观察。
8.4油槽、水箱等容器的渗漏试验,检验方法一般为涂刷煤油、盛水或其他等效方法。
用涂刷煤油检验的方法是在焊缝的一侧涂刷白垩粉水溶液,待干燥后在焊缝的另一侧涂刷煤油2〜3次,经15〜20分钟后,如白垩粉上未出现油污和油带,则为合格,(进行此试验时,环境温度
不得低于5C)。
用盛水试漏的方法是在常温下盛水,24小时后观察是否有渗漏,没有渗漏则
为合格。
(此项试验由油槽、水箱制造者进行,合格后转总装。
)
9机床外观质量检验规则
9.1机床外观、主要配置件外观、全防护罩外观、导轨防护罩外观、机床外围设备外观、机床油漆外观、机床包装等均应按设计图样、工艺规程和本标准规定进行检查验收。
9.2焊接部位的外观质量应逐件进行检查,不符合要求的应按有关规定进行返修或加修,直
至合格。
9.3储油、储水的容器或回油、回水的装置应由制造者进行逐件渗漏试验检查。
9.4检验员对以上所有项目进行逐项认真细致地检验,填写《机床外观质量检验记录单》并备案存档。
9.5《机床外观质量检验记录单》填写说明:
合格填写“V”,不合格说明原因并进行加修
或替换直至合格,所检验机床无检验表中规定的内容时填写“/”。
10附加说明
当用户对机床外观质量、技术资料语种及份数、包装形式及运输等有特殊要求时,严格按
合同和协议中有关规定执行。
11机床外观质量检验记录单
产品名称及型号检验员:
年月日
序号
检验项目
检验结果
合格
不合格及原因
备注
、
机床外观质量检验
1.
外观及外露表面应平整,无凸起、凹陷、锈蚀、磕碰、划伤、污物及损伤。
2.
机床上应无错装、漏装和多装的零件。
3.
机床零、部件外露结合面的边缘应整齐、均称,错位量和错位不匀称量应符合表1的规定。
序号
检验项目
检验结果
合格
不合格及原因
备注
4.
机床的门、盖与机床的结合面应贴合,贴合缝隙值符合表1的规定。
5.
机床电气箱、分线盒等的门、盖周边与与其相配合件的缝隙应均匀,缝隙不均匀值应符合表1的规定。
6.
焊缝应平直、均匀、无裂缝。
7.
装入沉孔的螺钉不应突出于零件表面,其头部与沉孔之间不应有明显的偏心。
8.
固定销(轴用固定销两端均露者除外)一般应略突出于零件外表面。
9.
螺栓尾端应略突出于螺母端面。
10.
外露轴端一般应突出于包容件的端面,突出值约为倒棱值。
11.
内孔表面与壳体凸缘间的壁厚应均匀对称,其凸缘壁厚之差不应大于实际最大壁厚的25%
12.
螺钉、铆钉、销子端部不应有扭伤、锤伤等缺陷。
13.
金属手轮轮缘和操纵手柄应有防护层。
14.
发蓝件色调应一致,防护层不应有褪色、脱落现象。
15.
液压、润滑、冷却、气动等管路的外露部分应布置紧凑、排列整齐,间距均匀与图纸一致,用管卡或其它方式固定牢靠,不应产生扭曲、折叠等现象。
16.
机床零件未加工的表面、内腔应涂以油漆。
17.
可拆卸的零、部件装配结合面的接缝处,在涂漆以后应切开,切开时不应扯破漆面。
18.
机床上所有外露的仪表、液位计、温度计、按钮、键盘等应清洁,字迹或线条清晰、正确无误。
19.
机床上的各种标牌、标识、铭牌、安全标识牌、厂徽、厂名、产品型号等应正确、清晰、耐久,应按图纸规定的位置和尺寸固定或粘贴或印刷在机床的明显位置,应平整牢固,不歪斜。
20.
机床外观表面应全面彻底清理、擦拭干净,不应有划伤、油污、灰尘、铁屑、铁末、棉丝、破布、碎线头、遗留小
序号
检验项目
检验结果
合格
不合格及原因
备注
螺钉、垫片等杂物。
二、
机床主要配置件外观质量检验
1.
主轴单元、滚珠丝杠副、直线滚动导轨副、蜗轮副、端齿盘、主轴轴承、丝杠轴承、打刀缸、刀库等的包装箱或包装盒应无损、标识清晰齐全符合安全运输要求。
零、部件包装应固定牢靠、防锈措施有效、表面无磕碰、划伤、锈蚀等,符合合同或订单规疋。
2.
零、部件应带有产品铭牌、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存,交检查员处并由检查员负责查收与机床一起配发给用户。
三、
机床全防护罩外观质量检验
1.
外观表面应平整、切口整齐、圆弧流畅、无凸凹不平、无翘曲、无锈蚀、无污物;不应有锤痕、焊瘤、金属飞溅物及引弧痕迹;尖棱、尖角处应倒角、去毛刺;接缝应严密;密圭寸件应无损伤。
2.
外观焊缝应磨光、修平,各结合处焊缝应不高于外表面。
3.
焊缝不允许出现裂纹,连续焊缝不允许出现间断。
4.
对接焊缝的错边量不得大于板厚的四分之一,最大不得超
过1mm
5.
折弯应匀称、平直,未注折弯半径时折弯半径应w1.0〜
1.53(3为板厚)并保持半径基本一致。
6.
各组装件、组焊件应外形工整、平直、接缝严密,不留焊瘤、棱边倒钝。
7.
外观防护件联结螺钉统一米用外观装饰螺钉,安装齐全,规格一致,间距均匀,不得随意凑配。
内部防护联结统一采用镀锌螺钉。
螺钉种类、规格尺寸应符合图纸规定。
8.
拉门、边门、转门等应调整至间隙均匀,开关灵活自如、无异响,其缝隙不均匀值见表1。
9.
全防护前门、侧门的门槛部位应加装不锈钢防护条。
推拉
序号
检验项目
检验结果
合格
不合格及原因
备注
门开合处应加装防撞块或限位块或门挡。
10.
窗镜安装框上的焊缝应修平,板面应平整,窗镜试装合格后,将其用软材料包装后存放,防止划伤表面。
11.
水箱、链排、铁屑箱、油槽等容器不应有渗漏现象。
12.
要求大流量冷却时,应进行最大流量喷溅渗漏试验,连续试验时间不少于20min不应有渗漏现象。
13.
喷漆前各板面应进行清理、除锈、清洗等处理。
14.
喷漆前,内表面角缝处刮腻子遮盖焊疤,漆层均匀无流挂。
15.
机床全防护罩安装、调试完成后,应进行全面清理、清扫、擦拭、清洁工作,不应有配作产生的铁屑、铁末,不应有装配过程中遗留的多余螺钉、螺母、垫片,破布等杂物,不应有脏手摸过的痕迹。
四、
机床导轨防护罩外观质量检验
1.
外购导轨防护罩的包装箱应无损、标识清晰齐全符合安全运输要求。
部件包装应固定牢靠、防锈措施有效、表面无磕碰、划伤、锈蚀等,符合合同或订单规定。
2.
导轨防护罩表面应平整、缝隙均匀、密封可靠无渗漏、无磕碰、划伤、压痕和损伤。
3.
外购导轨防护罩应带有产品铭牌、安全标识,产品检验记录单、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存交检查员处并由检查员负责查收与机床一起配发给用户。
五
机床外围设备外观质量检验
1.
液压站、润滑装置、气动装置、蓄能器、恒温油箱、油冷却机、水冷却机、水枪、气枪、水箱、链板排屑器、排屑箱、变压器、电箱、控制箱温度湿度调节机……的摆放应符合设计图纸规定。
各种规格的管线要按规定的位置布夹或盘放。
2.
各种外围设备表面应无磕碰、划伤、锈蚀,应擦拭干净。
3.
润滑管路、润滑站、液压管路、液压站不应有渗漏。
序号
检验项目
检验结果
合格
不合格及原因
备注
4.
各种外围设备应带有产品铭牌、合格证或类同的证明资料,当合同和技术协议中有明确规定时,总装工段负责收集、保存交检查员处并由检查员负责查收与机床一起配发给用户。
六、
机床漆面质量检验
1.
油漆的种类、牌号、颜色、喷(刷)方式等应按《油漆工艺规程》执行,颜色有争议时以色卡或用户要求为准。
2.
施工中不应损伤和污染最终加工表面,加工表面无锈蚀。
3.
施工中油漆或腻子不得涂到最终加工面、螺纹孔、发蓝件、导轨、电机、玻璃等上。
4.
油漆厚度要均匀,表面不应有露底材、刮伤、压痕、污渍、起皮、积瘤等不良现象。
5.
漆面应耐油、耐水。
6.
机床零件涂(喷)漆完毕,必须待漆膜完全干燥后才能进入装配现场。
7.
机床涂(喷)漆完毕,必须待漆膜完全干燥后才能准备装箱出厂。
七、
木制包装箱检验
1.
包装箱的制造是否符合图纸及技术文件的要求。
2.
机床液压箱、冷却箱的油是否排放清洗干净。
3.
机床上的移动部件是否用专用支架或木方等进行牢靠支撑和固定。
4.
所有被包裹或捆扎的零、部件是否起到有效的保护作用。
5.
拆下的电线、电缆等应擦干净、缠绕整齐、扎牢后在其固定端就近包装。
6.
拆下的液压管件、气动管件、电器线件应擦干净、缠绕整齐、扎牢,封堵好接口处,标明记号后另行包装。
7.
卸下的液压、气动、润滑、冷却等元件及管道的端口应封堵、包扎严实
8.
操作面板是否用泡沫塑料、胶带包裹、捆扎牢固。
序号
检验项目
检验结果
合格
不合格及原因
备注
9.
因产品包装原因,必须暂时拆下的螺钉等是否如数包装,存放在固定位置方便取用。
10.
有防锈要求的部位是否按工艺要求喷、刷了防锈油。
11.
机床上拔下的各类钥匙是否收集齐全并标识、包装后交给检查员存放在文件袋中。
12.
厂内标配随机技术文件《使用说明书(机械部分)》1套
(含《合格证》、《装箱单》)、《使用说明书(电气部
分)1套(含《电气原理图》),是否正确、齐全。
数控系统厂家的中文技术资料1套,是否正确、齐全,符合技术协议要求。
主要外购配套厂家的技术资料是否正确、齐全。
13.
所有随机技术文件应用塑料袋封装后放入包装箱内。
当机床分为多箱包装时,技术文件一般放在第一箱内(主机不解体的包装箱,主机应为第一箱),并在箱外标上“技术文件在此箱内”字样。
14.
吊装图、地基图、产品安装调试验收报告单、产品现场培训报告单是否一起装入塑料文件袋中并封口后,牢靠固定或粘贴在机床上显眼的位置处。
当用户要求试切工件时,还应一起配带试切验收报关单。
15.
需要拆下后单独包装的零、部件、易磨损板金类零、部件(如全防护)拆下后应擦干净,用泡沫塑料、胶带等将其包裹、捆扎牢固(拐角处加强保护)。
按形状归类摆放或叠放、套放等。
根据需要采取相应的固疋和保护措施(如专用支架、隔板、木方、填充物等)。
16.
塑料薄膜罩罩面不允许划破、渗漏。
17.
箱面标志应正确、齐全、整齐、清晰。
八、
简易包装箱
1.
简易包装箱底座的制造是否符合图纸及技术文件的要求,尤其是拼焊、拼接、代料制作的部位要有足够的强度。
2.
压板、支撑杆(架)、固定件等是否按图纸规定的规格尺寸制作或外购。
序号
检验项目
检验结果
合格
不合格及原因
备注
3.
塑料薄膜底罩、彩条布外罩均不允许划破、渗漏,彩条布底部应用压条固定牢靠,外加物流方的绳子捆扎结实。
4.
简易包装箱的外部必须加盖物流方的帆布篷布并捆扎严实牢靠。
九、
临时增加的检验内容
1.
 升级会员
升级会员 