钢筋加工工序质量控制要点.docx
《钢筋加工工序质量控制要点.docx》由会员分享,可在线阅读,更多相关《钢筋加工工序质量控制要点.docx(5页珍藏版)》请在冰豆网上搜索。
钢筋加工工序质量控制要点
钢筋加工工序质量控制要点
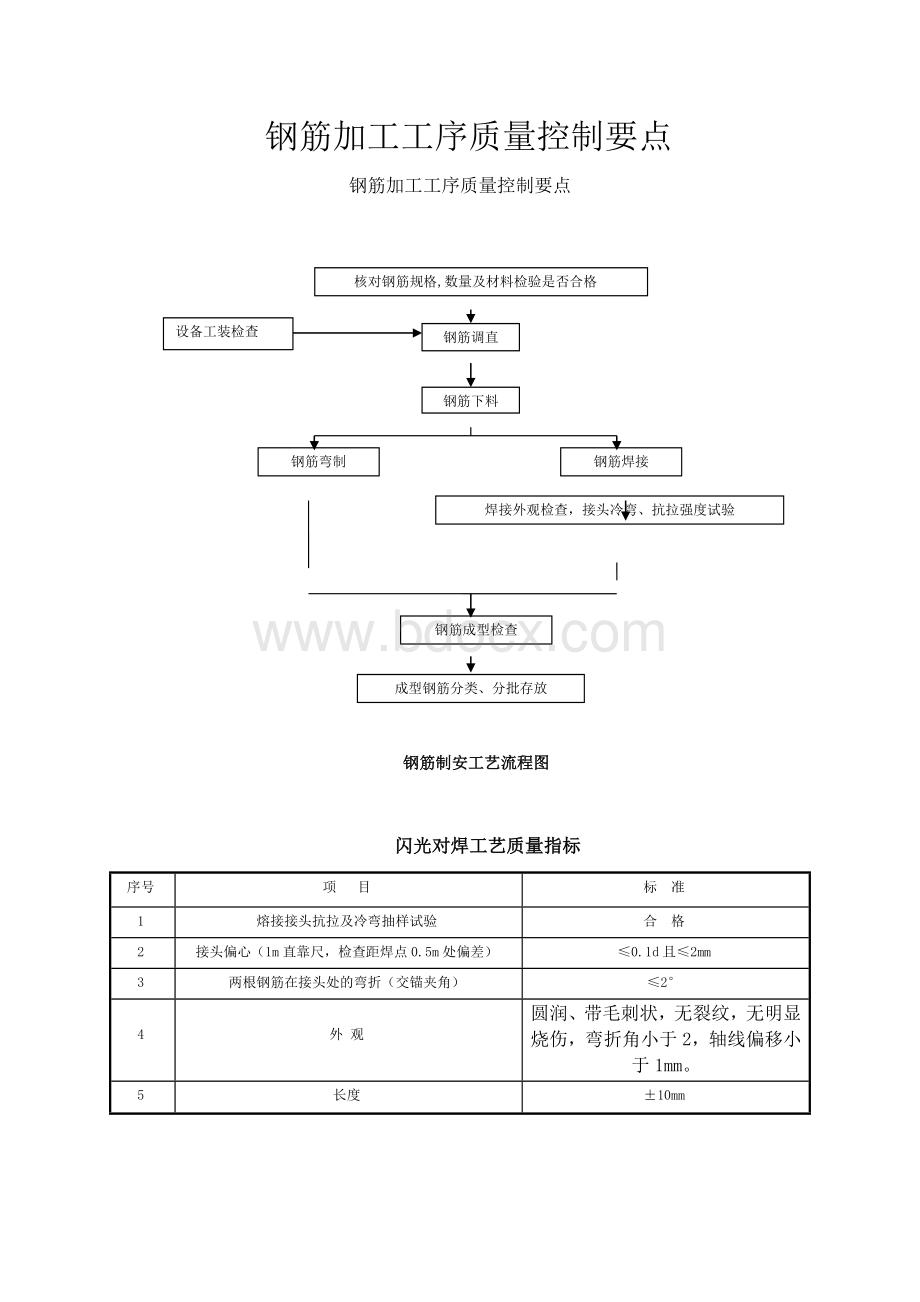
核对钢筋规格,数量及材料检验是否合格
钢筋调直
设备工装检查
钢筋下料
筋下料
钢筋弯制
钢筋焊接
筋焊接
焊接外观检查,接头冷弯、抗拉强度试验
钢筋成型检查
成型钢筋分类、分批存放
钢筋制安工艺流程图
闪光对焊工艺质量指标
序号
项目
标准
1
熔接接头抗拉及冷弯抽样试验
合格
2
接头偏心(1m直靠尺,检查距焊点0.5m处偏差)
≤0.1d且≤2mm
3
两根钢筋在接头处的弯折(交锚夹角)
≤2°
4
外观
圆润、带毛刺状,无裂纹,无明显烧伤,弯折角小于2,轴线偏移小于1mm。
5
长度
±10mm
闪光对焊异常现象、焊接缺陷消除措施表
异常现象和焊接缺陷
措施
烧化过分剧烈并产生强烈的爆炸声
降低变压器级数;减慢烧化速度。
闪光不稳定
清除电极底部和表面的氧化物;提高变压器级数;加快烧化速度。
接头中有氧化膜、未焊透或夹渣
增加预热程度;加快临近顶锻时的烧化程度;
确保带电顶锻过程;加快顶锻速度;增大顶锻压力。
接头中有缩孔
降低变压器级数;避免烧化过程过分强烈;根据情况增大顶锻预留量和顶锻压力。
焊缝金属过烧
减少预热程度;加快烧化速度,缩短焊接时间;避免过多带电顶锻。
接头区域裂纹
检验钢筋的碳、硫、磷含量,若不符合规定时须更换钢筋;采取低频预热方法,增加预热程度。
钢筋表面微熔及烧伤
消除钢筋被夹紧部位的铁锈和油污;消除电极内表面的氧化物;改进电极槽口形状,增大接触面积;夹紧钢筋。
接头弯折或轴线偏移
正确调整电极位置;修整电极钳口或更换已变形的电极;切除或矫直钢筋的弯头,设置导向槽工装。
5)钢筋的加工成型
钢筋的弯钩或弯折必须符合下列规定:
①钢筋末端作180°弯钩,其圆弧弯曲直径不小于钢筋直径的2.5倍,平直部分长度不小于钢筋直径的3倍。
②钢筋末端作直角弯折时,钢筋的弯曲直径不小于钢筋直径的5倍,弯端留有不小于钢筋直径3倍的直线段。
③弯起钢筋中间部位弯折处的弯曲直径不小于钢筋直径的10倍(HPB235)或12倍(HRB335)。
④钢筋弯曲机附有多种直径规格的芯轴,根据钢筋的不同弯曲直径选择不同直径的心轴。
钢筋弯制技术指标见下表。
钢筋弯制技术指标
序号
项目
标准
1
标准弯钩内径
≥2.5d(180°),5d(90°)
2
钢筋标准弯钩端部顺直长度
≥3d
3
箍筋、镫筋中心距尺寸偏差
±3mm
4
外形复杂的钢筋用样板抽查、偏离大样轴线
±5mm
5
成型后钢筋不在同一平面偏差
光圆钢筋≤8mm螺纹钢筋≤15mm
6
成型后钢筋外观
无污染、无开裂
7
弯起筋起弯点位置
±20mm
检验数量:
钢筋工序质检员按钢筋编号各抽检10%,且各不少于3件,并认真填写相应的钢筋半成品检查表;监理单位平行检验数量为施工单位抽检数量的10%,且各不少于一件。
检验方法:
对于弯曲钢筋,在每种半成品钢筋附近按照1:
1比例,在地面上绘出大样图,并制作钢筋大样卡具,利用比对法进行检验,其它钢筋直接采用尺量。
四、钢筋质量控制及检验
质量控制:
1)钢筋切断质量要求
①钢筋的断口无马蹄形或起弯等现象。
若有必须切除或校直。
②为确保钢筋长度的准确,钢筋切断要在调直后进行,其下料允许偏差:
±10mm。
③在钢筋切断配料过程中,如发现钢筋有劈裂、缩头或严重的弯头,外观不合格的对焊接头等必须切除。
2)钢筋对焊接头外观符合下列要求:
①接头处无横向裂纹,接头四周要有适当的墩粗部分,并呈均匀毛刺外形。
②钢筋表面没有明显的烧伤和裂纹。
③接头弯折的角度不大于2°。
④接头处的钢筋轴线偏移,不大于0.1倍钢筋直径,同时不大于2mm。
当有一个接头不符合要求时,对全部接头进行检查,剔出不合格品。
不合格接头经切除重焊后,提交二次验收。
3)钢筋弯曲质量要求
①钢筋形状正确,平面上无翘曲不平现象。
②钢筋末端弯钩的净空直径不小于钢筋直径的2.5倍。
③钢筋弯曲点处无裂缝。
④钢筋截切和弯曲允许误差见下表。
钢筋切断和弯曲允许误差表
序号
项目
允许偏差(mm)
1
受力钢筋顺长度方向的净尺寸
±10
2
箍筋中心距尺寸偏差
±3
3
钢筋成型后方向尺寸偏差
±5
4
弯曲钢筋的弯折位置
±20
5
成型后钢筋不在同一平面的偏差
光面圆钢筋≤8mm
螺纹钢筋≤15mm
6
钢筋不垂直度(顶偏离垂线)
<1d
7
复杂图形各弯折部分的高度与设计图
±5
8
钢筋标准弯钩端部顺直段长度
0~+10
9
钢筋标准弯钩内径的偏差
±0.5d
 升级会员
升级会员 