ASTM E213超探中文.docx
《ASTM E213超探中文.docx》由会员分享,可在线阅读,更多相关《ASTM E213超探中文.docx(22页珍藏版)》请在冰豆网上搜索。
ASTME213超探中文
内部资料
名称:
E213-04
金属管和管状材料超声检验方法1
本标准是按照已经确定名称E-213发行的;名称后的数字表示最先采用的年份,如果修正,则是最后修正的年份。
括号中的数字表示最后重新批准的年份。
上标ε表示上次修正或者重新批准后的编排更改。
1.范围
1.1本规程2规定了金属管及管状材料超声波检验缺陷的方法。
本规程适用的超声波检验方法包括:
脉冲反射法,可以是接触及非接触式方法(例如:
如指南E1774中所述),和斜波入射检验法。
人工槽伤是标准化设置超声波系统的主要手段,人工槽伤具有纵向和横向槽伤(按使用方规定),位于表面。
1.2本操作规程适用于外径大约1/2英寸[12.7毫米]及以上更大的管状产品,检验参数符合并且满足第12节的要求。
本操作规程已经成功地运用于较小尺寸的管子。
管子尺寸可以由使用方按合同协议规定。
本操作规程是用来确保使用适当的波束角和波束形状,以便覆盖管子和管状材料的整个体积范围,包括较小外径-壁厚比的管材,并且在检验小直径管和薄壁管时避免假反射信号。
1.3在附录Al中的步骤适用于核工业及其它特殊和安全使用场合的管材。
附录A2中的步骤可以用于确定螺旋扫描节距。
1.4本规定不是验收标准,验收标准必须由使用方确定。
1.5本操作规程中使用英寸-磅英制单位。
相应的国际单位被括在括号中,可能是近似值。
1.6本标准内容不包括说明所有和使用有关的安全事项。
任何使用本标准的人员有责任在使用前,咨询并且制定适当的安全和健康操作规程,并且确定规程的适用性。
1本操作规程属于美国材料试验学会E07无损检验委员会的管辖范围,并且是E07.06超声波探测分会的直接责任。
最新版本于2004年1月1日批准,于2004年2月出版。
最早批准是在1963年。
上一版E213-02在2002年批准。
2要了解美国机械工程师学会锅炉及压力容器标准中规定的使用规程,参看标准中相关的操作规程SE-213。
2.参照文件
2.1美国材料试验学会标准3
E543对无损检测机构评价的规定
E1065超声波检测设备评估指南
E1316无损检测术语
E1774电磁超声换能器指南(EMATs)
E1816用电磁超声法进行(EMAT)超声检测方法
2.2美国无损试验学会文件
无损检验人员资格和验证推荐方法SNT-TC-1A4
ANSI/ASNTCP-189无损检验人员资格和验证标准4
2.3军用标准
MIL-STD-410无损检验人员资格和验证5
2.4航天工业协会文件:
NAS410无损检验人员验证和资格6
3.术语
3.1本操作规程中使用定义或条文的阐释,参看术语E1316。
4.操作规程摘要
注解1——水浸法包括水箱式、水腔式或采用水流、水柱耦合超声波的方式。
4.1利用不接触法、表面接触法或水浸法进行脉冲超声波斜波检测。
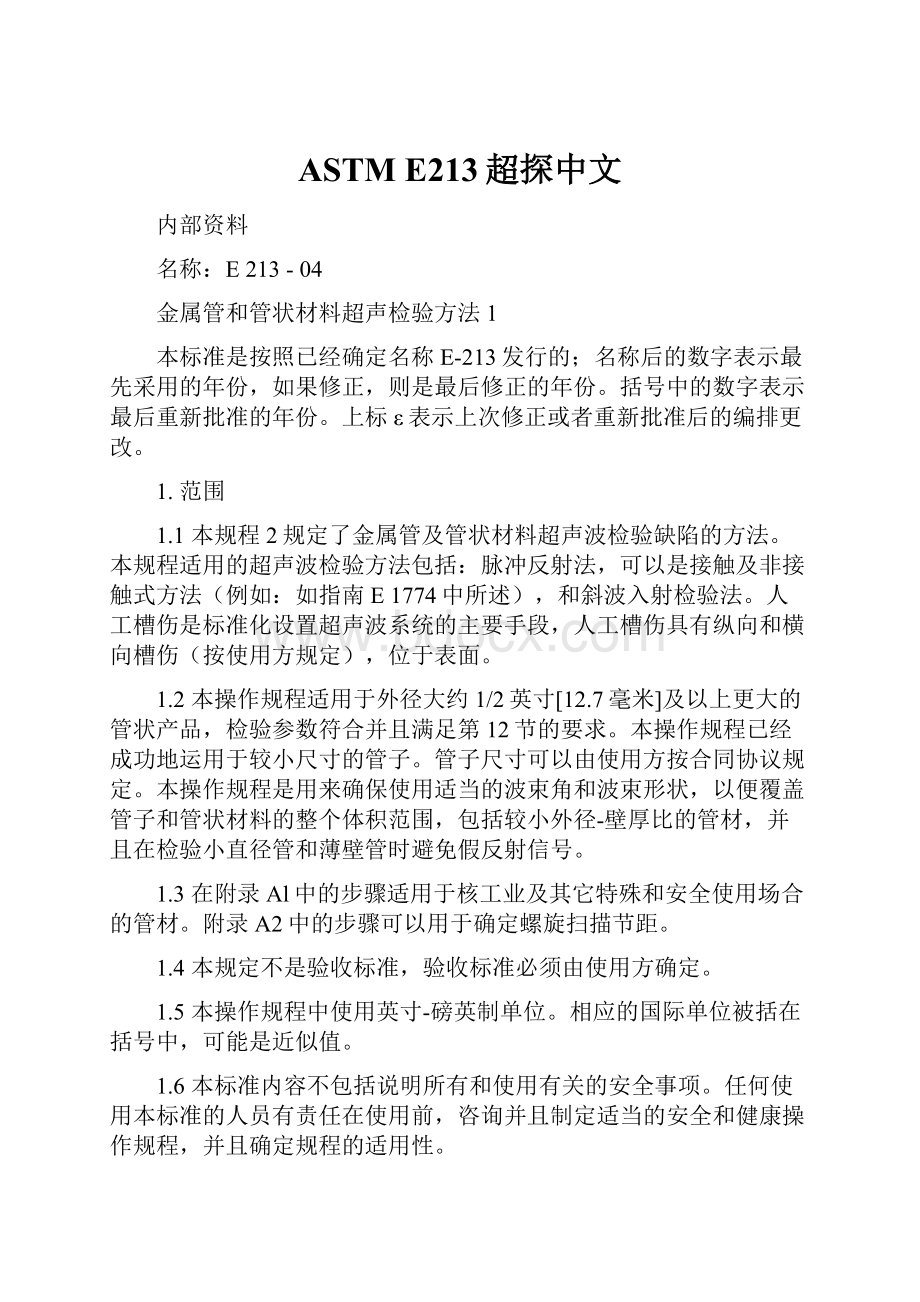
图1为单个超声斜波沿金属管周向传播示意图,用于检测管子纵向缺陷;
3
要参照美国材料试验学会标准,访问美国材料试验学会网站,www.astm.org,或者联系美国材料试验学会客户服务部,电子信箱:
service@_astm.org。
要了解美国材料试验学会标准卷宗信息年书,参照美国材料试验学会网址标准文件摘要一页。
4可以从美国无损检验协会公司取得,地址:
俄亥俄州43228,哥伦布、Arlingate路
5可以从标准化文件订购处获得,联系人:
NPODS,地址:
宾夕法尼亚州19111-5094,费城、Robbins大道700号,单元D4栋。
6可以从美国航天工业协会公司获得,地址:
华盛顿特区20005、纽约、Eye街1250号。
E213-04
波束
图1声波在管壁中沿圆周方向传播
图2为超声波沿金属管轴向传播示意图,用于检测管子横向缺陷。
注释1——浸入法可以包括箱式、轮式探头或者使用液流、液柱耦合超声波的方式。
4.2为确保缺陷能够产生最有利的的反射波,应该从沿圆周的两个方向检测纵向缺陷,并且当客户要求检测横向缺陷时,也应该从沿轴向的两个方向检测横向缺陷。
4.3在进行大批量产品检测时,为了提高检测效率,在同一个检测方向上,可以同时使用多个检测单元。
也可以用多个检测单元同时对所要求检测的各个方向进行扫描,通过提高扫描螺距,从而提高检测效率。
波束
图2超声波在管壁中沿轴向传播
E213-04
5.意义和使用
5.1本标准概述了利用超声波检测并定位材料中的主要缺陷的方法,如:
凹坑、气孔、夹杂、裂缝、开裂等。
6.使用的基本条件
6.1使用者必须对以下项目作出规定。
6.1.1被检测金属管的规格和类型;
6.1.2是否增加横向缺陷的检测;
6.1.3影响覆盖范围的因素必须要明确,包括:
扫查重叠率、重复频率、探头的最大尺寸;
6.1.4产品在生产过程的那些阶段需要探伤;
6.1.5待检测产品表面状况;
6.1.6对设备进行性能测试的最长间隔时间,如果和13.2中规定的不同,则说明标准化检查间隔时间的超过允许限度;
6.1.7标准试样人工伤的类型、尺寸、位置、制作方法和数量;
6.1.8测量标准试样人工伤尺寸公差是否满足第11章节的要求的方法;
6.1.9不合格品的判断标准或合格品的接收标准;
6.1.10有关修磨或返工的条款,如果允许修磨或返工,应在合同中明确这一点。
6.1.11如果适用,应对每一支管子做永久性的探伤信号记录。
6.1.12检测报告内容。
6.1.13如果有要求,说明操作人员具有的资格和证书。
6.1.14无损检测机构的资格证明。
如果有合同要求,无损检验机构应该按照操作规程E543所规定进行合格验证和评估。
在合同协议中应该指明方法E543的适当版本;
6.1.15人员的资格等级。
(见7.1)
7.人员资格
7.1如果合同指定,按照本标准进行检验的人员应该按照国家认可的无损检验人员资格认定程序或者标准进行资格鉴定,比如:
美国国家标准协会/美国无损试验学会-CP-189、美无损检验协会-TC-1A、美国军事标准-410、美国国家科学院-410、或者按照适当情况由雇主或鉴定机构指定的类似的文件。
使用的操作规程或标准及版态应该在双方之间签署的合同协议中说明。
注释2-MILSTD-410标准已经被取消,被NAS-410标准替代,但是,合同双方协议中可以指定使用。
8.表面状况
8.1检测面应该是清洁的,没有疏松的氧化物、灰尘、油污、油漆、涂料或其它影响检测结果的无关材料。
所用来清洁检测面的方式应该是对被检测工件没有影响的。
表面过于粗糙或有擦痕将在检测中产生干扰信号。
9.仪器
9.1仪器应该是脉冲回波类型的,并且能够用第12节所述的方法检测到第11节所述类型的参照缺陷。
仪器应该分别有一个(或多个)独立的通道接受纵向或横向缺陷的反射信号。
仪器的重复频率应能满足在使用的扫描速度下对缺陷反射波的判断。
在检测时,仪器应具有抗外界干扰或其它通道干扰信号的能力,正确辨别缺陷信号。
9.1.1检测中,经调整仪器的频率、带宽和检测单元应能达到令人满意的人工刻槽信号和噪声信号的信噪比,噪声信号指背景噪声,包括晶界的反射、表面粗糙度的反射。
9.2在指定的灵敏度下,所选择探头的频率应能达到合适的信噪比(S/N),信噪比(S/N)至少应达到1~3。
更高的信噪比要求应在合同中标明。
9.2.1探头的规格、频率和入射角(或非接触法中的相应参数)要能够在管材或者管壁中产生一个波束中心近似45度的横波。
对于外径-厚度比小于7的产品,必须使用一个较小的折射角(或者非接触检验法中相应的参数),以确保和内表面相交。
这不能确保管壁中的缺陷被检测到[参看参照5].
9.3所有传送带和驱动机构的安装位置必须能够支撑和按照稳定的速度输送被检验材料,并且按要求的扫描“螺距”(螺旋)送入。
对于小直径管材,检验主机必须使用夹持机构,防止在扫查时管子相对于超声波束有任何横向移动。
如果比较大的待检材料不直,探头必须有一个跟踪机构支持,以便弥补材料弯曲的情况。
10.耦合剂
10.1对压电探头(非接触检验方法不需要耦合剂)而言,需要在探头和被检管子之间使用耦合
E213-04
剂,例如:
水、油或甘油,以便将超声波振动由探头传导到管子。
可以在耦合剂中添加防锈剂、软化剂、润湿剂。
所有添加剂和耦合剂不应该对管子表面状况有害,应该能够湿润材料表面,达到需要的耦合效果。
为防止干扰信号或灵敏度降低,或者二者同时发生,必须避免耦合剂中存在气泡。
注释3-在接触检验方法中,在检验前几个小时,在管子上预涂一些耦合剂,可以得到较好的超声波传导效果。
11.人工参照试样
11.1准备制作人工参照试样的管子要和被检验材料具有相同的公称直径、壁厚、材质、表面光洁度和声学性能。
参照管子应该无其它缺陷,以免干扰人工参照缺陷的检测。
11.2纵向人工槽伤和横向人工槽伤(如果合同方要求)应该在参测试样的内、外表面都制作,以确保内外表面都能有良好的检验灵敏度。
11.3人工槽伤应该完全分开(圆周方向、轴向,或者二者同时),以便排除互相干扰和减少分析困难。
11.4应该清除所有人工伤附近的金属屑、毛边等等。
(d)顶部
图3常用人工伤
(b)方形缺口
(c)U形缺口
(典型的机电加工形状)
(a)V形缺口
(d)顶部
图3一般缺口形状
11.5人工伤尺寸,包括长度、深度和宽度(和V形夹角)必须由使用方指定。
图3说明了被检验的一般缺口结构和尺寸(注释4)。
V形、方形、U形类似尺寸的反射信号幅度会因为传播波束的角度、频率和振动模式而产生较大幅度变化。
注释4-在图3(a)、(b)、和(d)中,尖角是为了说明方便。
在一般机械加工中,会有一个倒圆。
11.5.1人工伤深度应该是一个平均值,从管子的表面到人工伤底部的最大和最小深度。
可以用光学、复型或其他的双方商定的方法进行计量。
除非使用方另外指定,人工伤深度应该在下列范围:
对于深度不大于0.005英寸[0.13毫米]的人工伤,其误差应该为±0.0005英寸[0.013毫米];对于大于0.005英寸深度的人工伤,其缺口深度误差应该在额定值的+10、-15%之内。
检测机构也可以使用更浅的缺口,以便提供一个更为严格的检验。
注释5-对于轧制的或片状管子或者管状材料表面,可能需要变更11.5.1条。
二个容许的更改如下:
最好是更改(a);也可以更改(b),除非另作说明。
(a)圆管产品可以将表面缺口区域加工成平面的,或者
(b)缺口深度应该在0.001英寸[0.025毫米]之内,或者规定深度的+10、-15%,取其中较大值。
11.5.2当使用方规定了人工伤的尺寸公差,公差经常会包括一个负值,小于正常值,以便灵敏度不会低于规定的最低值。
检验机构可以使用较小的人工伤,但是必须经过合同方的同意。
注释6–人工伤的信号幅度可以和缺口深度不成线性比例。
因为这和波束宽度和人工伤长度的重叠尺寸有关。
11.5.3缺口的宽度应该按实际情况尽量小,不能超过深度的两倍。
11.6使用人也可以规定其他类型和方向的参照人工伤。
12.仪器的设置标准
12.1静态设置标准-利用第11节中指定的人工参照试样调整设备,达到能够清楚地识别内、外表面人工伤,内、外表面人工伤的信号幅度应该
E213-04
尽可能地同等。
使用人工伤反应幅度中较小者作为判废标准。
对于大直径或厚壁管子,如果内表面人工伤和外表面人工伤的信号幅度由于材料声程和内径曲率关系而不能相同时,可以分别确定内、外表面人工伤的判废标准。
注释7-距离—波幅校正——可以使用一种方法,用以补偿由于材料声程而导致的超声波信号幅度的减少。
使用方应制定距离—波幅校正(DAC)曲线的确定和使用的详细程序。
12.2动态检验标准——按模拟生产检验的动态条件设置设备的标准。
待检验的管子或管状材料和探头总成应该可以相互移动和旋转,在管子外表面上形成螺旋扫描路径。
保持旋转和平移速度恒定在10%以内。
在圆周方向进行轴向扫描可以实现等效覆盖。
12.3进给螺距应该足够小,以便能按标准化设置时确定的检验距离和灵敏度达到至少100%的覆盖被检测产品。
覆盖度应根据探头最大的有效尺寸、每个通道的重复频率和螺距确定。
13.步骤
13.1按设备设置的标准条件,从圆周的两个方向用超声波扫描检测管子的纵向缺陷,如特别指定时,还要按二个轴线方向检验管子的横向缺陷(参看注释8)。
注释8-相同条件包括所有的设备设置、机械动作、探头位置和相对管子和管状材料的对准度、液态耦合剂、和影响检验效果的任何其他因素。
注释9-如果对纵向和横向缺陷均有要求,可以选择下列三种条件:
(a)每根管子四次穿过一个单通道主机,每个方向二次。
(b)每根管子二次穿过一个双通道主机,每个方向一次;或者
(c)每根管子一次穿过一个四通道的主机。
13.2设置标准——用人工参照试样从满足12.2条规定的检测系统中通过,定期检查仪器的动态灵敏度设置情况。
每次生产检测前要进行标准测试,检测后仪器关机前要进行标准测试,仪器连续运行期间至少每四个小时进行一次标准测试。
任何时候仪器未能产生正常的信号幅度,或者未能对合同协议规定的废品进行判定,都要根据12.1和12.2条规定重新对仪器进行灵敏度设定。
如果仪器未能满足要求,在重新设定完成后,要对上次灵敏度测试后的所有已经检验的管子重新检验。
13.2.1购买方需要时,可以指定更多的特殊的灵敏度设定标准。
13.3对于大部分规格的管子和检验,在声波进入管子的表面有反射信号。
该信号不是强制要求的,但可以作为人工参照样试样补充检验项目,以便进一步保证仪器运行正常。
如果这种信号不存在,则要增加设备灵敏度测试的频次。
13.4在生产检验时不能调整仪器,否则在任何调整后都应进行第12节所述的灵敏度测试。
13.5除非另作说明,应该对管材和管状材料进行100%的检验。
注释10——一些旋转机构无法检验管子或者管状材料的端部。
存在这种情况时,在检验报告中要清楚地标明每根管子的这种情况的程度。
14.结果分析
14.1使用第11.5节中描述的并且是双方商定的参照人工试样,按照第12节所述的步骤进行设备的标准设定,在产品检测中,所有等于或者大于判废幅度的反应信号都被认为是缺陷的反应信号,可以作为管子或者管状材料判废的依据。
另外,使用方可以另外指定特殊的验收标准。
14.2在进一步检验管子或者管状材料后,如果没有检验出不合格的反应信号,该管子或者管状材料应该被认为是通过了超声检验,除非不满足第13.2节中注明的情况。
注释11—判废的管子或者管状材料可以按照买方许可的方式重新加工。
经过返工的管子或者管状材料在进一步超声波检验后,如果没有不合格的回波信号,该管子或者管状材料应该被认为是通过了超声检验。
注释12—需要注意,返工管子或者管状材料时要确保不能改变材料规格中的其它合格条件,例如:
壁厚、椭圆度、表面光洁度、长度等等。
15.文件记录
15.1需要记录时,记录应该包含双方认为应该记录的信息,即管子或管状材料检验满足本操作规程要求的内容,及合同中指定的任何更改要求。
E213-04
15.2当要求第三方检验时,可能是由一家独立的检验机构,要按照合同协议指定的等级,需要提供被检验管子或者管状材料检验结果的永久记录或计算机数据记录。
该记录可以是检验期间由超声波仪器产生的图带。
该记录应该包括所有标准化记录和标准化验证记录,应该注明每根报废管子和相关管子之间的相互关系。
供应商应该将检验报告存档。
当客户要求时,检验报告应该提交给客户。
报告至少应该包括下列信息:
15.2.1材料识别标志,包括类型、尺寸、批号、
热处理和任何其他的适当信息。
15.2.2检验设备和附件的识别标记。
15.2.3检验的详细方法,包括检验速度、检验频率和最终效果(如果有的话)。
15.2.4人工参照试样的说明,包括人工伤的实际(测量)尺寸。
15.2.5如果使用的话,说明距离—幅度校正程序。
15.2.6检验结果。
16.关键字
16.1斜束;无损检验;管子;管形材料;超声检验。
附录
(强制执行资料)
Al.特殊和安全使用场合使用的管子和管形材料的检验
Al.l简介—当管子或者管形材料最终使用要求不准具有大于某个尺寸的缺陷时,要求进行某些额外的超声检验,以确保满足需要的质量标准。
这些使用场合通常要求采用浸入法检验管子。
在有些情况下,例如:
现场检验或者某些零件不可接触水,可以运用指南E1774中所述的接触检验法或非接触检验法。
Al.1.1只要遵循适当的操作程序,本操作规程可用于任何直径和壁厚的管状产品。
这些程序应该确保使用适当的折射角和波束形状,以便覆盖管子的整个体积,包括较小外径-壁厚比的管子,并且在检验小直径管子和薄壁管子时避免假反射信号。
A1.2操作规程摘要——应该使用脉冲超声波斜波进行检验,可以是非接触法或者表面接触法或浸入法。
图Al.l说明了超声波斜波进入管壁或者沿圆周方向检验纵向缺陷,需要时,沿轴线方向检验横向缺陷。
在这些情况下,入射和折射波是圆柱聚焦水浸探头所产生的。
在直径几倍大于接触式探头的长度的管子和管状材料中,一般波束形状大致一样。
A1.3额外的仪器要求
A1.3.1虽然接触式探头可能被用来少量的或现场各类管子和管状材料的检查,圆柱(线)聚焦水浸探头最好用于关键的检验和大批量检验(参看参照文件
(1)、(3)和(4))。
根据参照人工伤的大小确定所用的扫描螺距,探头大小和聚焦波束长度应该能够进行可靠的缺陷检查。
需要检验厚壁管或者管形件时,焦距、折射角和聚焦探头的波束角应该能够完全穿过管壁[参看(5)]。
A1.3.2管壁材料中的探头波束长必须长于或者短于参照试样的纵向人工伤长度,其相差值不能小于螺旋扫描路径的螺距(每一圈的直线进程)(参看A2.1)。
这必须确保不管相对于扫描路径来说的位置如何,都能够检验和人工伤一样长的缺陷,(参看附录A2)。
A1.3.3聚焦水浸探头的焦距应该等于管子或者管状材料的半径加上水中波程长度,以便可以聚焦在管子或者管状材料的轴线(参看(4))。
A1.3.4相对于垂直于波束入射点表面切线的探头波束入射角度应该可以调节,以便在管子或者管状材料中产生适当的折射角,完全覆盖管子或者管状材料的整个壁厚(参看(5))。
在检验直径壁厚比小于10至1的管子或者管状材料时,一般使用45度的折射角。
对于许多材料,超声波束入射角大约18至19度时,可产生一个45度的折射角。
通过平行移动垂直于表面切线的超声波束,使用浸入法可以达到该目的。
在系统标准化检验中,这经常是一种方便的初调办法。
A1.4人工参照试样的额外要求
A1.4.1人工参测试样的纵向外表面人工伤和内表面人工伤可以置于接近参照试样的一端,保持足够的距离,以便排除干扰和判断困难,但是彼此又要接近,以便尽量减少从一个人工伤到另一个人工
缺陷
E213-04
探头(大直径管子或者管状材料的圆柱聚焦或非聚焦型探头)
管子或者管状材料的局部截面
探头
缺陷
(a)圆周扫描查找轴向(纵向)缺陷
(b)轴向扫描查找圆周(横向)缺陷
图A1.1管子或者管壁中的超声波传
伤扫描所需的时间,以便在设置期间达到较好的信号平衡。
为便于制作,内表面人工伤应该接近管子或者管状材料的端部。
需要时,横向外表面人工伤和内表面人工伤一般置于接近人工参照试样的另一头,即纵向缺口的另一端。
虽然不是强制规定,这种做法能够使所有人工伤距离管端足够远,以便提供良好的支持,同时距离探头最接近,内表面人工伤靠近管端便于制作时插入和验证。
这种方法对于较大直径和刚度的管子误差较小。
E213-04
A1.5静态标准化设置—利用第11节中指定的人工参照试样调整设备,以便能够清楚地识别内、外表面人工伤。
内、外表面人工伤反射信号幅度应该尽可能相等,并且实用。
如下所述,由于采用的接触法或者浸入法,本方法会有某些差异。
Al.5.1设置好所有传送和驱动机构,以便稳定地支持和送入待检管材,按要求的“扫描螺距”,达到满意的“最坏情况拦截”和要求的扫描重叠(参看附录A2.)
Al.5.2接触法检验方法—在现场检验或者其它场合,浸入检验不能实施的情况下,可以使用接触法。
需要重点注意的情况是,由于下列原因,比较困难得到可重复的和精确的结果(参看
(1)):
(a)在探头上缺乏恒压和耦合剂覆盖度不一致,在扫描期间很难保持相同的灵敏度;
(b)除非专用的“渐开线”
(2)或类似的探头,否则是不可能得到直接的聚焦效果,即:
灵敏度相对于厚度的均匀性,在整个波束宽度产生恒定折射角;
(c)对于一个已经确定的探头斜率,不可能改变入射角以便达到外表面和内表面人工伤反射信号的良好均衡,或者调小入射角以便在厚壁管子中获得较好的穿透覆盖度;
(d)维护问题是由于探头面板磨损;及
(e)使用手动扫描时,很难确保达到覆盖整个表面或者规定的重叠度。
Al.5.3进行接触式检验时,应该进行下列选择和标准化设置程序,除了有合同方批准的其它替代程序。
(a)选择探头的规格、频率和斜率和形状,以便在管子或者管壁中产生一个大约45度超声波中心横波。
如果确定较小的折射角效果更好,则可以使用一定斜率的探头。
(b)在探头上适当地涂一层耦合剂,然后放在人工参照试样表面,并且靠近纵向参照缺口边缘。
将探头指向圆周的一个方向。
(c)在小心地连续贴合探头和维持恒压的情况下,将探头移近和移离外表面纵向人工伤,以便达到的最大的经过内表面反射后出来的回波信号,在仪器显示屏上是在界面信号后出现。
调节增益,以便将此反射位置(结点)的最大回波信号设置在全屏高度(FSH)的80%。
(d)在不改变上述C步骤确定的增益控制情况下,将探头移向内表面纵向人工伤边缘,并且重复扫描过程,直到内表面人工伤的回波信号在接近用于外表面人工伤回波信号的位置(节点)处的值最大。
记录从内表面人工伤处回波信号的最大幅度。
如果该信号高于全屏高度的80%,降低幅度,以便达到全屏高度的80%,再次将探头移到外表面人工伤,并且记录新增益调整下的峰值幅度。
内、外表面人工伤的相对幅值应该几乎相等,可以尽可能选择一对相邻内表面人工伤和外表面人工伤信号的结点。
使用二个反应值中较小者作为判废标准。
对于大直径或厚壁管子,如果内、外表面人工伤的信号幅度由于材料声程和内径曲率关系而不能相同,可以确定另外的用于内、外表面缺陷的判废标准,在这种情况下,可以使用DAC对内、外表面人工伤反射的信号幅度进行平衡。
(e)在扫描另外一个圆周方向时,重复步骤(a)到(d)。
(f)如果用户或者合同方要求检验横向缺陷时,在扫描二个轴线方向时,重复上述步骤。
Al.5.4浸入检验方法—只要在可行情况下
(1)推荐这个办法。
在注释1(4.1)中列出的仪器类型可用于该方法。
应该采取下列标准化设置步骤,除非有合同方批准的其它替代办法。
Al.5.5利用下列指导方法,选择圆柱聚焦(直线聚焦)探头(3),其频率、波束宽度和焦距适合于被检验管子,并且符合用户或者合同方规定的灵敏度(人工伤尺寸)要求。
如果检验种类、材料尺寸或其他性能使得球状或平面聚焦探头更适合,则可以代替圆柱聚焦探头。
(a)选择的频率应该能够在被检验材料中,按
 升级会员
升级会员 