制前设计.docx
《制前设计.docx》由会员分享,可在线阅读,更多相关《制前设计.docx(33页珍藏版)》请在冰豆网上搜索。
制前设计
一.製前設計:
1.1.排版設計規定:
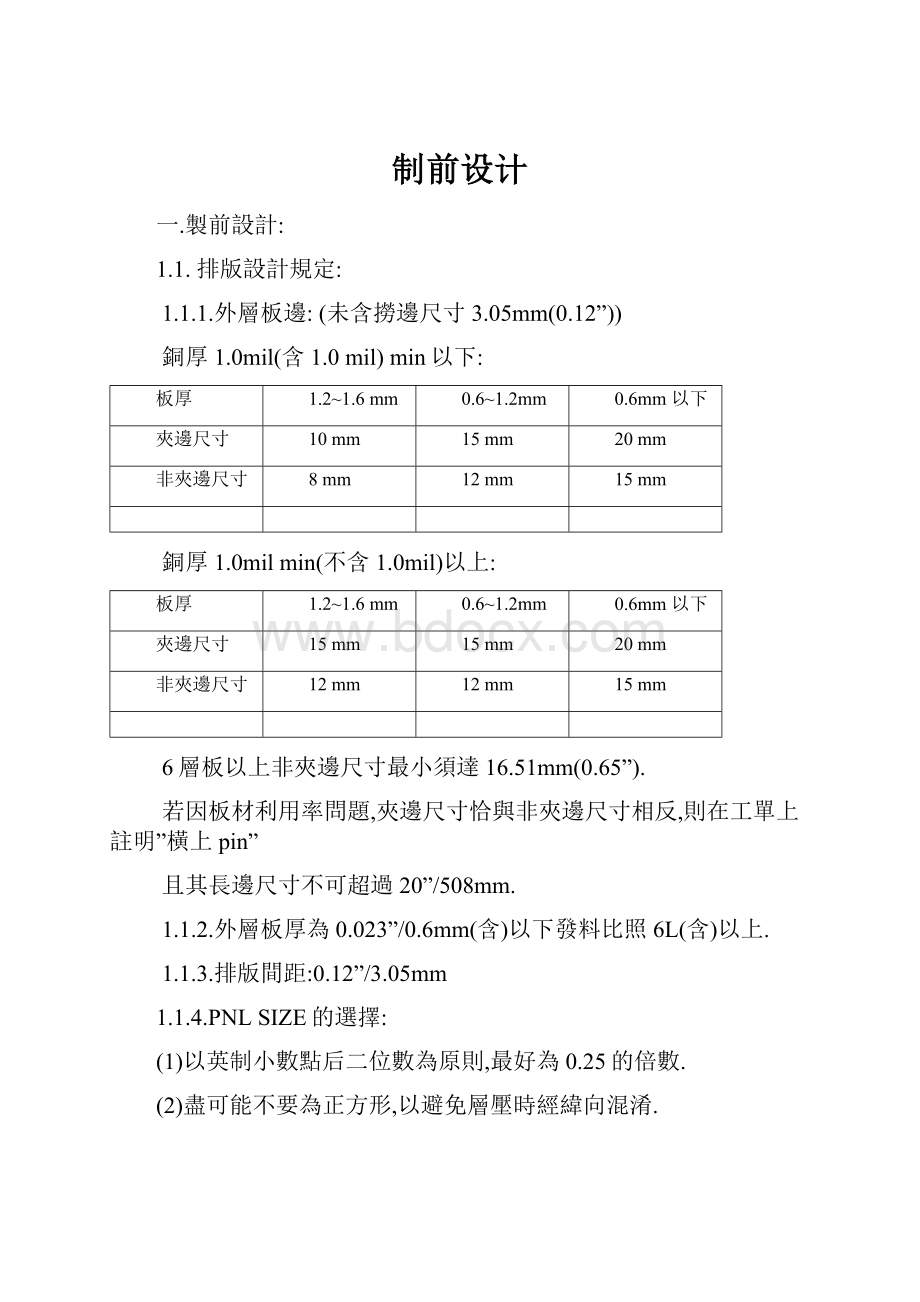
1.1.1.外層板邊:
(未含撈邊尺寸3.05mm(0.12”))
銅厚1.0mil(含1.0mil)min以下:
板厚
1.2~1.6mm
0.6~1.2mm
0.6mm以下
夾邊尺寸
10mm
15mm
20mm
非夾邊尺寸
8mm
12mm
15mm
銅厚1.0milmin(不含1.0mil)以上:
板厚
1.2~1.6mm
0.6~1.2mm
0.6mm以下
夾邊尺寸
15mm
15mm
20mm
非夾邊尺寸
12mm
12mm
15mm
6層板以上非夾邊尺寸最小須達16.51mm(0.65”).
若因板材利用率問題,夾邊尺寸恰與非夾邊尺寸相反,則在工單上註明”橫上pin”
且其長邊尺寸不可超過20”/508mm.
1.1.2.外層板厚為0.023”/0.6mm(含)以下發料比照6L(含)以上.
1.1.3.排版間距:
0.12”/3.05mm
1.1.4.PNLSIZE的選擇:
(1)以英制小數點后二位數為原則,最好為0.25的倍數.
(2)盡可能不要為正方形,以避免層壓時經緯向混淆.
(3)最大PNLSIZE:
20”X23”,最小PNLSIZE:
9”*13”;最佳PNLSIZE為16"*18".(良率最高).
(4)板厚0.023”/0.6mm(含)以下,最大PNLSIZE:
16”X18”.
(5)樣品排版尺寸固定為16”*18”.
1.1.5.同張基板大小排版準則:
(1)
前題:
同一料號.
(2)作業方式:
a.圖示:
b.符號說明及料號表示:
說明
符號
符號說明
料號表示
L
大排版
料號+L如826116A41AL
M
小排版
料號+M如826116A41AM
MI做二份工單(存於同一規範本),CAM及底片室依不同料號存檔.
6.1.6.排版方向,應依下列原則:
(1)金手指須在同一排,兩兩相對,且朝板內,金手指距板邊須小于11".
(2)BGA朝內.
(3)20PitchSMD朝內
(4)折斷邊朝外.
(5)獨立PAD及獨立線路盡量朝中央,使得電鍍鍍層均勻性較佳.
(6)主機板為正.反排(常用主機板排版方式如附件一).
(7)特性阻抗的阻抗條設計請朝內.
6.1.07.零點訂定:
為左下角.(適用於本公司內任一料號)
6.1.08.發料若板邊已達廠內之最小規格,則須於規範上之特殊製程上備註”板邊小,作
業須小心”.
6.1.09.乾膜尺寸計算原則:
內層:
下料尺寸往內0.25”.
外層:
a.成型框往外4mm,不蓋板外孔為原則.
b.在此範圍內符合乾膜進位尺寸(0.25”)的乾膜皆可使用.
1.2.壓合設計規定:
6.2.1.基板使用規定:
6.2.1.1.基板使用FR-4,黃色環氧樹脂基板.(若客戶指定使用白料,須於工單上註明)
6.2.1.2.基板厚度:
31mil(含)以上含銅厚度;31mil以下不含銅厚度.
基板厚度公差請依循”基板進料檢驗規範”.
6.2.1.3.基板尺寸:
(1)36*48;
(2)40*48;
(3)42*48;
另:
(1)36.5*48.5;
(2)40.5*48.5;(3)42.5*48.5;為特殊基材使用
方式,須於工單裁板圖處註明”基材尺寸特殊”
6.2.1.4.如未能整裁時,其入庫原則如下:
(1)Sample以滿裁為原則不得入庫.
(2)量產料號:
a.厚度0.039",0.043",0.047",才得入庫.
b.寬度9"(含)以上才準入庫.
c.其他厚度,數量>200張者,另提出討論.
邊料尺寸若符合6.1.1之規定時,於工單裁板圖上註明”可使用邊料長*寬”
以利消耗邊料之庫存量.
6.2.1.5.內層最薄可生產之基板為3mil/0.0762mm.最大壓合後厚度為
300mil/7.62mm
6.2.2壓合作業規定:
6.2.2.1.壓合厚度之上下限由成品厚度計算如下:
壓合厚度規格:
成品規格中值-3mil.
壓合厚度公差:
成品公差x33%
6.2.2.2.層間對準度:
+4mil.
6.2.2.3.膠片(PP)之規格:
(宏仁膠片)價格僅供參考.
型號
項目
1080
2116
7628
7630
2116HR
1506
壓合前厚度mil
3
5
7.5
9
5.5
6.5
壓合后厚度mil
2.2
4.2
7
8
4.5
6
膠含量(R.C)%
61
50
43
49
57
膠流量(R.C)%
35
25
20
29
膠化時間(G.T)秒
165+20
165+20
165+20
165+20
165+20
165+20
價格
2
4
1
3
5
6
6.2.2.4.壓合配方之使用規則:
(1)符合客戶成品厚度要求下,選擇最便宜的配方,單張P.P(如2116HR)比兩
張P.P(1080)便宜,除非客戶明文規定,盡可能使用單張P.P.
(2)7628:
a.不可放在最外層,以避免織紋顯露(可用7630).
b.一層中不可僅放一張,若客戶指定則CHECK厚度規格可否使用
7630取代.
c.不可與2oz銅箔相鄰(可用7630).
(3)P.C.B每一層基板與P.P之經緯皆須同向.
(4)P.C.B相對于中間層.上下皆須對稱,(中間層本身亦須對稱)
每一層P.P:
最多可壓3張,工單於壓合疊構處註明”管制p.p.不可滑動”.
(3張以上者請提出).
(5)常用壓合疊法如附件二.
6.2.5.凹陷檢驗:
cam製作外層底片加上靶孔之靶標,供檢視凹陷處有否位於線路處.
6.3.工單KEYIN說明如附件三.
7.CAM設計規則:
7.1.鉆孔設計規則:
7.1.1.鑽孔縱橫比(成品板厚除以最小鑽頭直徑)為5max,超出者,須反應主管.
7.1.2.PTH
A.噴錫板
(1)公差<6mil=>上限之孔徑+2mil鍍銅厚.
EX:
0.39”+0.003”/-0.002”
0.042”+0.002”=0.044”=1.1176mm(用1.1∮鑽頭)
P.S.若為中間值,則取偏上限之鑽頭.
(2)公差=6mil==>上限之孔徑+2mil鍍銅厚
EX:
0.039”+0.004”/-0.002”
0.043”+0.002”=0.045”=1.143mm(用1.15∮鑽頭)
P.S.若為中間值,則取偏下限之鑽頭.
(3)公差<6mil==>中間值孔徑+3mil公差+2mil鍍銅厚.
EX:
0.040”+0.006”/-0.002”
(40+46+38/2)”+0.003”+0.002”=0.047”=1.194mm(用
1.2∮鑽頭).
P.S.若為中間值,則取偏下限之鑽頭.
B.鎳金板/ENTEK板/化學銀板.
(1)公差<6mil==>上限之孔徑+2mil鍍銅厚.
EX:
0.039”+0.003”/-002”
0.042”+0.002”=0.044”=1.1176mm(用1.1∮鑽頭).
P.S.若為中間值,則取偏下限之鑽頭.
(2)公差≧6mil==>中間值孔徑+2mil公差+2mil鍍銅厚.
EX:
0.040”+0.005”/-002”
0.0415”+0.002”+0.002”=0.0455”=1.1557mm(用1.15∮鑽頭).
P.S.若為中間值,則取偏下限之鑽頭.
C.NPTH鑽孔孔徑設計:
(公差比±2mil嚴格時,另議)
(1)中間值+1MIL.
(2)以選用可採用鑽頭直徑之中心鑽頭為最佳.
7.1.3.除了下列狀況外,NPTH須採用后鑽外,其余NPTH須前鑽.
C面或S面有錫邊且內緣必須露銅者.工單註明”二鉆時C面或S面朝上”
7.1.4.SLOT之兩端須加鑽導屑孔.
(1)CNC成型時為SLOT直徑減6MILS.
(2)PUNCH成型時為SLOT直徑加2MILS.
P.S.金手指板成型外之SLOT不加導屑孔.
7.1.5.孔徑>0.256"/6.5mm時
(1)須加鑽導孔(通常為0.125”/3.175mm)
(2)如公差為>±0.005"時,以Routing製作
(3)如公差<±0.005"時,盡可能要求客戶放寬規格;
如客戶仍不同意放寬時,則以鑽頭擴孔製作or以Punch方式處理.
7.1.6.成型PIN孔:
(1)NPTH孔,直徑0.080"/2mm以上;且表面不可有鍚環.
(2)每PCS(或Spnl)三顆,位于三個角落,不可過度集中;且以不對稱為原則以達
防呆之作用.
(3)如無NPTH孔時,必須與客戶洽談在板內增設PIN孔或在板外加折斷邊及PIN
孔(0.125"/3.175mm).
若客戶不同意於板內或加折斷邊來增設PIN孔,則可選擇1個貫孔做為輔助用定位PIN,PIN釘SIZE須比鉆孔孔徑小6~8mil.
7.1.7.測試pin孔:
(同成型pin孔)
(1)NPTH,直徑0.080"/2mm以上.
(2)每PCS(或STEP)四顆位于四個角落,不可過度集中.
7.1.8.最小鑽孔孔徑為10mil/0.254mm,最大鑽孔孔徑為256mil/6.5mm,;有超過者
須反應主管.
允許孔位公差為±3mil
7.1.9.孔邊緣離成型邊須大于10mil(含).
7.1.10.目前廠內固定將靶位孔、pin孔之鑽頭放在T1(3.175mm).
靶孔防呆點作法:
(1)設於短靶處(如下圖),起始靶距為4”.(樣品固定為4”)
(2)相同下料尺寸,將短靶距離每次往右移1mm/40mil,極限值為兩個靶孔距離
250mm.
每次往右移1mm/40mil,至兩孔相差距
已達250mm時,再修正每次移50mil,依此
類推,每次輪迴增加10mil.如第一次製作
靶孔4”第一次輪迴:
每次跳40mil:
4”,
4.04”,4.08”~9.84”.第二次輪迴:
每次跳
50mil:
4.05”,4.1”~9.84”以此類推.
7.1.11.鑽孔輸出方式可分為:
名稱
內層孔
料號.inn
一次孔
料號.1st
二次孔
料號.2nd
成品成型
料號.nc
靶孔
料號.tr
C面鋁板塞孔程式
料號.cp
S面鋁板塞孔程式
料號.sp
C面及S面鋁板塞孔程式
料號.csp
7.1.12.於PNL板邊加鑽檢視孔,由小而大,每孔孔邊間距20mil,位置在其支鑽頭最
後1BLOCK.
7.1.13.M30之前加2個BLOCK(讓鉆孔課可於檢視孔後加上個人代碼)
(1)M97*
(2)座標值XY(位置在最後1個檢視孔往下1”)
7.1.14.程式排版以排版指令(絕對座標)輸出.
7.1.15.8字孔依原稿製作,不可更改為槽孔.
7.1.16.板邊工具孔,其位置如附件四.
7.1.17.鉆孔疊板參數表如附件五.
7.2.內層底片設計規定:
7.2.1.ThermalPAD
(1)開口至少12mil,且至少兩個開口與銅面接通.(局部可為10milmin)
(2)如客戶未規定,開口方向內訂為45º.
(3)絕緣區域12milmin.(單邊)
(4)當放大隔離PAD時,thermalPAD不可被周圍的隔離PAD阻隔,及隔離PAD間仍須保留通路10milmin,至少兩處(尤其在BGA.CPU及排孔等區域).
(5)若THERMALPAD比鉆孔小,不可去除亦不可漲大,依原稿製作.但若會影響導通性者將其漲大並知會客戶.
7.2.2.隔離PAD:
(1)單邊比鑽孔大12milmin(局部可為10milmin)
(2)在BGA區域當放大隔離PAD時,PAD與PAD之間銅箔須維持8milmin.
7.2.3.同一層且同一鑽孔上如同時有ThermalPAD及隔離PAD時須與客戶確認,是為
導通或隔離.
7.2.4.VCC&GND不可導通,即同一鑽孔在VCC&GND不可同時為ThermalPAD.(或直
接鑽在銅面上),小分區線內例外.
7.2.5.NPTH孔必須是隔離PAD.
7.2.6.分區線:
(1)線寬12milmin.
(2)ThermalPAD跨越分區線時:
a.Thermal中心須作銅PAD,與銅面通路12milmin,至少2處;
b.扣除被Thermal占用的區域,其分區線須維持12milmin.
(3)鑽孔直接鑽在分區線時(無ThermalPAD),須先確定是否與銅面導通.
a.如與銅面導通:
Ⅰ.鑽孔處須作銅PAD,且與銅面接通12milmin.
Ⅱ.扣除被鑽孔占用的區域,其分區線仍須維持12milmin.
b.如與銅面不導通:
Ⅰ.鑽孔處如有銅PAD,須去除.
Ⅱ.扣除被鑽孔占用的區域,其分區線仍須維持12milmin.
7.2.7.導體離成型之距離:
成型方式
Rounting
Punch
V-cut
G/F
不貫孔
pad
距成型距離
20mil
40mil
20mil
20mil
G/F斜邊規
格+15mil
不符合者,反應予主管處理.(不貫孔:
NPTH孔.PAD:
指線路.銅箔,孔的ring邊)
7.2.8.折斷邊作銅塊.
7.2.9.3mil以下(含)之空白區域須補滿.
7.2.10.添加DUMMYPAD的準則,請參閱7.3.15.
7.2.10.內層使用RollerCoating製作時,線寬補償如下:
單位:
mil.
線寬
銅箔厚度
5/5
6/6以上
H/H
+1
+1
1/1
+1
+1
2/2
無法製作
+2
(Spacing4milmin).
製作方式:
以最小之線寬判定其補償值.線寬12mil以下(含)全部依其補償值漲大.ring
亦需相應加大(遇無法製作通知主管).
Pcs或spnl板角面積2”*2”之獨立線路補償值為原值再加大0.5mil.
7.2.11.線路層中,無功能性的PAD不可去除,依原稿製作.
7.2.12.鑽孔邊緣離線邊緣10milmin.
7.2.13.所有接線RING比鉆孔單邊大6milmin,有走線部份須向客戶提出teardrop
之申請.
7.2.14.阻抗條製作:
此範例說明:
(1)L1,L3,L6為走線層,L2,L4,L5為接地層.
擺放層序為:
1STCMASKCOMP(L1)L2L3L4L5
SOLD(L6)SMASK
製作規範:
(1)接線層孔位放A處,PAD作圓型.阻抗條為走線形式.
(2)接地層孔位放B處,PAD作方型.阻抗條為接地形式.
(3)各層製作說明標於該層圖示下面.
1ST鉆孔孔徑:
1.0mm孔距:
100mil(1ST無1.0mm孔徑.可另選0.7~1.2mm
PTH孔即可).
7.2.15.底片輸出方式:
基板厚度
底片屬性
膜面
生產片數
備註
內一課
20mil(含)以上
黑片
字正
850workingpanel
現場翻製棕片
內二課
20mil以下
黑片
字反
1500workingpanel
工程加劃
底片漲縮值:
基板39mil(含)以上:
漲1.5/萬,39mil以下漲4/萬.
7.3.外層底片設計規定:
7.3.1.孔環ANNUALRRING(A/R)規定如下:
(1)當客戶要求A/R>2mil時,設計A/R單邊7milmin(可局部6mil).
(2)當客戶要求A/R<2mil時,設計A/R單邊6milmin(可局部5mil).
(3)所有HOLE接線處是否添加淚滴狀PAD,依客戶原稿製作,不另添加.
(4)”成品”孔徑>1.5mm之貫孔,A/R須控制單邊8milmin;不足須反應予主管
處理.
(5)獨立PADRING單邊比孔大8mil (須考慮防焊),尤以橢圓孔須足8mil.
7.3.2.線寬LINEWIDTH(L/W)之補償規定如下:
SPACING須至少維4mils.
(雙面板依基板銅厚判定,判定準則同下列).
銅箔厚度
面銅
line/space厚度mil
1/2oz
1oz
2oz
1.5-1.8
1.8-2.1
2.1-2.4
2.1-2.4
2.4-2.7
2.7-3.0
3-4.5
5/5
6/4
6/4
N/A
N/A
N/A
N/A
N/A
6/5
7/4
7/4
N/A
N/A
N/A
N/A
N/A
6/6
7.5/4.5
8/4
8/4
8/4
N/A
N/A
N/A
7/6
8.5/4.5
9/4
9/4
9/4
N/A
N/A
N/A
7/7
8.5/5.5
9/5
9.5/4.5
10/4
10/4
10/4
N/A
8/7
9.5/5.5
10/5
10.5/4.5
10.5/4.5
11/4
11/4
N/A
8/8
9.5/5.5
10/6
10.5/5.5
10.5/5.5
11/5
11.5/4.5
+4mil
9/8
10.5/6.5
11/6
11.5/5.5
11.5/5.5
12/5
12.5/4.5
9/9
10.5/7.5
11/7
11.5/6.5
11.5/6.5
12/6
12.5/5.5
10/9
11.5/7.5
12/7
12.5/6.5
12.5/6.5
13/6
13.5/5.5
10/10
11.5/8.5
12/8
12.5/7.5
12.5/7.5
13/7
13.5/6.5
10/10以上
補償1.5mil
補償2mil
補償2.5mil
補償2.5mil
補償3mil
補償3.5mil
製作方式:
Ring亦須相應加大(遇無法製作,應通知主管).
Pcs或spnl板角面積2”*2”之獨立線路補償值為原值再加大0.5mil.
另Gerber中之文字或UL.D/C線寬亦須比照上述準則.
7.3.3.線間距LineSpacing(L/S)之製作規定:
(1)線與線間Spacing4milmin.
(2)當PAD為表面覆墨時,線與PAD間Spacing4milmin.
(3)當PAD須噴錫時,線與PAD間Spacing7milmin.(可局部6.5mil
防焊ring單邊2.5mil,間距4mil,BGA處可允許局部6mil.防焊ring2mil.
間距4mil).
7.3.4.SMD&BGAPAD製作規定:
SMD>20mil
SMD<20mil
BGA光學點
客戶無公差要求
不必預漲
+1~1.5mil
+1.5mil
客戶要求公差
下限+2.5mil
下限+2.5mil
下限+3mil
SMD如須SM下墨時,Spacing須維持9milmin.(可局部8milring2mil間
距4mil)
7.3.5.當A/R,SMD,BGAPAD依上述規定加大,造成Spacing不足時可削PAD,
以維持7.3.3.規定之Spacing.(BGAPAD不可削)
7.3.6.
(1)為避免測試不良,SMDPAD如其寬度<20mil時,其長度須為0.038"min.
(2)SMDPAD寬度9milmin.
7.3.7.導體距成型(V-Cut,折斷孔,內槽)單位:
mil
成型方式
Rounting
Punch
V-cut
G/F
不貫孔
pad
不貫孔
pad
距成型距離
16
10
40
10
20
G/F斜邊規格+10mil
不符合者,反應予主管處理.(不貫孔:
NPTH孔.PAD:
指線路.銅箔.孔的ring邊)
7.3.8.NPTH孔離導體.
(1)孔徑>126mil者,10milmin.
(2)孔徑<126mil者,8milmin.
7.3.9.NPTH如有PAD時:
(1)PAD內緣須露銅時,PAD內緣刮除其直徑減4mils(ring單邊2mil)以2ND
鑽出或成型撈出.
(2)PAD內緣無須露銅時,PAD內緣刮除其直徑加8mils(ring單邊4mil)以1ST
鑽出.
7.3.10.如客戶未規定,須以蝕刻于S面添加以下字體.
ULLogo:
E211079ML94V-0(多層板)
E211079DS94V-0(單.雙面板).
DATECODE:
YYWW.
ULLogo及DATECODE添加注意事項:
a.不可放於大銅面上,若須加於銅面上須提出予客戶確認(加在銅面上須避免
放於VIA孔上).
b.不可被文字覆蓋.
c.DateCode的標識,WPNL在10組(含)以下者.製作為可用遮光筆依週期更改的形式(01WW或WW01),若超出者以直接的生產D/C做出如(0115或1501).
d.若客戶要求放於防焊曝光片上,其線寬須達10mil.
e.UL及D/C若以陽刻方式添加者,其線寬須依成品銅厚決定線寬.
7.3.11.3mil以下的細線補滿.
7.3.12.折斷邊(B/A)添加規定:
(1)V-Cut防呆線
PCS折斷邊
添加方式:
A.外層COMP.SOLD同時加上.
B.V-CUT首.尾端皆須加入.
(2)加銅條.(遇V-cut須內貼)
7.3.13.金手指(G/F)製作規定:
(1)導線40milmin,且須與板邊連接
(2)腳線12milmin.
(3)每一支金手指皆須透過腳線與導線與板邊連接.
(4)如導線及腳線在內層時,導線兩端須鑽孔與外層板邊導
 升级会员
升级会员 