X62W万能铣床电路图及常见故障的排除.docx
《X62W万能铣床电路图及常见故障的排除.docx》由会员分享,可在线阅读,更多相关《X62W万能铣床电路图及常见故障的排除.docx(22页珍藏版)》请在冰豆网上搜索。
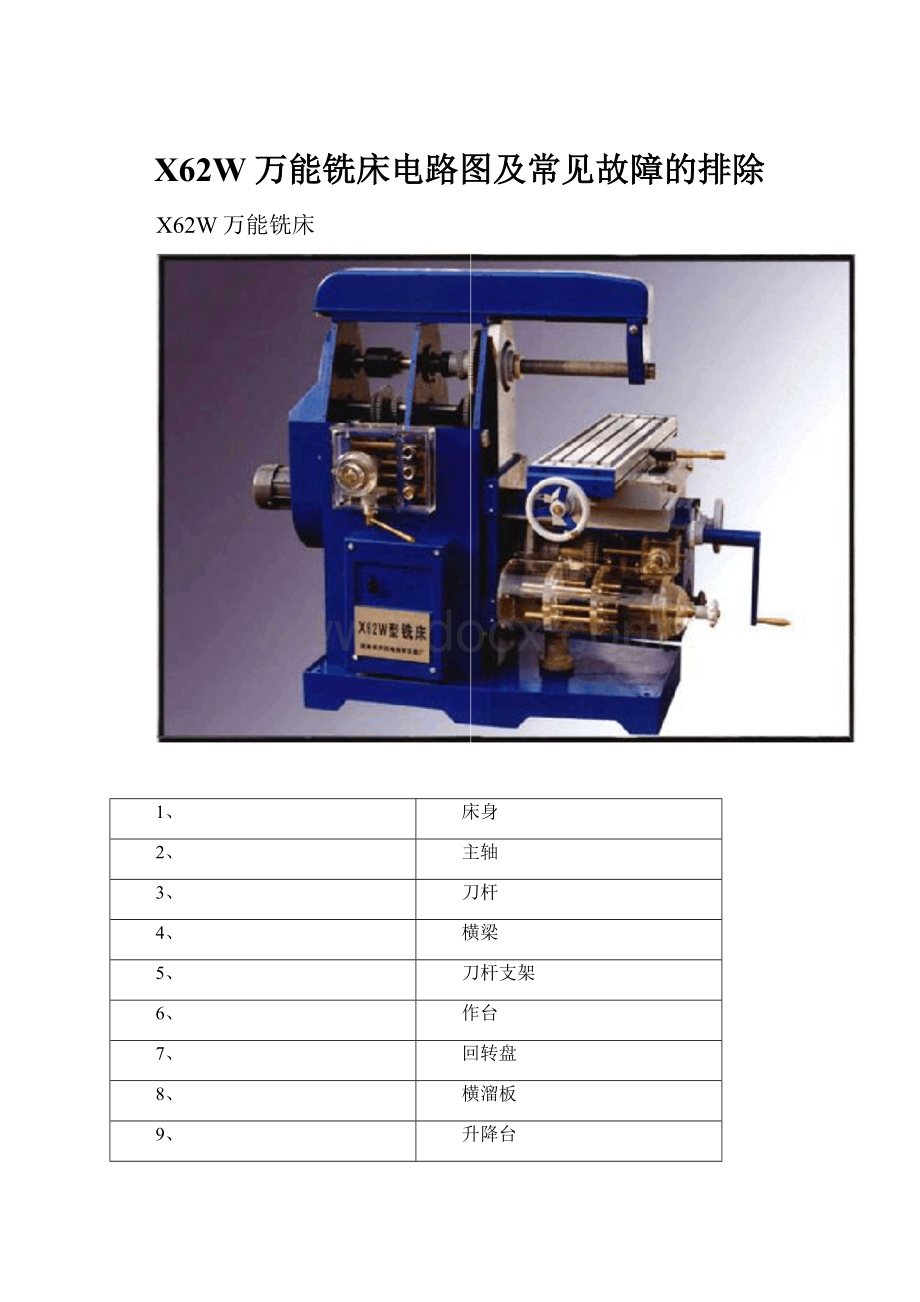
X62W万能铣床电路图及常见故障的排除
X62W万能铣床
1、
床身
2、
主轴
3、
刀杆
4、
横梁
5、
刀杆支架
6、
作台
7、
回转盘
8、
横溜板
9、
升降台
10、
基座
M2YC1右电箱
QS2$A2M3Ml
SB2
SQ5
SQ4
机床检修控制线路
授课主要内容
1、人门指导
2、线路特点
3、运动形式
4、分析电路工作原理
5、故障分析及检修
6、检修注意事项
X62W型万能铳床电气控制线路检修
课题要求
1、技术理论知识:
掌握X62W型万能铳床控制原理和运动形式,熟悉各元件位置,掌握检修方
法,排除故障步骤,检修注意事项
2、实际技术操作:
根据原理图及运动形式,用仪表按检修步骤及检修工艺要求检修排除故障,要求在定额时间内完成检修任务。
3、设备、工量具准备:
电工工具、500万用表、摇表
4、材料准备:
组合开关、熔断器、接触器、热继电器、按钮、行程、开关、倒顺开关、电阻、变压器、导线,号码管、灯座
5、示范操作准备:
安装板一块三相异步电动机三台三相电源,在板上示范检修操作等
实验要求:
1、提前15分钟进入教室绘好图,做好上课前准备工作
2、学生进入课室后先清点学生人数,填写考勤记录,巡查学生工作服、鞋子等是否符合实习安全要求。
3、强调实习课堂纪律,安装检修时安全注意事项。
4、课间休息不允许用电工工具开玩笑。
5、不允许损坏公物。
6、通电时必须有老师在场,并经老师同意才允许通电。
7、通电检修时电工工具必须放好,手不允许在通电检修台上乱指。
&通电检修完毕后,检查所有开关断开后方可离开。
宣布今天的实习内容、技术要求、工时、劳动纪律。
工具:
常用电工工具。
仪表:
500型万用表、摇表
提问:
X62W型万能铳床主要有几种进给方式?
检修时有哪些安全注意事项?
导入新课题
X62W万能铳床是一种通用的多用途机床,它可以用圆柱铳刀,圆片铳刀,角度铳刀,成型铳刀
及端面铳刀等刀具各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铳头,分度头和圆工作台等机床附件来扩大加工范围。
此电路采用三台电动机拖动工作。
目的要求
使学生掌握X62W型万能铳床的线路布置情况,了解运动形式分析电路工作原理及正确掌握操作
方法和检修电路故障
重点难点
识图熟习线路布置,分析电路,正确查找故障和排除电路故障
主要结构
由床身、主轴、刀杆、悬、工作台,回转盘、横溜板、升降台、底座等几部分组成
X62W万能铳床电气控制线路:
运动形式
铳床主轴带动铳刀的旋转运动是主运动;铳床工作台的前后(横向),左右(纵向)和上下(垂
直)6个方向运动是给运动;铳床其它运动如工作台的旋转运动则属于辅助运动。
电路特点及控制要求
1、主轴电动机需要正反转,但方向的改变不频繁,根据加工工艺的要求,有的工件需要顺铳(电
机正转),有的工件需要逆铳(电机反转),大多数情况下是一批或多批工件只用一种方向铳削,并不需要经常改变电动机转向。
2、铳刀的切削是一咱不连续切削,容易使机械传动系统发生振动,为了避免这种现象,在主轴传动系统中装有惯性轮,但在高速切削后,停车很费进间,故采用电磁离合制动。
X62W万能铳床电气控制线路图
3、工作台可以做六个方向的进给运动,又可以在六个方向上快速移动。
4、为了防止刀具和机床的损坏,要求只有主轴旋转后,才允许有进给运动。
为了减小加工件表面的粗糙度,只有进给停止后主轴才能停止或同进停止。
5、主轴运动和进给运动采用变速盘来进行还度选择,保证变速齿轮进入良好啮合状态,两种运动都要求变速后作瞬时点动
电气原理图
XE2悝万电气控制线路
重点难点:
主要分析主轴工作及制动工作台向六个方向进给运动
工作原理分析
1、主电路分析主电路分析
(1)主电动机M1拖动主轴带动铳刀进行铳削加工。
(2)工作台进给电动机M2拖动升降中及工作台进给。
(3)冷却泵电动机M3提供冷却液。
以上每台电动机均有热继电器作过载保护。
2、控制电路分析:
(1)工作台的运动方向有上、下、左、右、前、后六个方向。
(2)工作台的运动,由操纵手柄来控制,此手柄有五个位置,此五个位置是联锁的,各方向的进给
不能同时接通。
床身导轨旁的挡铁和工作台底座上的挡铁撞动十字手柄,使其回到中间位置,行程开
关动作,从而实现直运终端保护。
(3)主轴电动机时控制
启动:
按下SB3或SB4两地控制分别装在机床两处,方便操纵。
SB1和SB2是停止按钮(制动)。
SA4是主轴电动机M1的电源换相开关。
1正向主轴启动的控制回路:
FU3-FR1—FR2-FR3-SQ7-2—SB1—SB2-SB3-或SB・KM—KM1线圈一0
2反向主轴启动电动机M1控制:
控制回路同正向启动控制相同,只是主电路需将SA4极到“反向转动”位置,使U13接W14W13
接U14。
3主轴电动机M,正向转动时的反接制动。
当主轴电动机正向启动转速上升到120r/min时,正向速度继电器的动合触点KS2闭合,为1M
的反接制动作好准备。
停车:
按下SB1或SB2,其常闭触头断开KM1线圈失电KM1主触头分断电动机M1失
电惯性运转,KS1继续保持闭合状态。
KM2
SB1或SB2常开触头闭合KM2线圈得电KM2联锁触头分断
自锁触头闭合
KM2联锁触头复位闭合
KM2自锁触头分断
KM2主触头分断电动机M1反接制动结束。
反接制动的控制回路如下:
FU3-FR1—FR2-FR3-SQ—2—SB1—SB2-KS2-KM—KM2线圈一0。
主轴电动机M反向转动时的反转动时的反接制动控制,控制回路与正向转动时的反接制动控制
回路相同,不同的是应将KS2换成反向速度继电器KS1。
3、主轴速度变速时电动机M1的瞬时冲动控制
主轴变速时,为了使齿轮在变速过程中易于啮合,须使主轴电动机M1瞬时转动一下。
主轴变速时,拉出变速手柄,使原来啮合好的齿轮脱开转动变速转孔盘(实质是改变齿轮传动比)
选择好所需转速,再把变速手柄推回原为位置,使改变了传动比的齿轮组重新啮合。
由于齿轮之间位
置不能刚好对上,造成啮合上的困难。
在推回的过程中,联动机构压下主轴变速瞬动限位开关SQ7
SQ7常闭分断切断KM1和KM2自锁供电电路。
SQ7常开闭合KM2线圈得电(瞬时通电)但不自锁KM2主触头闭合
M1反接制动电路接通,经限流电阻R瞬时接通电源作瞬时转动一下,带齿轮系统抖动,使变速齿轮
顺利啮合。
当变速[手柄推回到原位时,SQ7复位,切断了瞬时冲动线路,SQ7-2复位闭合,为M1下
次得电做准备。
注意:
不论是开车还是停车时变速,都应较快的速度把变速手柄推回原位,以免通电时间过长,引起
M1转速过高而打坏齿轮。
控制回路是:
FU3-FR1—FR2-FR3-SQ7-1—KM—KM2线圈一0。
4、工作台进给电动机M2控制:
(1)工作台向右进给运动控制:
将手柄扳向“右”位置,在机械上接通了纵向进给离合器,在电气上压动限位开关SQ1SQ1-2常闭
分断,SQ1-1常开闭合。
这时通过KM1辅助常开闭合SQ6-2—SQ4-2—SQ3-2—SA1-1闭合KM4
线圈得电KM4主触头闭合电动机M2得电正转,拖动工作台向右进给。
停止:
将操纵手柄返回中间位置,SQ1-1分断KM4线圈失电KM4主触头分断电动机M2
失电停转工作台停止向右进给运动
控制回路:
FU3—FR1—FR2—FR3—SQ7-2—SB1—SB2—KM—SQ6-2—SQ4-2—SQ3-2—SA1-1—SQ1-1—KM3-KM4
线圈一0。
(2)工作台向左进给运动控制
将操纵手柄扳向“左”位置:
压合SQ2SQ2-2常闭触头分断,SQ2-1常开闭合这时通过KM1辅助常开闭合,SQ6-2,SQ4-2,SQ3-2,SA1-1的闭合KM3线圈得电KM3主触头闭合电动机M2得电反转,拖动工作台向左进给。
停止:
将操纵手柄扳回到中间位置。
SQ2-1分断KM3线圈失电KM3主触头分断电动机M2停转,工作台停止向左进给运动。
控制回路:
FU3—FR1—FR2-FR3-SQ-2—SB1—SB2-KM—SQ6-2—SQ4-2—SQ3-2—SA1-1—SQ2-1—KM4-KM3线圈一0。
(3)工作台向上运动控制:
将操作手柄扳到向“上”位置,在机械上接通垂直离合器,在电气上压动限位开关SQ4SQ4-2
常闭分断,SQ4-1常开闭合,这时通过KM1辅助常开闭合,通过SA1-3,SA2-2,SQ2-2,SQ1-2,SA1-1闭合KM3线圈得电KM3主触头闭合电动机M2得电反转,拖动工作台向上运
动。
停止:
将操作手柄扳回到中间位置:
SQ4-1分断KM3线圈失电KM3主触头分断电动机M2停转,工作台停止向上运动。
控制回
路:
FU3-FR1—FR2-FR3-SQ7-2—SB1—SB2-KM—SA1-3—SA2-2—SQ2-2—SQ1-2—SA1-1—SQ4-1—KM4—KM3线圈一0。
(4)工作台向下运动控制:
将操纵手柄扳向“下”位置:
压合SQ3SQ3-2常闭合分断,SQ3-1常开闭合,这时通过KM1辅助常开闭合,通过SA1-3,SA2-2,SQ2-2,SQ1-2,SA1-1的闭合KM4线圈得电KM4主触头闭合电动机M2得电,拖动工作台向下运动。
停止:
将操纵手柄扳到中间位置,
SQ3-1常开分断KM4线圈失电KM4主触头分断电动机M2失电,工作台停止向下运动。
控制
回路如下:
FU3-FR1—FR2-FR3-SQ7-2—SB1—SB2-KM—SA1-3—SA2-2—SQ2-2—SQ1-2—SA1-1—SQ3-1—KM3—KM4线圈一0。
工作台上、下、左、右、前、后运动控制线路图:
5、工作台进给变速时的冲动控制:
在改变工作台进给速度时,为了使齿轮易于啮合,也需要电动机M2瞬时冲动一下。
先将蘑茹手
柄向外拉出并转动手柄,转盘跟着转动,把所需进给速度标尺数字对准箭头。
再将蘑菇手柄用力向外
拉到极限位置瞬间,连杆机构瞬时压合行程开关SQ6SQ6-2常闭先分断,SQ6-1常开后闭合,这时
通过,SA1-3,SA2-2,SQ2-2,SQ1-2,SQ3-2,SQ4-2闭合KM4线圈得电KM4主触头闭合进给
电动机M2反转,因为是瞬时接通,进给电动机M2只是瞬时冲动一下,从而保证变速齿轮易于啮合。
只有当进给操纵手柄在中间(停止)位置时,才能实现进给变速冲动控制。
当手柄推回原位后,SQ6复位;KM4线圈失电KM4主触头分断电动机M2瞬时冲动结速。
FU3—FR1—FR2-FR3-SB1—SB2-KM—SA1-3—SA2-2—SQ2-2—SQ1-2—SQ3-2—SQ4-2—SQ6-1—KM3-KM4线圈一0号线。
6、工作台进给的快速移动控制:
工作台人上、下、前、后、左、右六个方向快速移动,由垂直与横
向进给手柄,纵向进给手柄和快速移动按钮SB5,SB6配合实现。
进给快速移动可分手动控制和自动
控制两种,自动控制又可分为单程自动控制,半自动循环控制和全自动循环控制三种方式,目前都采
用手动的快速行程控制。
先将主轴电动机起动,再将操纵手柄扳到所需位置,按下SB5或SB6(两地控制)KM5线圈得
电KM5主触头闭合接通牵引电磁铁YA在电磁铁动作时,通过杠杆使摩擦离合器合上,使工
作台按原运动方向快速移动,松开SB5或SB6KM5线圈失电KM5主触头分断电磁铁
YA失电,摩擦磨合器分离快速移动停止,工作台按原进给速度继续运动。
快速移动采用点动控制,控制回路如下:
FR3-FR1—FR2-FR3-SB1—SB2-KM—SA1-3—SA2-2—SB5或SB6-KM5线圈一0号线。
工作台进给变速冲动和快速移动控制线路图:
7、工作台纵向(左右)自动控制:
本机床只需在工作台前安装各种挡铁,依靠各种挡铁随工作台一起运动时与手柄星形轮碰撞而压合限位开关SQ1、SQ2SQ5并把SA2开关扳向“自动”位置,更可实现工作台,纵向“左右”运动时的各种自动控制。
1)单程自动控制、向左或向右运动启动一快速一进给(常速)一快速一停止
1将转换开关SA2置于“自动”位置,SA2-2常闭分断,SA2-1常开闭合,然后启动,电动机M1
2将纵向操纵手柄扳向“左”位置。
压合限位开关SQ2SQ2-2常闭分断,SQ2-1常开闭合KM3
线圈得电
KM3联锁触头分断对KM4联锁
KM3常开触头闭合
KM3主触头闭合电动机M2得电运转工作台向左快速移动。
控制回路如下:
FU3-FR1—FR2-FR3-SQ7-2—SB1—SB2-KM—SQ6-2—SQ4-2—SQ3-2—SQ2-1—KM4-KM3线圈—0SA2-1—SQ5-2—KM5线圈—0
3当工作台面快速向左移至工作接近铳刀进,1号挡铁碰撞星形轮,使它转过一个齿,使SQ5-2常闭
分断,KM5线圈失电,SQ5-1常开闭合KM3线圈双回路通电,工作台停止快移,已常速向左进
给,切削工件。
控制双回路如下:
FU3—FR1—FR2—FR3—SQ7-2—SB1—SB2—KM—SQ6-2—SQ4-2—SQ3-2—SA1-1—SQ2-1—KM4-KM3线圈一0
SA2-1—SQ5-1—KM3-KM3线圈—0
4当切削完毕;工作离开铳刀时,另一个1号挡铁又碰撞星形轮,使它转过一个齿,并使SQ5-2闭合
KM5线圈得电,工作台又转为快速向左移动。
5向左移至4号挡铁,碰撞手柄推回停止位置,SQ2-1断开KM3线圈失电KM3主触头分断
动机M2停转。
工作台在左端停止。
2)半自动循环控制:
启动一快速一常速进给一快速回程一停止
工作过程为五步,前三步与单程自动控制的①、②、③相同,④步为,当切削完毕,工件离开铳刀时,手柄在2号挡铁作用下,由左移到中间(停止)位置,此时SQ2-1分断,
KM3线圈通过KM3常开触头仍保持接通吸合,同时2号挡铁下面的斜面压住销子离合器保持接合
状态,工作台仍以进给速度继续向左移动。
直到2号挡铁将星形轮碰一个齿,手柄撞到“向右”位置,
SQ1-1闭合,SQ5-1分断,SQ5-2闭合,KM3线圈失电,KM4线圈得电及电磁铁YA得电吸合,工作台向左快速移动返回。
控制回路如下:
FU3-FR1—FR2——FR3-SQ7-2—SB1—SB2-KM—SQ6-2—SQ4-2—SQ3-2—SA1-1—SQ1-1—KM3-KM4
线圈一0
SA2-1—SQ5-2—KM5线圈—0
3)当工作台向右快移至于5号挡铁碰撞手柄,将手柄推回中间(停止)位置,SQ1-1断开,电动机
&圆形工作台的控制
SA2-2扳到“接通”位置,这时开关接
将操纵手柄扳到中间“停”位置,把圆形工作台组合开关
点SA1-2闭合,SA1-1和SA1-3断开。
按下SB3或SB4KM1线圈得电和KM4线圈得电,主轴电动机M1和进给电动机M2相继启动运转
M2仅以反转方向带动一根专用轴,使圆形工作折绕轴心作定向回转运动,铳刀铳出圆。
控制回路如
下(KM4FU3-FR1—FR2-FR3-SB1—SB2-KM—SQ6-2—SQ4-2—SQ3-2—SQ1-2—SQ2-2—SA2-2—
SA1-2—KM3-KM4线圈一0圆形工作台不调速,不正转。
按下主轴停止按钮SB1或SB2,则主轴与圆
形工作台同时停止。
9、冷却泵电动机M3控制
主轴电动机启动后,冷却泵电动机M3才启动。
合上电开关SA3-KM6线圈得电一KM6主触头闭合一电动机M3启动运转一提供冷却液切削工件。
控制
回路如下:
FU3—FR1—FR2-FR—SA3-KM6线圈一0
10、明及指示灯线路由变压器TC降压为36V电压供照明,6.3伏供指示灯
11、电源开关QS1断开QS2照明灯EL灭
指示灯HL灯灭
元件明细表
代号
名称
型号
规格
数量
M1
主轴电动机
J02-51-4
7.5KW1450r/min
1
M2
进给电动机
J02-22-4
1.5KW1410r/min
1
M3
冷却泵电动机
JCB-22
0.125KW2790r/min
1
KM
交流接触器
CJ10-10
线圈电压380V10A
6
TC
变压器
BK-50
380V/36V6.3V
1
十字开关
SQ5-
SQ7
行程开关
LX1-11K
380V5A
3
SA
组合开关
HZ10-10
380V10A
5
SB
按钮
LA2-3H
380V5A3位
2
FR1
热继电器
JR16-20/3
20A3极整定电流11A
3
FR2
热继电器
JR16-20/3
20A3极整定电流3A
FR3
热继电器
JR16-20/3
20A3极整定电流0.3A
FU
熔断器
RL1-60/35
380V60A配熔体35A
3
FU1
熔断器
RL1-60/25
380V60A配熔体25A
3
FU2
熔断器
RL1-15/6
380V60A配熔体6A
3
FU3-4
熔断器
RL1-10/2A
380V60A配熔体2A
3
KS
速度继电器
JY1
380V2A
2
EL
灯泡
36V40W
1
HL
灯泡
6.3
10A
1
QS2
开关
250
10A
1
BLV
导线
BLV-450
450V
2
2.5mm
若干
号码管
6mm
若干
接收端子
XT-1220
380V20A12节
安装极
50cmX60cmx20cm
1
检修步骤及工艺要求
1、熟悉X62W型万能铳床的结构及运动形式,了解万能铳床的各种工作状态及各元件的作用和控制原理。
2、观察电器元件的位置及布线情况。
先了解故障发生时的情况
(3)在确定无危险的情况下,通电试验,学生要仔细观察故障现象
(4)确定分析故障范围。
(5)通过检测,分析和判断,逐步缩小故障范围
3、以设备的动作顺序为排除故障时分析、检测的次序,先检查电源,再检查线路和负载;先检查公
共回路再检查各分支路;先检查控制电路再检查主电路;先检查容易测量的部分,再检查不容易检测
的部分。
4、采用正确方法查找故障点,并排除故障
5、检修完毕后,经老师同意,有老师在场监护,通电试验,并做好维修记录。
故障检修方法
1)检修前的调查研究:
通过看。
观察各电气元件有无烧过、断线、螺丝钉松动、有无
异常气味。
通过问。
问机床操作工人,了解故障现象,分析故障原因。
通过听。
听它们的声音是否正
常。
将以上情况作详细记录,以便排除故障。
2)2)根据机床电气原理图进行分析,为了迅速找到故障位置并排除故障,就必须熟悉机床的电气线路。
3)通过试验控制电路的动作顺序,此方法要切断主电路电源,只有控制电路带电情况下进行工作
4)用仪表检查,利用万用表、摇表对电阻、电流、电压参数进行测量,从而发现故障点
示范操作
1、检修过程分几个步骤进行演示,先通电观察故障现象,然后将故障现象记录下来,再分析故障原因,断开电源,用万用表电阻档检测电路故障,最后排除故障。
2、部分学生看不清、或理解能力较差的学生,对他们进行重复演示或个别演示。
3、边演示边讲解,并指导学生观察示范过程。
故障现象原因分析排除方法
故障现象
原因分析
排除方法
全部电动机都不能启动
1、转换开关QS1接触不良
2、熔断器FU1FU2或FU3熔断
3、热继电器FR动作
4、瞬动限位开关SQ7的常闭触头SQ7-2接触不良。
1、检杳二湘电流是否正常,并检修QS1
2、查明熔断原因并更换FU1熔体
3、查明FR1动作原因并排除
4、检修SQ7的常闭触头
主轴电动机变速时无冲动过程
1、瞬动限位开关的常开触头SQ7-1接触不良
2、机械顶端不动作或未碰上瞬动限位开磁SQ7
1、检修SQ7-1的常开触头
2、检修机械顶销使其动作正常
主轴停车时没有制动作用
1、速度继电器常开触头KS或KS2未闭合或胶木摆杆断裂
2、接触器KM1的联锁触头接触不良
1、清除KS常开触头油污或调整触头压;更换胶木摆杆
2、清除KM1联锁触头油污或调整触头压力
主轴停画封动后产生短时反向旋转
速度继电器KS动触片弹簧调得过松使触头分断过迟
调整KS动触片的弹簧压力
工作台升钮主轴向进给停正常,纵向(左右不能进给)
11、接限位开关MSQ触头熔4或SQ6的常闭触2头停有按对接触断路,就不能进给
2、限位开磁SQ1的常开触头接触不良
11、找出原SQ3更换主触头或SQ6-2常闭触头
22、要换停止按钮常开触头
3、检修纵向操纵手柄联动机构
进给电动机不能启动(主轴电动机能启
13、接触器操作手柄联M4线构断械磨接触头和联锁触头接触不良
1、检修KM3或KM4线圈和主触头及联锁触头
动)
2、转换开关SA1或SA2接触不良
2、检修SA1和SA2
进给电动机没有冲动控制
冲动限位开关SQ6勺常开触头接触不良
检修6-1常开触头
工作台不能快速进给
1、接触器KM5线圈断路或主触头接触不良
2、电磁铁YA线圈断路,机械卡阻或动铁心超行程
3、离合器摩擦片调整不当
1、检修KM5接触器线圈或主触头
2、检修电磁铁YA的线圈和铁芯
3、调整离合器磨擦片
检修注意事项
1、检修工具及仪表应符合使用要求
2、排除故障时,必须修复故障点,但不能采用元件代换法。
]
3、检修时严禁扩大故障范围或产生新的故障点。
4、带电检修时,必须先验电,必须有老师在场监护,确保安全。
5、检修完毕后,经老师检查,确定后,方可复位。
6、要立即断开所有电源方可离开。
实操检修练习
1、人为设置自然故障三处,主电路一处,控制电路及照明电路两处。
2、用万用表电阻挡(RX10或RX100)进行检测。
3、学生要准备好纸和笔。
4、通电试验让学生观察故障现象并做好记录。
 升级会员
升级会员 