第八讲数控机床编程基本指令代码G00.docx
《第八讲数控机床编程基本指令代码G00.docx》由会员分享,可在线阅读,更多相关《第八讲数控机床编程基本指令代码G00.docx(16页珍藏版)》请在冰豆网上搜索。
第八讲数控机床编程基本指令代码G00
第八讲数控机床编程基本指令代码G00、G01应用
☆学习目标:
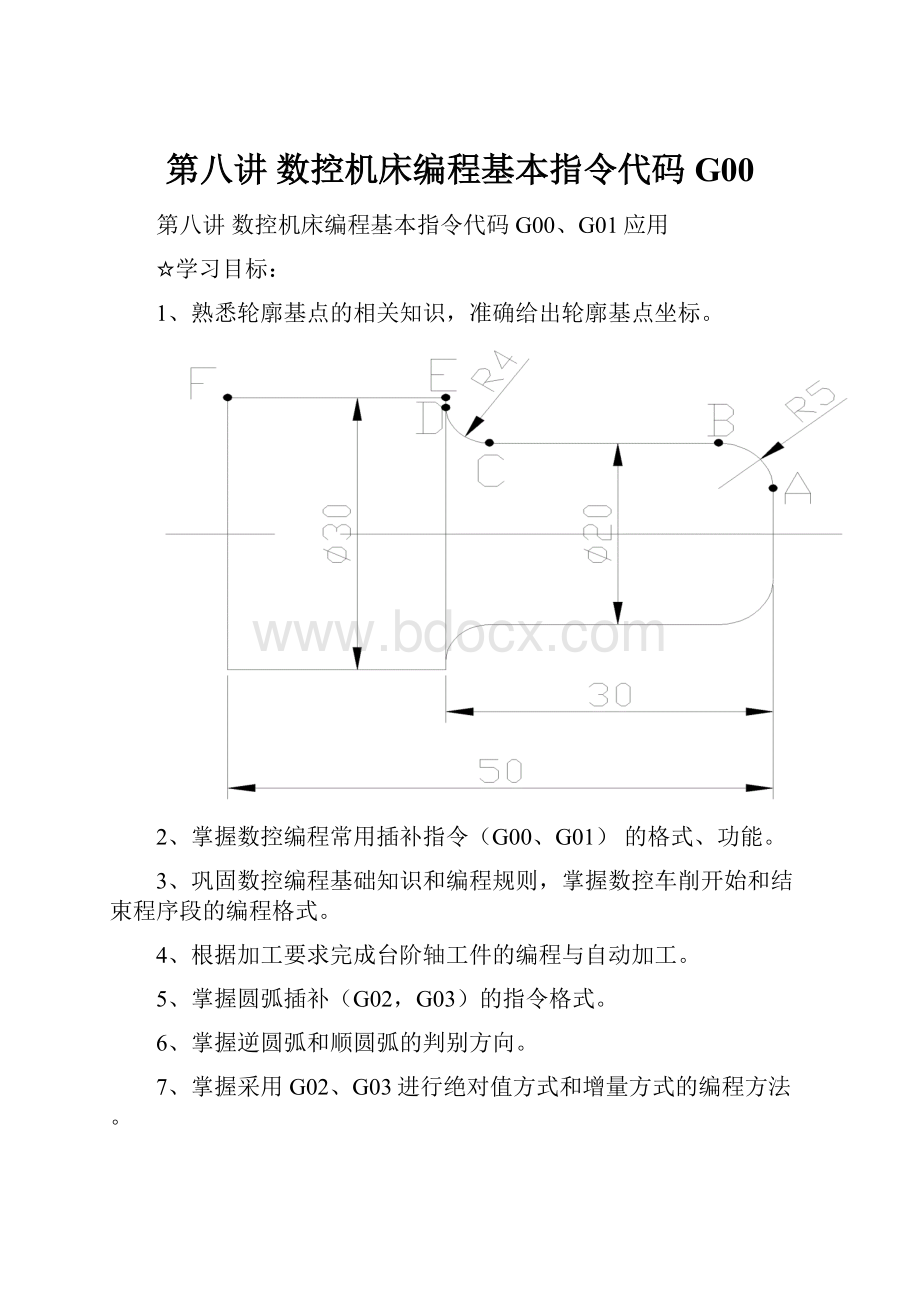
1、熟悉轮廓基点的相关知识,准确给出轮廓基点坐标。
2、掌握数控编程常用插补指令(G00、G01)的格式、功能。
3、巩固数控编程基础知识和编程规则,掌握数控车削开始和结束程序段的编程格式。
4、根据加工要求完成台阶轴工件的编程与自动加工。
5、掌握圆弧插补(G02,G03)的指令格式。
6、掌握逆圆弧和顺圆弧的判别方向。
7、掌握采用G02、G03进行绝对值方式和增量方式的编程方法。
数值计算是数控编程,特别是手工编程中重要一环,其中选择编程原点,对零件图样各基点进行正确的数学计算是数值计算中的重要工作之一。
一、基点概念
构成零件轮廓要素(直线与直线、直线与圆弧、圆弧与圆弧)的交点或切点称为基点。
2、举例(写出各点基点坐标)
绝对坐标值(X、Z)
A、(10.0,0)
B、(20.0,-5.0)
C、(20.0,-26.0)
D、(28.0,-30.0)
E、(30.0,-30.0)
F、(30.0,-50.0)
增量坐标值(U、W)
A、(10.0,0)
B、(10.0,-5.0)
C、(0,-21.0)
D、(8.0,-4.0)
E、(2.0,0)
F、(0,-20.0)
提示:
数控车削系统默认状态中,X轴方向的坐标数据一般以直径表示。
二、常用插补指令G00、G01
在数控车床的程序中,X、Z后面跟的是绝对尺寸,U、W后面跟的是增量尺寸,X、Z后面所有编入的坐标值全部以编程原点为基准,U、W后面所有编入的坐标值全部以刀具前一个坐标位置作为起点来计算。
1、G00—快速点定位
(1)、指令格式
G00X(U)_Z(W)_;
格式中X(U)、Z(W)后面的数值表示为刀具运动的终点坐标值,不运动的坐标可以省略不写。
(2)、指令功能
使刀具从当前点快速移动到程序段中所指定的位置。
(3)、指令说明
A、G00不用指定进给移动速度,其移动速度快慢是由机床运动参数决定,实际加工中可以调节操作面板上的进给倍率开关“F0”、“F25”、“F50”和“F100”对G00移动速度进行调节。
B、G00指令是模态指令,在下一程序段中连续有效,不运动的坐标可以省略:
目标点的坐标可以用绝对值,也可以用增量值或绝对值与增量值混合编程。
例题:
如图所示,刀具从起点A快速移动到目标点B。
用绝对值方式编程为:
G00X60.0Z80.0;(X取直径值编程)
用增量值方式编程为:
G00U40.0W70.0;
用混合方式编程为:
G00X60.0W70.0;
C、G00的运动轨迹为折线,因此,采用G00方式进、退刀时要特别注意,刀具相对于工件、夹具所处的位置是否碰撞。
对不适合联动的场合,可以采取单轴移动。
如;
D、刀具不参与切削。
实际加工举例
刀具的移动方式有三种:
1)各轴以其最快的速度同时移动,通常情况下因速度和移动距离的不同,先后到达目标点,刀具移动路线为任意的。
2)各轴按设定的速度以联动的方式移动到位,刀具移动路线为一条直线。
3)各轴按输入的坐标字顺序分别快速移动到位,刀具的移动路线为阶梯形。
2、G01—直线插补
※插补概念
根据一定的数学函数,在理想轮廓运动轨迹已知两点间进行数据密化处理。
直线插补也称直线切削,它的特点是刀具以直线插补运算联动方式由某坐标点移动到另一坐标点,由移动进给功能指令F来设定。
机床执行G01指令时,在该程序中必须含有F指令。
(1)、指令格式
G01X(U)_Z(W)_F_;
A、格式中X(U)、Z(W)后面的数值表示为刀具运动的终点坐标值,不运动的坐标可以省略不写。
B、格式中的F为刀具切削的进给速度(进给量)
想一想:
刀具的切削进给方式分为分钟进给和转进给两种,分别采用何种G指令指定,FANUC系统开机默认是何种进给方式?
(2)、指令功能
使刀具以指定的进给速度移动到程序段中所指定的位置。
(3)、指令说明
A、G01程序段中必须指定进给速度F值,。
如果在G01指令中没有F指令,而在G01程序段前也没有指定F指令,则机床不运动,默认F0,有的系统还会出现报警。
B、G01、F指令为模态指令。
在下一程序段中连续有效,不运动的坐标可以省略:
目标点的坐标可以用绝对值,也可以用增量值或绝对值与增量值混合编程。
C、G01指令可实现直线或斜线加工。
例题一:
(编写此图精加工运动轨迹)
O0006;(程序名)
N10T0101;(选择1号刀具)
N20M03S1500;(主轴正转,转速为1500r/min)
N30G00X26.0Z2.0;(定位至循环起点)
N40G00X20.0;
N50G01Z0F0.08;
N60Z-10.0;
N70X22.0;
N80Z-25.0;精加工轮廓轨迹描述
N90X24.0;
N100Z-45.0;
N110G00X26.0;
N120G00X80.0Z60.0;(退至换刀点)
N130M05;(主轴停止)
N140M30;(程序结束且返回到程序开始部分)
例题二:
(编写零件精加工轮廓轨迹)
锥度计算公式:
C=
D—锥体大端直径
d—锥体小端直径
L—锥体最大圆锥直径与锥体最小圆锥直径之间的轴向距离。
C—最大圆锥直径与最小圆锥直径之差对圆锥长度之比。
O0006;(程序名)
N10T0101;(选择1号刀具)
N20M03S1500;(主轴正转,转速为1500r/min)
N30G00X41.0Z2.0;(定位至循环起点)
N40G00X22.0;
N50G01Z0F0.08;
N60X25.0Z-1.5;
N70Z-20.0;
N80X30.0;精加工轮廓轨迹描述
N90X35.0W-15.0;
N100Z-60.0;
N110G00X41.0;
N120G00X80.0Z60.0;(退至换刀点)
N130M05;(主轴停止)
N140M30;(程序结束且返回到程序开始部分)
三、圆弧插补指令(G02/G03)
圆弧插补指令命令刀具在指定平面内按给定的进给速度F作圆弧运动,切削出圆弧轮廓。
(1)指令格式:
G02/G03X(U)__Z(W)__I__K__F;
G02/G03X(U)__Z(W)__R__F;
(2)指令说明:
1)X,Z为绝对编程时,圆弧终点坐标值;
2)U、W为增量编程时,终点相对于始点的增量。
3)R是圆弧半径,当圆弧所对应的圆心角为≤180º时R取正值;当圆弧所对应的圆心角为>180º时,R取负值。
4)I、K为圆心在X、Z轴方向上相对始点的坐标增量值,当I、K为0时可以省略。
0′
I-10.0
K-10.0
0′
I10.0
0′
I、K正负值判断:
在圆弧起点处建立一个虚拟坐标轴,如圆心在X、Z坐标轴正半轴时,I、K为正值;如圆心在X、Z坐标轴负半轴时,I、K为负值;
(3)顺逆圆弧判断:
G02—顺时针圆弧插补
G03—逆时针圆弧插补
顺逆圆弧判断,圆弧插补的顺、逆方向的判断方法如图所示,先确定数控车床的Y轴,然后逆着Y轴看该圆弧,顺时针方向圆弧用G02表示,逆时针方向圆弧用G03表示。
(4)注意事项:
A、I0,K0可以省略。
B、I,K和R同时指令时,R有效,I,K无效。
C、加工整圆时只能用I,K不能用R。
(注意:
整圆为360度。
而系统会把360度默认为0度。
)
(5)举例
O0006;(程序名)
N10T0101;(选择1号刀具)
N20M03S1500;(主轴正转,转速为1500r/min)
N30G00X36.0Z2.0;(定位至循环起点)
N40G00X10.0;
N50G01Z0F0.08;
N60G03X20.0Z-5.0R5.0;
N70G01Z-26.0;
N80G02X28.0Z-30.0R4.0;精加工轮廓轨迹描述
N90G01X30.0;
N100Z-50.0;
N110G00X36.0;
N120G00X80.0Z60.0;(退至换刀点)
N130M05;(主轴停止)
N140M30;(程序结束且返回到程序开始部分)
作业一:
作业二:
三、课堂练习
1、G代码为()
A、辅助功能B、刀具功能
C、准备功能D、进给功能
2、G00U-20.0W60.0;中的U和W后面的数值是现在点与目标点的()
A、大小B、长度C、距离与方向D、速度的方向
3、编程中圆弧和直线的交点称()
A、节点B、基点C、坐标点D、交点
4、G00、G01指令均为()指令。
A、模态B、非模态C、续效D、辅助
5、G00指令的快速进给速度是由机床的()确定的。
A、参数B、编程C、电机本身D、传动系统
6、G01指令命令机床以一定的进给速度从当前的位置沿()移动到指令给出的目标位置。
A、曲线B、折线C、圆弧D、直线
7、根据给定的信息,在理想轮廓(或轨迹)上的已知两点之间,确
定一些中间点的方法叫做()。
A、脉冲量B、插补原理C、插补D、逐点比较法
8、执行直线插补指令G01与()无关。
A、进给率B、坐标平面的选择C、起点坐标
9、已知一锥体,D=60mm,d=50mm,L=100mm,它的锥度是()。
A、1:
5B、1:
10C、1:
20D、1:
7
10、锥度的定义是()。
A、(大端-小端)/长度B、(小端-大端)/长度
C、大端除以小端的值D、小端除以大端的值
 升级会员
升级会员 