一件一卡样表汇总.docx
《一件一卡样表汇总.docx》由会员分享,可在线阅读,更多相关《一件一卡样表汇总.docx(29页珍藏版)》请在冰豆网上搜索。
一件一卡样表汇总
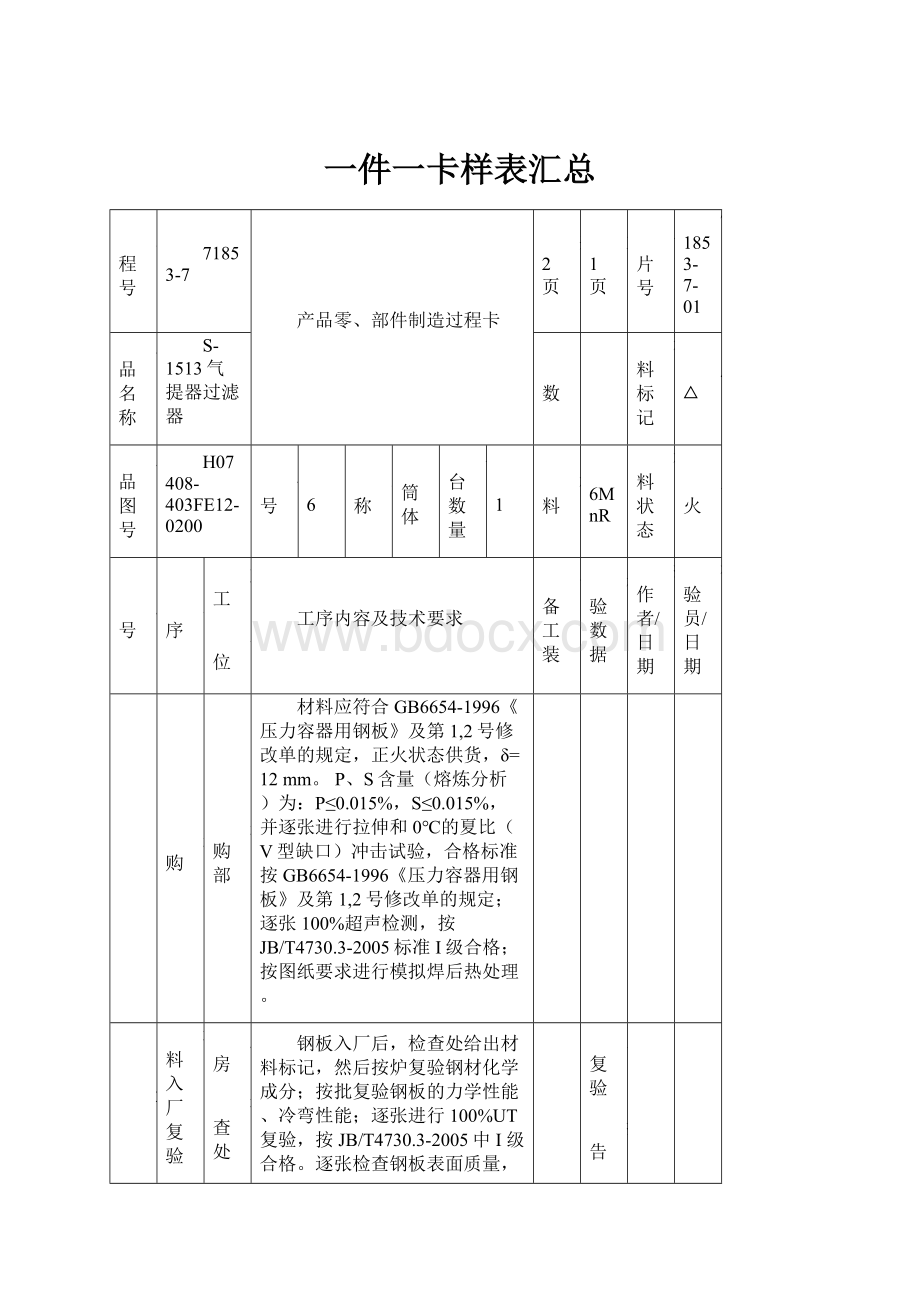
工程号
71853-7
产品零、部件制造过程卡
共2页
第1页
卡片号
71853-7-01
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
6
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
设备工装
检验数据
操作者/日期
检验员/日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=12mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张进行100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下试板、引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤3mm。
筒体纵缝延长部位点固试板、引熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
工程号
71853-7
产品零、部件制造过程卡
共2页
第2页
卡片号
71853-7-01
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
6
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤3mm。
卷板机
10
无损
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造过程卡
共2页
第1页
卡片号
71853-7-02
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
8
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
设备工装
检验数据
操作者/日期
检验员/日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=30mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张进行100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下试板、引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤5mm。
筒体纵缝延长部位点固试板、引熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
工程号
71853-7
产品零、部件制造过程卡
共2页
第2页
卡片号
71853-7-02
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
8
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤5mm。
卷板机
10
无损
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
共2页
第1页
卡片号
71853-7-03
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
9
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验
数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=12mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MI
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤3mm。
筒体纵缝延长部位点固引、熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
工程号
71853-7
产品零、部件制造工序过程卡
共2页
第2页
卡片号
71853-7-03
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0100
件号
9
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤3mm。
卷板机
10
无损
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
共2页
第1页
卡片号
71853-7-04
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
28
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验
数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=20mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MI
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤4mm。
筒体纵缝延长部位点固引、熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
工程号
71853-7
产品零、部件制造工序过程卡
共2页
第2页
卡片号
71853-7-04
产品名称
S-1503气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
28
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤4mm。
卷板机
10
无损
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
共1页
第1页
卡片号
71853-7-05
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
4-1
名称
锥体I
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=12mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按锥体理论尺寸计算外圆展开周长,按排版要求划线,现图工作好材料标记移植(不允许打钢印),检验员检查确认后,按线下料。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
冲压
按工艺规程要求分两瓣压制,锥体A类焊缝组对错边量b≤3mm,棱角度E≤3mm。
胎
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
9
校形
容器
锥体校圆,大、小口最大最小直径差分别为5,1.5mm,棱角度E≤3mm。
10
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
共1页
第1页
卡片号
71853-7-06
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
4-2
名称
锥体II
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=14mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按锥体理论尺寸计算外圆展开周长,按排版要求划线,现图工作好材料标记移植(不允许打钢印),检验员检查确认后,按线下料。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
卷筒
备料
按工艺规程滚制后转冲压翻边,锥体A类焊缝组对错边量b≤3mm,棱角度E≤4mm。
胎
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
9
校形
容器
锥体校圆,大、小口最大最小直径差分别为8,5mm,棱角度E≤3mm。
10
检测
探伤室
按探伤工艺对纵缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
共1页
第1页
卡片号
71853-7-07
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
4
名称
锥体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验数据
操作者/
日期
检验员/
日期
1
组对
容器
件号4-1和4-2进行组对,错边量b≤3mm,棱角度E≤3mm。
2
焊接
容器
按焊接工艺要求焊接环焊缝,然后清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
3
无损
检测
探伤室
按焊接工艺对环焊缝进行100%RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:
日期:
校核:
日期:
审核:
日期:
审定:
日期:
工程号
71853-7
产品零、部件制造工序过程卡
第2页
第1页
卡片号
71853-7-08
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
10
名称
封头
单台数量
1
材料
16MnR
材料
状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验
数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=16mm。
P、S含量(熔炼分析)为:
P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张100%UT复验,按JB/T4730.3-2005中I级合格。
逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见
复验
报告
3
材料发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按封头理论展开尺寸排板及划线,现图工作好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;带二块热作试板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MI
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
7
焊接
铆焊
按焊接工艺施焊;清除熔渣及焊接飞溅物,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
8
成型
冲压
按图纸要求冲压成型,控制终压温度不低于900℃。
胎
9
理化
理化室
试板进行机械性能试验。
试验机
10
检验
检查处
试板若不合格,则另一块试板与封头一起进行正火处理。
工程号
71853-7
 升级会员
升级会员 