纸杯作业指导书.docx
《纸杯作业指导书.docx》由会员分享,可在线阅读,更多相关《纸杯作业指导书.docx(9页珍藏版)》请在冰豆网上搜索。
纸杯作业指导书
永康市华业模具有限公司
作业指导书
永康市华业模具有限公司
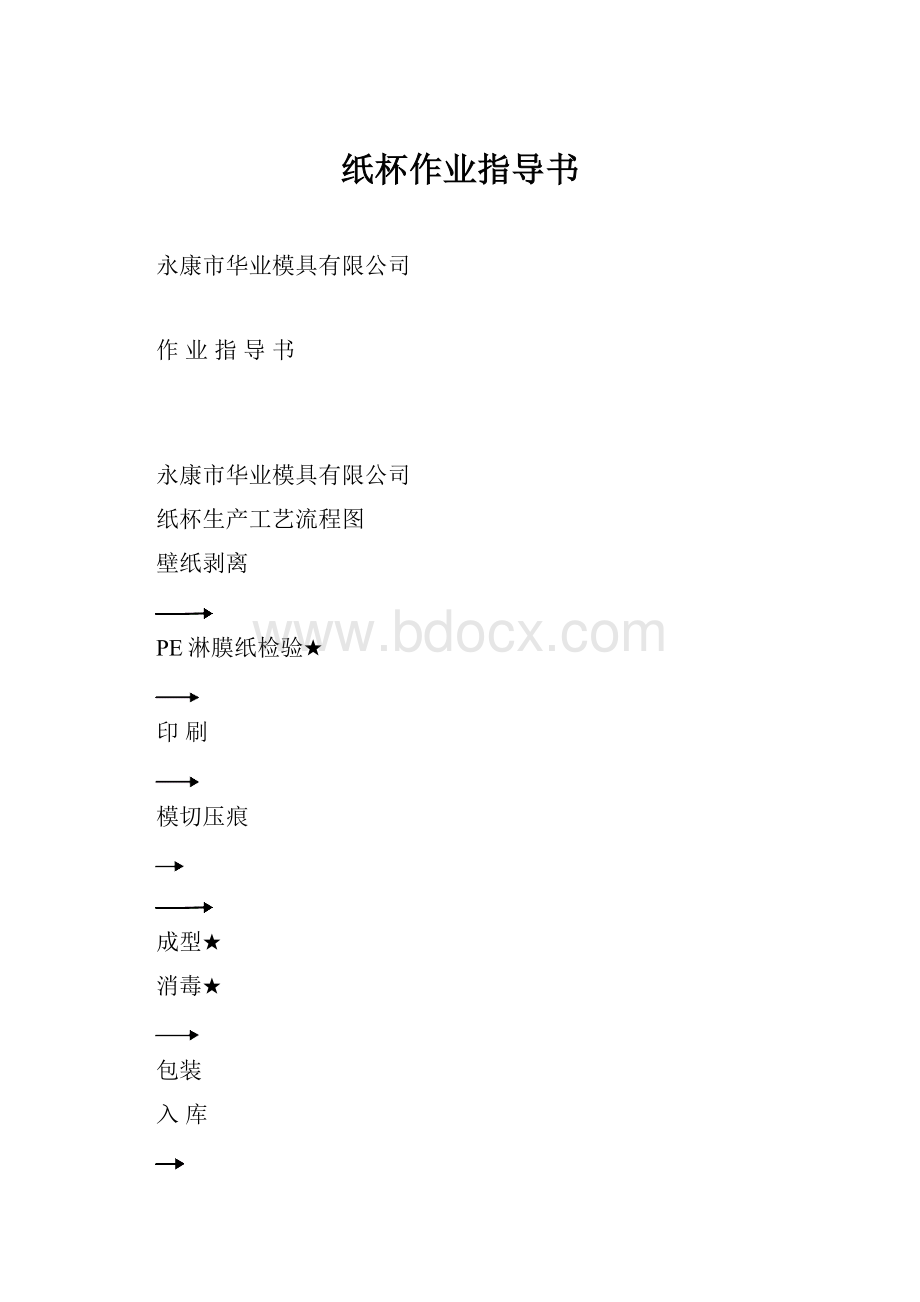
纸杯生产工艺流程图
壁纸剥离
PE淋膜纸检验★
印刷
模切压痕
成型★
消毒★
包装
入库
检验
★为关键控制点:
1.PE淋膜纸检验:
淋膜纸采购符合食品包装用聚乙烯成型品GB9687-1988要求。
2成型:
底部热合温度230℃~300℃,杯壁超声波发波时间2~3秒,速度35~50只/分;
3.消毒:
紫外线灯消毒20-30分钟
工艺详解及作业指导
一、PE淋膜纸检验
色泽正常,平整、无明显皱纹、无已嗅、污物。
二、印刷流程:
1,印版制作;
曝光显影除脏修版烤版涂显影墨上胶
2,打样过程:
3,印刷过程:
(1)印刷前的准备工作:
了解印刷施工单,对承印品的印数,印刷用纸规格,纸张数量,加放数等应掌握,准备好印刷材料。
1纸张材料:
首先检查纸张外观,有无纸病现象。
其次,检查纸张的规格尺寸是否符合要求。
2油墨的选择和调配。
3印版准备。
4印刷橡皮布及衬垫的准备并安装。
5润版液的调配。
6对印刷机进行一般的调整、加油、清洁工作。
(2)上版:
将印版安装在胶印机的印版滚筒上。
印刷开始前,仔细检查并校准印版,为上版后的印版滚筒状况;检查胶印机给纸,传纸,收纸的情况;校正压力,调整印版滚筒,橡皮滚筒,压印滚筒之间的关系,使压力均匀,然后检查机器供墨,供水情况。
(3)印刷:
①印刷时,首先将印版的胶膜擦拭干净,再用汽油除去干涸的墨迹,开动胶印机进行试印,检查规矩,确保套印准确。
②印出开印样经审批合格即可大量进行印刷。
③随时检查质量,包括墨色的深浅,套印精度,图文的清晰度,网点的虚实,空白部分有无油污墨迹等。
(4)质量检查:
印刷结束后的检样,检样人员将不合格的印刷品剔除。
三,模切压痕流程:
1,作业准备:
(1)将周围环境清理干净。
(2)准备好材料和所需工具。
(3)检查机台各部件是否正常
2,作业程序:
(1)试机、调模
(2)将模块挂在机台上,按材料的厚薄调节适当的压力,试轧确认靠位情况,并作适当调整。
(3)开始生产时,检查尺寸与样品是否符合,刀线有无变形走位,压痕线切穿或过轻。
(4)自检合格后,送交品管确认OK才可开始量产。
(5)模切的产品,后道工序应及时进行整理,并对轧出的效果反馈给模切机手,及时纠正改善。
3,生产过程异常处理
(1)模切过程应随时自检,清理机内杂物。
保证产品品质。
(2)模切过程,可通过手按保险按钮进行调节生产急缓。
(3)模切时放入不到位可利用手拉离合拉环,来使材料不会被误轧。
(4)作业结束后,关掉电源,并做好机台保养及现场清洁工作。
四,壁纸剥离:
1,作业准备:
(1)依据订单实施作业,保证下工序用料。
(2)料筐,垫板等承载物的准备。
2,作业程序:
敲击剥离整理摆放清理
(1)检查纸张印刷状况,将不良品剔除。
(2)剥纸作业前可以使用,经过布匹包裹的锤子,适当敲击纸张,使其松动。
注意敲击力度,避免纸张受伤。
(3)作业过程中如发现压痕过轻或走位应及时反馈给模切机手。
(4)作业人员双手应保持洁净,避免纸张受污。
(5)严禁野蛮作业,造成纸张破损。
(6)纸张摆放应整齐有序。
(7)作业现场边角料应及时进行清理至废品库。
。
(8)作业结束对现场进行全面清洁。
五,产品成型:
工艺装备:
纸杯成型机,设计压力达标的储气罐,排气压力达标的微型复活塞空气压缩机
1,作业准备:
(1)生产工具:
流转筐、工装夹具、喷壶
(2)杯壁纸准备:
将其整齐的放置工装夹具内。
根据车间温湿度,对纸片进行浇水后等待。
(3)底纸的安装及调试:
要求松紧适中,左右到位。
(4)供气:
打开电器箱,合上DZ47-60空气开关10只,合上DZ47-60四合一空气开关一只。
(5)供电:
旋转控制面板上锁匙电源总开关,按电源绿色开。
(6)打开温控仪(封口开关、预热开关、翻底开关、滚花开关)进行加温,等待温控仪显示温度全部到位。
(7)控制参数:
杯壁超声波发波时间2~3秒,底部热合温度230℃~300℃,速度35~50只/分;
(8)作业程序:
壁纸放入纸片下吸纸片输送纸筒成型纸筒输送
底部滚花翻底调节纸筒上送底纸压入
杯底成型
杯口卷边成品下卸计数检测成品上送成品收集
(1)双手将杯壁纸片放入设备的放纸架里,注意放入量。
(2)按主机绿色的自锁开关,使设备运行。
(3)纸片下吸:
吸力过大产生纸片反弹,吸力过小产生纸片吸不下。
(4)纸片输送到位
(5)纸筒成型:
粘合整齐,牢固,经常性清理超声波铝模氧化层。
(6)纸筒输送到位。
(7)杯底成型:
1杯底开关,控制底纸定型,旋转随着纸片克重调节温度。
(功率表显示0.2-0.5)
2底纸切底:
切纸时间是否正确,是否切断,左右是否到位,有无底纸翻转,压皱,漏底。
底纸压入
(8)底纸压入纸筒时被压入杆带起来翻转:
可以在开机时不要放如纸筒,从侧面观察压入件把底纸压到最低时,放开底纸。
(9)纸筒上送:
①模具清洁
②上送后纸筒掉落或过紧的排障措施:
松开上送尼龙顶片轴紧固螺栓,调节后紧固螺栓。
(10)翻底调节:
调节翻底模上下左右位置,翻底模温度及调节温控仪正负可防止因翻底后一边高一边低造成的漏水问题。
(11)底部滚花:
1出现漏水渗水,滚花轮压穿,没压紧现象:
需调节滚花轮顶力螺栓,紧固其螺母。
2滚花后底部被刮破,高度不到位,需松开滚花总成下螺母盘顶丝,,松开螺母盘,旋转滚花总成整体高度,达到要求后全部紧固。
3底部粘合效果不良,需调节滚花温控仪正负。
4八个模具必须随滚花座调节,工作台上升后,观察模具在滚花座里的四周空间,松开模具联结法兰四只M12螺栓进行调节位置。
5滚花轮中心小孔一定要4小时加油一次,以减少机械组件磨损。
(12)杯口卷边:
不均匀,打皱需调节卷边杆高度和卷边总成高度。
(13)成品下卸:
气流过小,成品下卸不了,需松开汽缸摆向螺栓,顺时针或逆时针旋转达到要求后紧固螺栓;调节牛筋皮吸嘴位置高度,调节下卸杆高度。
(14)计数检测:
1计数器开关:
控制计数器的开及关,采用光电开关控制成品出料数量。
2检测开关:
控制无产品出来时,或者设备出现故障时,其自动停机,接通警报蜂鸣器提示作业人员。
3复位开关:
障碍排除按复位开关,可以恢复生产。
(15)成品上送:
压入件下来后卡在中转盘和小转盘之间,压入件上不了,出现错位情况。
需要用摇把摇动设备,进行调节摆向位置。
注意事项:
1调节完毕后,一定要抽出摇把,避免主机开,摇把转动或者转飞伤人。
2清理设备上所有物资及工具,避免主机开,工具或物资卡住已运行设备。
(16)成品收集:
对成型不良,印刷不良品进行挑拣,将自检合格品整齐有序的放置在流转筐中。
六,消毒灭菌:
将成品纸杯输送到消毒间逐一进行消毒。
紫外线灯消毒20-30分钟。
七,塑袋密封:
纸杯放在塑料袋里,扎口应松紧适中,防止因用力过大,造成纸杯挤压变形。
八,产品包装:
1,外形应有如下标志
(1)产品名称;
(2)标准号;
(3)净重与毛重;
(4)数量;
(5)外形尺寸(长′宽′高);
(6)生产厂全称及厂址;
(7)运输与贮存注意事项的标志;
(8)产品批号和生产日期。
2,每一包装箱内应有合格证
3,包装应能保证产品在运输过程中,不受损坏,不受外来物的污染。
九,产品检验:
根据出厂检验项目要求对产品进行检验。
产品外观检测依据:
QB2294-2006-5.2
产品容量检测依据:
QB2294-2006-5.3
产品渗水性检测依据:
QB2294-2006-5.4-5.4.1
产品荧光物质检测依据:
QB2294-2006-5.3-5.5.3
包装检测依据:
QB2294-2006-7.2
粘合效果检测:
目测
一十,入库:
将合格产品贮存在通风、阴凉、干燥、无化学品及无毒、无毒物品污染的仓库内,贮存期从生产日期起不超过两年,超过两年必须重新检验,检验合格者才可使用。
 升级会员
升级会员 