高效单元产业协会.docx
《高效单元产业协会.docx》由会员分享,可在线阅读,更多相关《高效单元产业协会.docx(24页珍藏版)》请在冰豆网上搜索。
高效单元产业协会
高浓度有机废水高效处理技术装备的新进展
一、前言
通过近二十多年来科技工作者的努力,我国在水污染防治方面已研究和开发了不少新工艺、新材料和新设备。
目前我国在水污染治理技术上,已能提供下列技术的工艺参数:
活性污泥法技术(包括传统曝气、延时曝气、纯氧曝气、射流曝气、SBR和AB等等工艺);生物膜法技术(生物滤池、生物转盘、生物接触氧化、流化床、曝气生物滤池工艺等等);厌氧技术(UASB、厌氧生物滤池、厌氧流化床等等工艺);除磷脱氮技术(A-O法、A2-O法);水解—好氧技术等等。
事实上。
对污水处理工艺中所涉及的单元进行深入研究。
以每一个单元设备为基础,构成污水处理的技术单元库。
这样可实现不同工艺现有设备的不同的最优组合形式。
因为,各种处理工艺的组成都是以一些单元技术为基础组合而成的,技术单元是以反应器为基础的。
而反应器是微生物栖息的场所,应能为微生物创造适宜的条件,使微生物的生长状况最佳,其使作用得到最大的发挥。
一个合理的水处理工艺的成功最后是要落实到反应器的造型和设计上。
本文选择了一些近年来在我国发展迅速的(BAF、SBR工艺)、具有发展潜力(水解-好氧、三相内循环流化床)的技术,以及涉及到工业废水技术发展方向性问题(高效厌氧UASB技术)新工艺进行介绍。
一、厌氧UASB反应器
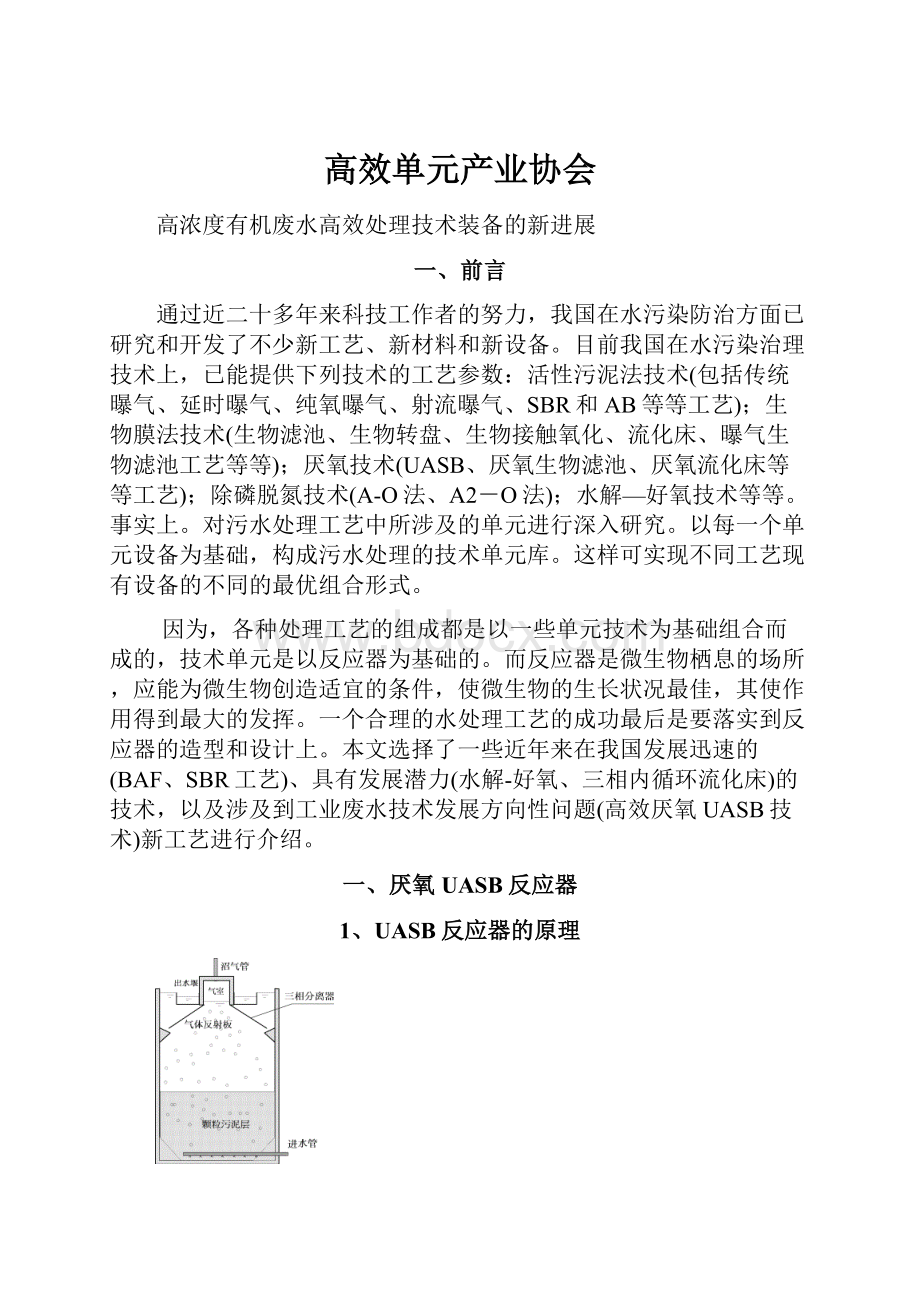
1、UASB反应器的原理
升流式厌氧污泥床(UASB)反应器是由Lettinga在70年代开发,。
图1是UASB反应器及其设备的示意图。
UASB反应器包括以下几个部分:
配水系统、反应器的池体和三相分离器。
如果考虑整个厌氧系统还应该包括沼气收集和利用系统。
在UASB反应器中最重要的设备是三相分离器,这一设备安装在反应器的顶部并将反应器分为下部的反应区和上部的沉淀区。
图1UASB反应器原理图
3、UASB反应器的设备化
1)矩形结构反应器的系列化
混凝土结构的UASB反应器是最为常见的结构和材料型式,采用标准化和系列化的设计必须考虑结构的通用性和简单性,池体的标准化主要是根据三相分离器的尺寸进行布置的,一般三相分离器的尺寸是2×5m。
根据这一形式布置池体有以下几种方式(图2)。
图2b是池顶的一部分采用池体本身结构构成气室。
这样可以节省一部分三相分离器的投资。
大型结构可采用双池公用壁的形式。
图2矩形单池UASB反应器装配式三相分离器和反应器平面尺寸布置
2)UASB反应器新型结构和材料的开发
国外发达国家的工业废水处理工程大多已采用新设备、新材料和新工艺来设计和建造,如德国利浦(Lipp)公司的双折边咬口技术和Farmetic公司的拼装制罐技术。
这些技术应用金属塑性加工中的加工硬化原理和薄壳结构原理,通过专用技术和设备将2~4mm镀锌或镀搪瓷钢板建造成体积为100~2000m3的反应器。
具有施工周期短、造价较低、质量高等优点,其施工周期比同样规模的混凝土罐缩短60%,比普通钢板罐节省材料达50%以上,而且耐腐蚀,不需保养维修,使用寿命要达20年以上。
a)拼装制罐技术
拼装技术采用高新技术制成的罐体材料,以快速低耗的现场拼装方式最终成型,使污水处理设备达到技术先进、性能优良、耐腐性好、维修便利、外表美观的效果。
根据不同反应器采用软性搪瓷或其他防腐形式预制钢板。
预制的钢板采用以栓接方式拼装,栓接处加特制密封材料防漏,此种预制钢板形成的保护层不仅能阻止罐体腐蚀,而且具有抗酸碱的功能。
b)Lipp技术
Lipp罐制作时在成型机上薄钢板上部被折成h形而下部被折成n形,在咬合机上薄钢板上部与上一层薄钢板的下部被咬合在一起的成型过程和截面形状。
废水处理中被处理废水具有腐蚀性(如酸碱废水)的废水,或处理工艺过程中产生腐蚀性(如厌氧处理)的情况,通过复合机械,将镀锌卷板与0.3mm厚度的不锈钢薄膜复合在一起。
Lipp制罐技术是一种具有世界先进水平的制罐工艺与技术,但是需要特殊机械。
80年代国内粮食系统引进多套加工机械,并且在粮仓上有大量的应用。
目前也逐步应用于污水处理。
a)采用Lipp罐作为UASB反应器b)拼装式搪瓷罐制成的UASB反应器
图3Lipp罐(a)和拼装式搪瓷罐(b)制成的UASB反应器
c)拼装预制和Lipp制罐技术的局限性
从理论上讲,罐的壁厚可比2mm小。
但是,考虑到结构稳定性等因素,一般不小于2mm。
对于直径大、高度高的罐体,理论上可选用更厚的钢板制作。
但由于国内搪瓷钢板的规格和Lipp制罐机械在机械压紧强度,咬口紧密度等方面的限制,罐体的选用材料壁厚一般最大为4mm。
所以,这两种技术国内制作的最大罐体直径在30~40m。
对于特殊的超大超高的罐体,可选用高强度材料。
由于价格成本和池形的限制,拼装预制和Lipp制罐不适用对于容积小和直径小于5m的反应器。
从结构上考虑拼装和Lipp技术不适用于地下池和方形结构池。
4、三相分离器的设备化
1)设计原则
在UASB反应器中,三相分离器是最有特点和最重要的装置。
该装置安装在反应器的顶部,并将反应器分为下部的反应区和上部的沉淀区。
它同时具有两个功能:
(1)能收集从分离器下的反应室产生的沼气;
(2)使得在分离器之上的悬浮物沉淀下来。
生产性装置需要考虑三相分离器的型式和水力学的一些问题以及工程放大和安装等问题。
三相分离器的设计原理比较简单,只要遵循基本原理,就可设计合理实用的三相分离器。
设计三相分离器有如下的原则:
a)分离器相对于出水液面的位置:
这个位置确定反应区(下部)和沉淀区(上部)的比例。
在多数UASB反应器中,沉淀区是总体积的15-20%;
b)三相分离器的倾角:
这个角度要使固体可滑回到反应器的反应区,在实际中是在45-60o之间。
这个角度也确定了三相分离器的高度,从而确定了所需的材料;
c)分离器下气液界面的面积:
确定了沼气单位界面面积的释放速率,适当的数值是1-3m3/m2·h(低浓度污水不能达到这个速率)。
过低有形成浮渣层的趋势,高产气率将导致在界面形成气沫层,两者都可能导致堵塞气体的释放管。
d)另外,某些污水容易产生浮渣、泡沫或污泥上浮时,需要考虑防范措施。
2)国外的三相分离器
国际上一些主要的厌氧公司的三相分离器的形式是大不相同的,在生产实际中都很成功。
图4为这三个公司基于基本原理进一步改进和开发的设备化的三相分离器。
从图可看出,从事UASB工艺开发和设备生产厂家所生产的三相分离器都逐步走向设备化,并以箱式的三相分离器为主。
图4PAQUES、Biothane和Biotim的UASB反应器三相分离器的设备化
3)我国三相分离器的设备化
a)矩形UASB反应器
笔者承担了“九五”攻关UASB反应器设备化项目。
采用设备化的三相分离器除了高效的气固液分离外,其使得UASB反应器的设计得到了最大程度的简化,并使UASB的设计标准化、规范化和简单化。
图5是不同单位在“九五”攻关期间的三相分离器实用新型专利。
b)圆形UASB池的三相分离器
圆形UASB池的三相分离器的模块,仍采用矩形三相分离器的形式,圆形反应器中的三相分离器制作和安装相对复杂些,特别是边角部分处理复杂、费时、费工。
a)多级组装式(联合环境公司)b)UASB气固液分离器(清华大学)c)组合式(北京环科院)
图5在“九五”攻关期间取得的三项三相分离器实用新型专利的原理图
二、水解(酸化)工艺
1、基本原理
人们过去对于好氧微生物和专性厌氧微生物研究十分充分,而对兼氧性微生物的研究不够。
各种类型有机污染物的厌氧(缺氧)、好氧降解反应过程汇总如下。
好氧(缺氧)过程厌氧(缺氧)过程
1)CODH2O+CO2(传统好氧工艺)2)CODCH4+CO2(传统厌氧工艺)
3)NH4+NO3-(硝化工艺)4)NO3-N2(反硝化或缺氧工艺)
5)H2SSo(微需氧或缺氧工艺)6)SO4=H2S(厌氧反应)
7)R-ClCO2+Cl-(好氧反应)8)RCClCH4+CO2+Cl-(厌氧反应)
从化学反应式
(1)-(8)来看,除反应式(1、2)为传统的厌氧和好氧工艺流程外,其他均为兼性菌的反应。
事实上,利用兼性细菌的工艺人们已开始有所涉及。
如,对去除N、P的A2O或AO工艺(反应3、4),是利用了兼性菌在好氧条件下进行好氧代谢,而在厌氧条件下进行不同代谢反应的工艺。
在含有硫酸盐的有机废水中,厌氧反应将有机物和硫酸盐分别转化为有机酸和硫化氢(反应6)。
产生的硫化氢被微需氧细菌直接氧化为硫元素。
这可以用来去除硫化物并回收硫元素(反应5)。
最新研究表明,一些在好氧状态下难降解芳香族和卤代烃在厌氧条件下容易分解(反应7、8)。
以上反应为一些新工艺的化学反应基础,其基本原理是新工艺开发的基础和生长点。
A-B工艺和序批式活性污泥(SBR)工艺。
前者是在A段的高吸附段,发生了水解和部分酸化反应,大分子物质降解为小分子物质。
所以使得整个工艺的效率大为提高。
对于后者而言,在SBR的反应过程同样历经了好氧-缺氧和厌氧的过程。
成功的利用兼性微生物的典型工艺是由北京环保所在80年代开发的水解-好氧生物处理工艺。
水解池利用水解和产酸微生物,将污水中的固体、大分子和不易生物降解的有机物降解为易于生物降解的小分子有机物。
使得污水在后续的好氧单元以较少的能耗和较短的停留时间下得到处理。
采用水解-活性污泥法,与传统的活性污泥相比,其基建投资,能耗和运行费用可分别节省30%左右。
由于水解池具有改善污水可生化性的特点,使得本工艺不仅适用于易于生物降解的城市污水等。
同时更加适用于处理不易生物降解的某些工业废水,如纺织废水、印染废水、焦化废水、酿酒、化工、造纸废水等。
2、水解-好氧工艺的开发
水解-好氧工艺开发的目的是针对传统的活性污泥工艺具有投资大、能耗高和运转费用高等缺点,企图采用厌氧处理工艺替代传统的好氧活性污泥工艺。
在温暖气候条件下常温(10-20oC)厌氧处理生活污水的实验,厌氧的停留时间在8-12小时的去除效果还是相当高的,但是,要考虑到其与传统好氧工艺要有竞争力。
停留时间在8-12小时的厌氧系统的竞争能力将大为降低。
为了解决上述问题,将UASB反应器的运行方式改变为部分厌氧,即主要在厌氧反应的水解和酸化阶段。
从而在反应器中取消了三相分离器,这使得反应器结构十分简单,便于放大。
虽然水解反应器的停留时间仅有2.5h,但分别可取得高达40~50%,35~45%和80~90%的COD,BOD5和SS去除率。
后处理的活性污泥法可仅采用2.5h的停留时间。
3、水解(酸化)工艺与厌氧发酵的区别
水解(酸化)-好氧处理系统中的水解(酸化)段的目的对于城市污水是将原水中的非溶解态有机物截留并逐步转变为溶解态有机物;对于工业废水处理,主要是将其中难生物降解物质转变为易生物降解物质,提高废水的可生化性,以利于后续的好氧生物处理。
水解工艺的开发工过程是从低浓度城市污水开始的,所以对于其与高浓度废水的厌氧消化中的水解、酸化过程也是不同的,其目的是为厌氧消化过程中的甲烷化阶段提供基质。
而两相厌氧消化中的产酸段(产酸相)是将混合厌氧消化中的产酸段和产甲烷段分开,以便形成各自的最佳环境。
因此,水解工艺、两相厌氧发酵工艺和厌氧消化工艺三者的处理目的不同,各自的运行环境和条件存在着明显的差异。
由于反应条件条件不同,三种工艺系统中优势菌群也不相同。
在厌氧消化系统中,严格地控制在厌氧条件下,系统中的优势菌群为专性厌氧菌。
因此,完成水解(酸化)的微生物主要为厌氧微生物。
在水解(酸化)工艺控制在兼性条件下,系统中的优势菌群也是厌氧微生物,但以兼性兼性微生物为主,完成水解(酸化)过程的微生物相应地主要为厌氧(兼性)菌。
对于两相厌氧消化系统中的产酸相,微生物的优势菌群随控制的氧化还原电位不同而变化。
当控制的电位较低时,完成水解、产酸的微生物主要为厌氧菌;当控制的电位较高时,则完成水解、产酸的微生物主要为兼性菌。
需要说明的是水解-好氧工艺中的水解(酸化)过程与好氧AO(HO)、A2O和AB等工艺中A段中发生的水解过程也是有较大区别的。
这表现在以下两个方面:
首先是菌种不同,如上所述在水解工艺中的优势菌群是厌氧微生物,以兼性兼性微生物为主,而在好氧AO(HO)、A2O和AB等工艺中A段中的优势菌是以好氧菌为主。
仅仅部分兼性菌参加反应;其次,在反应器内的污泥浓度不同,水解工艺采用的是升流式反应器,其中污泥浓度可以达到15-25g/L,而好氧AO(HO)、A2O和AB等工艺中从二沉池回流污泥浓度一般最高为8g/L,并且以好氧菌为主。
以上的差别造成了水解工艺是完全的水解,而好氧AO(HO)、A2O和AB等工艺中A段仅仅发生部分水解。
采用水解池较之全过程的厌氧池(消化池)具有以下的优点:
a)水解、产酸阶段的产物主要为小分子的有机物,可生物降解性一般较好。
固水解池可以改变原污水的可生化性,从而减少反应时间和处理的能耗;
b)对固体有机物的降解减少污泥量,其功能与消化池一样。
工艺仅产生很少的难厌氧降解的剩余活性污泥,故实现污水、污泥一次处理,不需要经常加热的中温消化池;
c)不需要密闭的池,不需要搅拌器,不需要水、气、固三相分离器,降低了造价和便于维护。
由于这些特点。
可以设计出适应大、中、小型污水厂所需的构筑物;
d)反应控制在第二阶段完成前,出水无厌氧发酵的不良气味,改善处理厂的环境;
e)第一、第二阶段反应迅速故水解池体积小,与初次沉淀池相当,节省基建投资。
因此讲,水解-好氧生物处理工艺是有自己特点的一种新型的水处理工艺。
4、水解-好氧处理工艺示范工程(密云县污水处理厂)
水解池处理量为15000m3/d,设计停留时间HRT=2.5h,1组由2个池子组成,每个水解池为(长×宽×水深=36×9×4.4m)。
水解池污泥用管道排至集泥池进行处理。
水解池运行效果见表1。
表1密云污水处理厂运行结果(进水量7200.8m3/d)
项目
进水
水解出水
去除率
曝气出水
去除率
总去除率
COD(mg/L)
536
283.3
47.2%
84.4
70.0%
84.3%
BOD(mg/L)
175
134.5
23.1%
14.8
89.0%
91.5%
SS(mg/L)
85
18.1
78.5%
9.6
47.0%
88.6%
BOD/COD
0.33
0.47
0.18
三、SBR工艺的特点和发展
1、经典SBR反应器的优点
SBR与连续式活性污泥系统存在一定的区别,并且有其独特的特点。
在SBR的研究过程中,不同的研究人员在不同的条件下得出了不同类型SBR反应器的特点。
这些结果有很多共同点,也有一些不同点。
通过对以上SBR工艺特点和不同研究者的研究结果进行汇总,不考虑一些由于SBR反应器本身优点导致的直接结果,如:
投资低和运行费用低等,SBR反应器的众多优点可以归纳如下:
表2不同学者对SBR的不同看法
优点
原因
1、沉淀性能好
理想沉淀理论
2、有机物去除效率高
理想推流状态
3、提高难降解废水的处理效率
多样性的生态环境(出现厌氧、缺氧和好氧状态多种状态)
4、抑制丝状菌膨胀
选择性准则
5、可以除磷脱氮,不需要新增反应器
生态的多样性(出现厌氧、缺氧和好氧状态多种状态)
6、不需二沉池和污泥回流,工艺简单
结构本身特点
2、SBR反应器的理论分析
分析SBR反应器具有以上优点的原因是多方面的因素所造成,特别是由于SBR反应器结构和运行方式的特点造成的,但是实质上SBR反应器充分利用了生物反应过程和单元操作过程以下的一些基本原理:
a)流态理论:
SBR反应器在时间上属于完全理想的推流状态;
b)理想沉淀理论:
其沉淀效果好是充分利用了静态沉淀原理,经典的SBR反应器在沉淀过程没有进水的扰动属于理想沉淀状态;
c)推流反应器理论:
SBR反应效率高是其属于时间上的理想推流式反应器,从单元操作理论其效率明显的高于完全混合式的反应器;
d)选择性准则:
SBR反应器防止污泥膨胀利用了活性污泥膨胀理论中的“选择性准则”;
e)微生物环境的多样性:
SBR反应器对难降解有机物降解性能好,是其在生态学上具有微生物的多样性,可以形成厌氧、缺氧和好氧等多种生态条件,有利于有机物的降解;
以上的生物反应过程和单元操作过程的一些基本原理是显而易见的,有些是近年来一些最新的研究成果。
3、SBR反应器的缺点
同时,经典的SBR反应器也存在一定的问题,比如:
a)处理连续进水时,对于单一SBR反应器的应用需要较大的调节池;
b)对于多个SBR反应器进水和排水的阀门自动切换频繁;
c)无法解决大型污水处理项目连续进水、连续出水的处理要求;
d)设备的闲置率较高;
e)污水提升水头损失较大。
4、SBR工艺类型和发展
由于SBR在时间和空间上的特点,造就了SBR在运行操作上的灵活性,使得SBR的发展呈现了多样性,开发出了CASS、CAST、ICEAS、MSBR等新型SBR。
1)ICEAS工艺
ICEAS工艺是80年代初在澳大利亚发展起来的。
这种工艺一般是由两个矩形为一组的SBR反应器。
每个池子分为两部分预反应区和主反应区(见图6)。
预反应区一般处于厌氧或缺氧状态,主反应区是曝气反应的主体,体积占反应器总池容的85-90%。
ICEAS是连续进水工艺,不但在反应阶段进水,也可以在沉淀和滗水阶段进水。
ICEAS的运行周期比较短,一般为4-6小时,进水曝气时间为整个运行周期的一半。
图6CEAS平面图
ICEAS的优点是采用连续进水系统,可以减少运行操作的复杂性。
ICEAS工艺取得上述优点或进展,同时也付出了一些代价。
对比表2的6个优点,由于其工艺的改革丧失了5个优点,仅仅保留反映SBR反应器本质的一条优点(结构特征)。
2)CASS工艺
CASS工艺是Goronszy教授在ICEAS的基础上开发出来的,通常CAST一般分为三个反应区:
一区为生物选择器,二区为缺氧区,三区为好氧区,各区容积之比一般为1:
5:
30(见图7)。
与ICEAS相比,预反应区容积较小,设计成为生物选择器,该工艺将主反应区中部分剩余污泥回流至该选择器中,在运作方式上沉淀阶段不进水,使排水的稳定性得到保障。
(1)生物选择器
(2)缺氧区(3)好氧区(4)回流污泥和剩余污泥(5)滗水器
图7循环式活性污泥法工艺(CASS)的组成
3)UNITANK系统
UNITANK系统是比利时SEGHERS公司提出一种SBR的变型。
90年代初,比利时的SEGHERS公司开发了一体化活性污泥法又称交替生物池,取名为UNITANK。
该系统近似于三沟式氧化沟运行方式。
图8UNITANK工艺图
从UNITANK的单个池子来看与SBR一致,具有SBR的一些特点。
但从整个系统来看,它已经不属于SBR了,与交替运转的三沟氧化沟非常相似,更接近于传统的活性污泥法。
这是UNITANK工艺最为显著的一个特点。
UNITANK在恒水位下交替运行,出水采用固定堰而不是滗水器。
UNITANK在任一时刻,总有一个池子作为沉淀池,这个沉淀池相当于平流式沉淀池。
所以在设计上需要满足这一平流沉淀池的功能,并且对于大型污水处理厂沉淀池功能的满足,往往是UNTANK工艺的制约因素,这是UNITANK第二个特点。
标准的UNITANK系统是由三个正方形池所组成,三个池子之间构成了一个级串的形式,弥补了单个反应器完全混合的缺点。
这是UNITANK系统的第三个特点。
4)UNITANK工艺的改进
UNITANK最为根本的问题之一是由于中沟和边沟的地位不一致的原因,边沟总有一段时间兼作沉淀池,而中沟总是作为曝气池。
因此UNITANK的发明人在离开SEGHERS公司之后,提出一种新的UNITANK工艺的变型工艺---LUCAS工艺。
LUCAS工艺最为显著的特点是四个反应器(也可采用两个或三个反应器)的作用是完全对等的,其采用轮换的方式作为曝气池和沉淀池(图9)。
由于每一个反应器的地位平等,所以就可以避免中池污泥浓度过低而边池污泥浓度过高所造成的设备利用率降低等一系列问题。
另外,采用四个池子串联运行,使得反应器的流态接近推流式曝气池。
LUCAS工艺既保留了UNITANK工艺的优点,又克服了其缺点。
图9方形反应器和圆形反应器的LUCAS工艺的运行模式
除上述类型的SBR外,还有一些其它类型的SBR像MSBR、DAT-IAT、IDEA、膜法SBR等。
5、不同类型SBR的特点
SBR在使用的过程中,不断的改进,发展了多种新型的SBR。
大部分的新型SBR仍然拥有经典SBR的主要特点,并且还有自己独特的优势,但有些经典SBR的显著特点在新型SBR中就很难发现。
不同类型SBR的特点总结如下:
表3不同类型SBR的特点
类型
特点
经典SBR
ICEAS
CASS
UNITANK
沉淀性能好处于理想沉淀状态
是
不是
不是
不是
抑制污泥膨胀(选择性准则)
强
弱(通过选择池改善)
弱(预反应段改善)
弱
难降解废水效率高(生态多样性)
强
弱
弱(预反应段改善)
非常弱
除磷脱氮效果(厌氧、缺氧和好氧等多种状态)
N、P
N
N、P
---
由于处于理想推流状态,有机物去除率高
是
不是
不是
不是
不需二沉池和污泥回流,工艺简单
是
是
需要回流
是
连续进水
不是
是
是
是
连续出水
不是
不是
不是
是
注:
a.UNITANK的布置比较紧凑,但是流程比其他的SBR要复杂
从表3可以看出所谓经典SBR工艺的优点,在新型SBR中是不一样的。
对比表2可以说绝大多数经典SBR的优点,在一定程度上被弱化。
同时,由于改进的SBR吸取了传统活性污泥的特点,出现了与传统活性污泥相互融合的趋势。
出现了连续进水、连续出水和带回流污泥的SBR反应器,以及出现了UNITANK这种融合氧化沟、SBR和活性污泥工艺新型的综合性工艺。
所以对于不同类型的SBR反应器的优点是不同的,不能一概而论,特别是在进行工艺选择和设计计算时,更要注意不同类型SBR的不同特点。
四、曝气生物滤池工艺
1、曝气生物滤池原理
现代曝气生物滤池(BiologicalAeratedFilter,以下简称BAF)是在70年代末80年代初出现于欧洲的一种膜法生物处理工艺。
其基本的形式是将生物接触氧化工艺与给水过滤工艺相结合的一种好氧膜法废水处理工艺,其将生物接触氧化与过滤结合在一起不设沉淀池,通过反冲洗再生实现滤池的周期运行,由于其可以保持接触氧化的高效性,同时又可以获得高的出水水质。
其最初是应用在污水处理的三级处理上。
在废水的二级处理中,曝气生物滤池体现出处理负荷高、出水水质好,占地面积省等特点,到90年代初得到了较大发展。
使用BAF的污水处理厂规模最大也已扩大到每日处理几十万m3/d。
同时发展为可以脱氮除磷的工艺。
2、曝气生物滤池工艺的优点
BAF其最大的特点是集生物接触氧化和悬浮物过滤于一体,节省了后续沉淀池(如二沉池)。
以BAF为代表的生物膜处理工艺的主要优点如下:
a)负荷高,出水水质好:
该处理工艺容积负荷可以在6.0kgBOD/m3.d的负荷下,保持出水在20mg/L,出水可以达到硝化,出水达到或接近生活杂用水水标准;
b)占地面积少:
曝气生物滤池的占地只是常规二级生化处理的1/5-1/10;
耐冲击负荷;
c)投资省:
BAF系统总水力停留时间短,所需基建投资少,同时该工艺出水水质高。
3、曝气生物滤池的构造
BAF构造见图10,BAF有两种运行方式,一种是上进水,水流与
 升级会员
升级会员 