压扁阻断对聚乙烯燃气管道力学性能的影响.docx
《压扁阻断对聚乙烯燃气管道力学性能的影响.docx》由会员分享,可在线阅读,更多相关《压扁阻断对聚乙烯燃气管道力学性能的影响.docx(15页珍藏版)》请在冰豆网上搜索。
压扁阻断对聚乙烯燃气管道力学性能的影响
摘要:
压扁阻断是基于聚乙烯(PE)管道良好的韧性而设计的专用管线施工及抢险维修技术,近年来得到了广泛的应用。
但是不规范的压扁阻断会引起PE管道损伤,缩短其使用寿命,严重影响燃气管网的安全运行。
为了创建安全高效的压扁阻断工艺流程、保证PE燃气管道的安全运行,采用实验室试验与有限元模拟相结合的方法,探究了压扁阻断对PE管道力学性能的影响规律,重点分析了挤压速度、管壁压缩率、挤压棒尺寸、管道和挤压棒之间摩擦系数等对管道最大应力和塑性应变的影响情况。
研究结果表明:
①压扁阻断后的PE管道耳朵处的弹性模量和屈服应力仅为初始值的17%和72%;②管道最大载荷、最大应力和最大塑性应变随挤压速度、管壁压缩率的增大而增大;③减小挤压棒尺寸虽然会降低最大挤压载荷,但却能明显增大管道最大应力和塑性应变;④降低管道和挤压棒之间的摩擦系数有利于减小管道最大应力和塑性应变。
结论认为,压扁阻断会引起PE管道力学性能的衰退,建议给压扁阻断后的PE管道尤其是耳朵处施加必要的防护措施;同时,增大挤压工具尺寸、减小管道和挤压棒之间的摩擦系数,可以减小管道应力和塑性应变,有利于PE管道的安全运行。
关键词:
聚乙烯;燃气管道;压扁阻断;力学性能;管道损伤;有限元模拟;挤压速度;管壁压缩率;摩擦系数;塑性应变
0 引言
聚乙烯(PE)材料因其优良的物理和力学性能、耐腐蚀性以及便捷的安装和维护过程而被广泛用于制造排水和燃气管道。
根据美国运输部管道和危险材料安全管理局(PHMSA)的统计,2018年美国新安装的燃气管道90%以上都是由PE材料制成的。
中国管道领域也在进行“以塑代钢”的革命,如PE管道已经在中、低压燃气管网中取代了过去的传统管材,成为《城镇燃气设计规范:
GB50028—2006》的首选管材。
随着PE管道在城镇燃气管网中的应用越来越广泛,各种PE管抢险维护新技术、新设备机具应运而生。
其中压扁阻断(Squeeze-offTechnique)就是基于PE管道良好的韧性而设计的专用管线施工及维修技术,近年来得到了广泛的应用。
压扁阻断技术通过挤压工具将PE管道压扁直至管道内壁贴合而阻断燃气流动,以达到管道不停输进行抢修和维护作业的目的。
压扁阻断技术的推广应用为石油石化企业节省了大量维修维护成本,创造了巨大的经济效益。
然而美国塑料管材数据协会(PPDC)数据及相关研究表明,压扁阻断是引起PE管道力学性能衰减、失效破坏甚至爆炸等特大事故发生的重要原因。
20世纪90年代美国天然气技术研究所(GasTechnologyInstitute,缩写为GTI)研究了压扁阻断引起的PE管道损伤,并采用静水压力实验和现象学模拟相结合的方法分析了压缩水平、管道直径和挤压工具几何形状和尺寸对PE管道损伤程度的影响[1–4]。
2007年Yayla和Bilgin[5]首次采用实验方法系统分析了压缩水平、管道直径和挤压工具几何形状对PE管道短期和长期力学性能的影响。
Uzelac等[6-7]分别在2010年和2011年研究了压扁阻断对PE管道壁厚和划痕深度的影响。
实验结果表明,压扁阻断“耳朵”处的管道壁厚和划痕深度变化最大,也是压扁阻断最危险的地方。
2012年Brown等[8]详细分析了由不当压扁阻断操作引起的PE管道爆炸事故。
2015年美国燃气技术研究院采用仿真技术探究了管道的压扁阻断作业位置和管件之间的标准距离[9]。
2018年Zhang等[10]采用连续介质损伤力学概念定量分析了压扁阻断引起的损伤在PE管道中的分布规律。
国内对于PE燃气管道压扁阻断技术的研究尚处于起步阶段,并且主要集中于介绍PE管道压扁阻断技术流程、相关设备及注意事项等[11–15],以定性分析为主,缺乏定量研究。
目前PE管道压扁阻断相关技术参数主要参照美国标准,包括ASTMF1041[16]、ASTMF1563[17]以及ASTM1734[18]。
我国根据国际标准BSISO4437[19]制订了相应的标准《燃气用埋地聚乙烯(PE)管道系统:
GB15558.1—2015》,并对压扁阻断流程及注意事项进行了简单描述和规定。
然而,不论是美国标准还是中国标准都还存在着一些不足,需要进一步改进和完善,例如标准中规定常温下压管和松管速度不应该超过50.8mm/min,当外界温度降低时压管和松管速度应该降低,但标准中并没有具体规定低温下的压管和松管速度应该降低多少。
这样的标准对现场操作人员的指导意义不大,容易引起不当操作,有可能导致PE管道过量损伤以及寿命缩短。
为了解决上述问题,笔者采用实验室试验与有限元模拟相结合的方法,探究了压扁阻断对PE管道力学性能的影响规律,以期为创建安全高效的压扁阻断工艺流程及保障PE燃气管道的安全运行提供依据。
1 实验分析
1.1 实验材料与方法
实验材料为进口PE3408燃气管材,内径47.5mm,壁厚6mm。
用于压扁阻断实验的PE管道试样长度为350mm,满足ASTMF1041规定的“试样长度应大于5倍管道直径”。
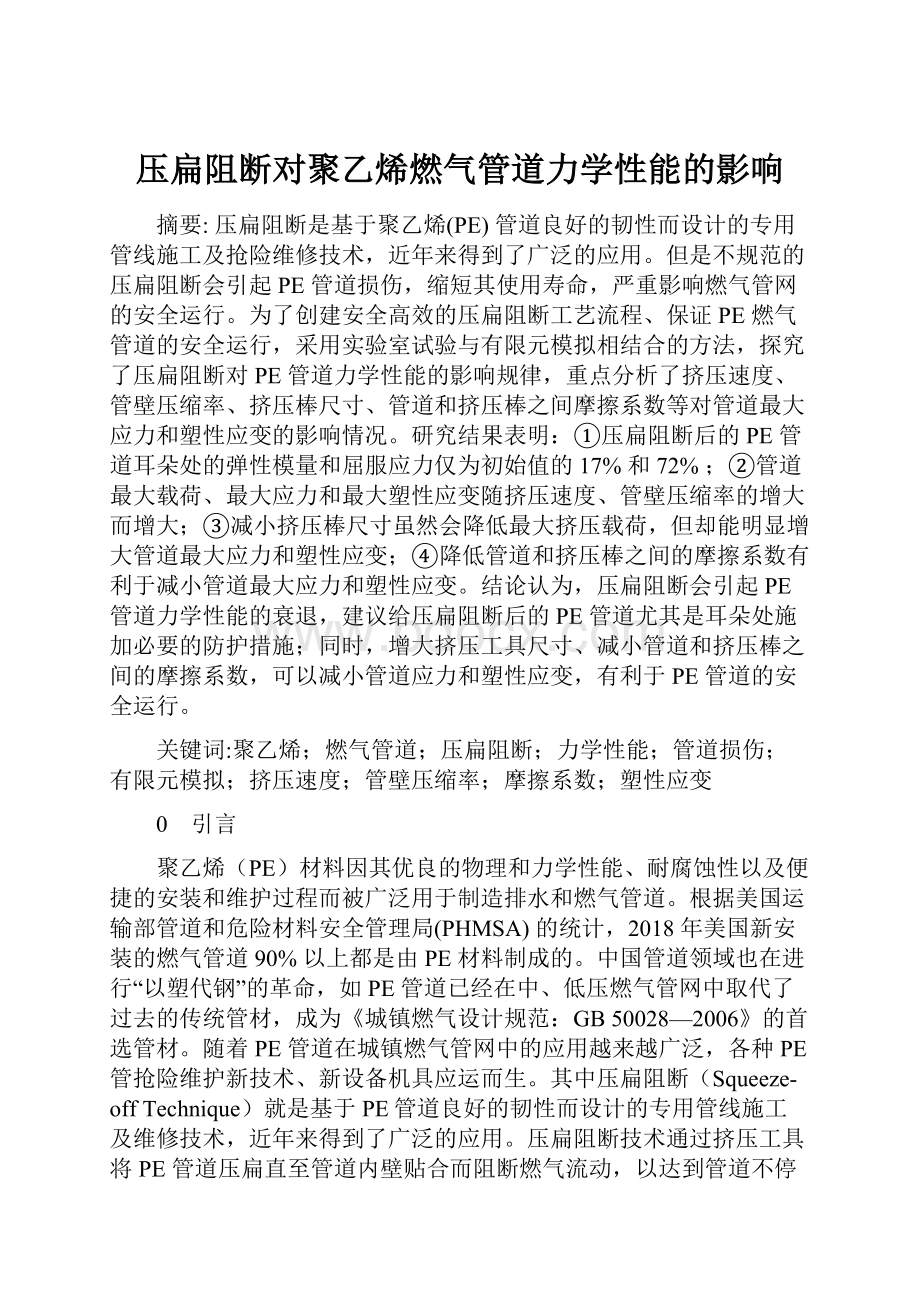
压扁阻断对PE管道力学性能影响的实验方法及装置示意如图1所示,半径为19mm的挤压棒安装在电子万能试验机上,通过上挤压棒的上下移动实现对PE管道的压扁阻断。
根据ASTMF1734[18]和GB15558.1[20]的规定,压扁阻断的管壁压缩率(WC)定义为:
式中D表示压扁阻断完成后上下挤压棒之间的距离,mm;t表示PE管道最小壁厚,mm。
图1 压扁阻断对PE 管道力学性能影响的实验方法及装置图
为了反映真实的压扁阻断工况,采用的管壁压缩率为30%。
图1-b所示为将压扁后的PE管道切割成宽为10mm的圆环试样以定量表征压扁阻断对PE管道力学性能的影响。
将圆环试样在电子万能试验机上以0.01mm/min的速度拉伸直至断裂,其尺寸和实验装置如图1-c所示。
为反映真实的压扁阻断过程,采用的压扁阻断实验分为3个阶段:
压扁挤压、应力松弛和卸载松管(图2)。
ASTMF1734和GB15558.1—2015中规定挤压速度不能超过50.80mm/min,因此本文采用的挤压速度为0.01mm/min、1.00mm/min和50.00mm/min。
当管壁压缩率达到预设值时,通过保持上挤压棒位置不变使PE管道进入应力松弛阶段。
考虑真实的压扁阻断维修时间,采用的应力松弛时间为3h。
应力松弛段结束后,以0.10mm/min的速度松管卸载,完成整个压扁阻断过程。
图2 压扁阻断实验流程示意图
1.2 实验结果与分析
图3为PE管道在不同挤压速度下的全过程载荷—位移曲线。
由图可知,压扁阻断载荷—位移曲线分为4个阶段:
A→B段为上挤压棒向下移动,直到管道内壁接触;B→C段为挤压棒继续向下移动,但因为管道内壁接触,载荷从B点开始急剧增大,直到C点达到预先设定的压缩水平;C→D段为应力松弛阶段,即保持上挤压棒位移不变以模拟真实的压扁阻断维修过程;D→E段为卸载松管,维修完成后上挤压棒向上移动至挤压棒离开PE管道。
压扁阻断最大载荷随着挤压速度的增大而增大。
究其原因,PE材料本身具有强非线性黏弹塑性力学行为,加载速度增大导致PE内部分子链活动受限,表现出更高的载荷或应力水平[21-23]。
图3 压扁阻断全过程载荷—位移曲线图
图4显示了压扁阻断引起的PE圆环试样力学性能变化。
由图可知,压扁阻断位置(相对位置为0)的圆环试样弹性模量和屈服应力衰减最严重,弹性模量和屈服应力分别只有初始值的17%和72%,这说明压扁阻断会导致PE管道力学性能的衰退,特别是压扁位置处,容易引起PE管道的失效破坏。
同时也可以发现,距离压扁阻断位置较远处(大于1.5倍管道直径)的圆环试样力学性能基本不受压扁阻断的影响。
这说明压扁阻断造成的PE管道力学性能衰退具有极强的局部性,建议压扁阻断维修后加强对挤压处管道的监测。
挤压速度对圆环试样力学性能衰减程度的影响较小。
图4 压扁阻断对PE管道力学性能的影响图
2 压扁阻断有限元分析
2.1 有限元模型
为了进一步研究压扁阻断对PE管道力学性能的影响,采用ABAQUS软件建立PE管道压扁阻断有限元模型,主要包括压扁工具棒和PE管道(图5)。
为了节省计算时间,PE管道采用1/4模型,共计18600个C3D8R单元,压扁工具棒为分析刚体。
PE管道与工具棒之间的摩擦系数设为0.08[24]。
图5 压扁阻断有限元模型图
2.2 有限元本构方程
采用四段式本构方程,分别描述PE管道线弹性阶段、非线弹性阶段、颈缩阶段、硬化阶段和蠕变松弛阶段的力学行为。
2.3 有限元结果与分析
图6所示为挤压速度分别为0.01mm/min、1.00mm/min和50.00mm/min的有限元结果与实验结果的对比分析。
由图6可知,有限元模拟结果与实验结果非常接近,验证了本文提出的有限元模型的可靠性与准确性。
得到图6有限元结果的本构方程参数如表1所示。
需要指出的是,在模拟过程中将方程2(d)分为4个部分以提高模拟结果的准确度。
图6 有限元模拟结果与实验结果对比图
2.3.1 压扁阻断全过程应力分析
以挤压速度为1.00mm/min的有限元模型为例,研究压扁阻断全过程的应力分布情况。
考虑实际情况,压扁阻断过程分为3个阶段:
挤压阶段、应力松弛阶段和松管卸载阶段。
根据表1中本构模型参数建立模型求解得到PE管道压扁阻断全过程的Mises应力云图(图7)。
图7-a为挤压阶段结束、管道达到30%壁厚压缩率时的应力分布。
管道上应力最大值约为25MPa,且主要集中在挤压棒与管道接触部位。
大于20MPa的应力分布范围约为1/3管道直径长度,在离开挤压部位1.5倍管径处,应力值已经小于管道最大应力值的一半。
表1 压扁阻断有限元模拟本构方程参数表
图7 压扁阻断全过程应力分布图
图7-b为应力松弛段结束时PE管道的应力分布。
与图6-a中的应力分布相比,由于PE材料的蠕变特性,虽然挤压棒的位置和壁厚压缩率没有改变,但PE管道的应力值显著减小,由图7-a中的最大值25MPa减小到10MPa。
而且应力分布没有挤压阶段集中,大于8MPa的应力分布范围达到了3倍管径。
图7-c为卸载阶段结束时PE管道的应力分布,可以看出,管道最大应力主要集中在管道的挤压耳部。
管道最大应力约为12.5MPa,大于10MPa的应力分布范围约为1/4管径。
挤压耳部附近应力较大而且集中,管道其他部分应力分布比较均匀。
2.3.2 压缩率影响分析
以挤压速度为1.00mm/min为例,研究了压扁阻断过程中管壁压缩率对压扁阻断过程和PE管道力学性能的影响。
除实验中采用的30%管壁压缩率外,又在ABAQUS中建立了压缩率为10%和20%的PE管道压扁阻断模型。
图8为1.00mm/min挤压速度下,管壁压缩率分别为10%、20%和30%的载荷—位移曲线。
由图8可知,挤压力随着压缩率的增大而增大。
图8 不同压缩率的载荷—位移曲线图
图9为卸载松管后PE管道不同压缩率的Mises应力云图。
可以看出,管道上最大应力发生在图中标注位置,即挤压耳部。
该位置也是压扁阻断后的PE管道最易发生失效破坏的位置,需要重点检测监测,避免事故发生。
表2总结了不同管壁压缩率下PE管道上的载荷最大值、应力最大值及卸载后的塑性应变最大值。
由表2可知,当管壁压缩率由10%提高到30%时,管道上的最大载荷、最大应力及最大塑性应变分别增加了113.8%、12.9%和10.3%。
图9 不同压缩率PE管道应力分布图
表2 压缩率影响分析表
2.3.3 挤压棒几何尺寸影响分析
为分析挤压棒几何尺寸对PE管道力学性能的影响,挤压棒半径分别为14mm、19mm和24mm,PE本构方程参数同表1。
建立有限元模型求解后,得到的压扁阻断全过程力—位移曲线如图10所示。
由图10可知,挤压力随着挤压棒半径的增大而增大。
然而,进一步分析有限元结果发现PE管道上最大Mises应力和塑性应变随着挤压棒半径的减小而增大(表3)。
究其原因,半径越小,挤压棒在PE管道上造成的应力集中越明显,对管道造成的损伤越大。
故压扁阻断作业中建议适当增大挤压棒尺寸,减小其对PE管道造成的损伤。
图10 不同挤压棒半径下的载荷—位移曲线图
表3 挤压棒几何尺寸分析参数表
2.3.4 摩擦系数影响分析
压扁阻断现场作业时,多是在户外进行,管道表面的杂质、颗粒等会对挤压棒与PE管道之间的摩擦力产生较大影响。
现考虑3种情况:
①是前文计算过的,摩擦系数为0.08,用以反映挤压棒与PE管道之间的正常摩擦;②是模拟压扁阻断作业现场,对挤压棒与PE管道表面适当清洁,去除砂石泥土并适当润滑,在ABAQUS有限元建模时,将此种情况下的摩擦系数设为0.04;③是模拟压扁阻断现场作业时,挤压棒与聚乙烯管道表面存在一些杂质,使得在压扁阻断过程中二者之间的摩擦有所增大,在ABAQUS有限元建模时,将此种情况下的摩擦系数设为0.20。
使用ABAQUS软件建立模型并求解分析,研究不同摩擦系数对压扁阻断过程以及PE管道力学性能的影响。
不同摩擦系数的载荷—位移曲线如图11所示,摩擦系数对载荷—位移曲线的影响主要体现在载荷最大值上。
摩擦系数从0.08降低为0.04,载荷最大值减小了5.6%;当摩擦系数从0.08增大到0.20,载荷最大值增大了9.6%。
值得注意的是,将摩擦系数为0.04和摩擦系数为0.20对比,后者的载荷最大值比前者增大了16.1%,数值上增加了5.4kN。
进一步采用有限元模型分析PE管道最大应力及塑性应变,结果如表4所示。
摩擦系数的增大会导致管道应力及塑性应变的增大。
这也意味着在实际施工过程中,若不清理挤压棒和PE管道表面,残留的杂质和泥沙会导致管道应力增加,产生额外损伤。
因此,建议在对PE管道进行压扁阻断维修、维护作业时,尽量清洁挤压棒和PE管道的表面,必要时可以加适量润滑剂,这样可以以更小的力达到预定的壁厚压缩率,有助于压扁阻断作业的顺利进行及管道安全运行。
图11 不同摩擦系数下的载荷—位移曲线图
表4 摩擦系数分析参数表
3 结论
1)压扁阻断会引起PE管道力学性能的衰退,在标准允许的最大壁厚压缩率30%下,PE管道的弹性模量和屈服应力分别降低为初始值的17%和72%,且力学性能的衰减主要集中在管道挤压耳朵位置。
2)PE管道上最大载荷、最大应力及最大塑性应变随挤压速度和压缩率的增大而增大;PE管道的最大载荷随着挤压棒尺寸的增大而增大,但最大应力和最大塑性应变随挤压棒尺寸的减小而增大。
3)PE管道和挤压棒之间越光滑(摩擦系数越小),管道上的最大载荷、最大应力及最大塑性应变越小。
 升级会员
升级会员 