涂装质量检验规范与记录.docx
《涂装质量检验规范与记录.docx》由会员分享,可在线阅读,更多相关《涂装质量检验规范与记录.docx(19页珍藏版)》请在冰豆网上搜索。
涂装质量检验规范与记录
涂装质量检验规范与记录
涂装质量检验规范与记录
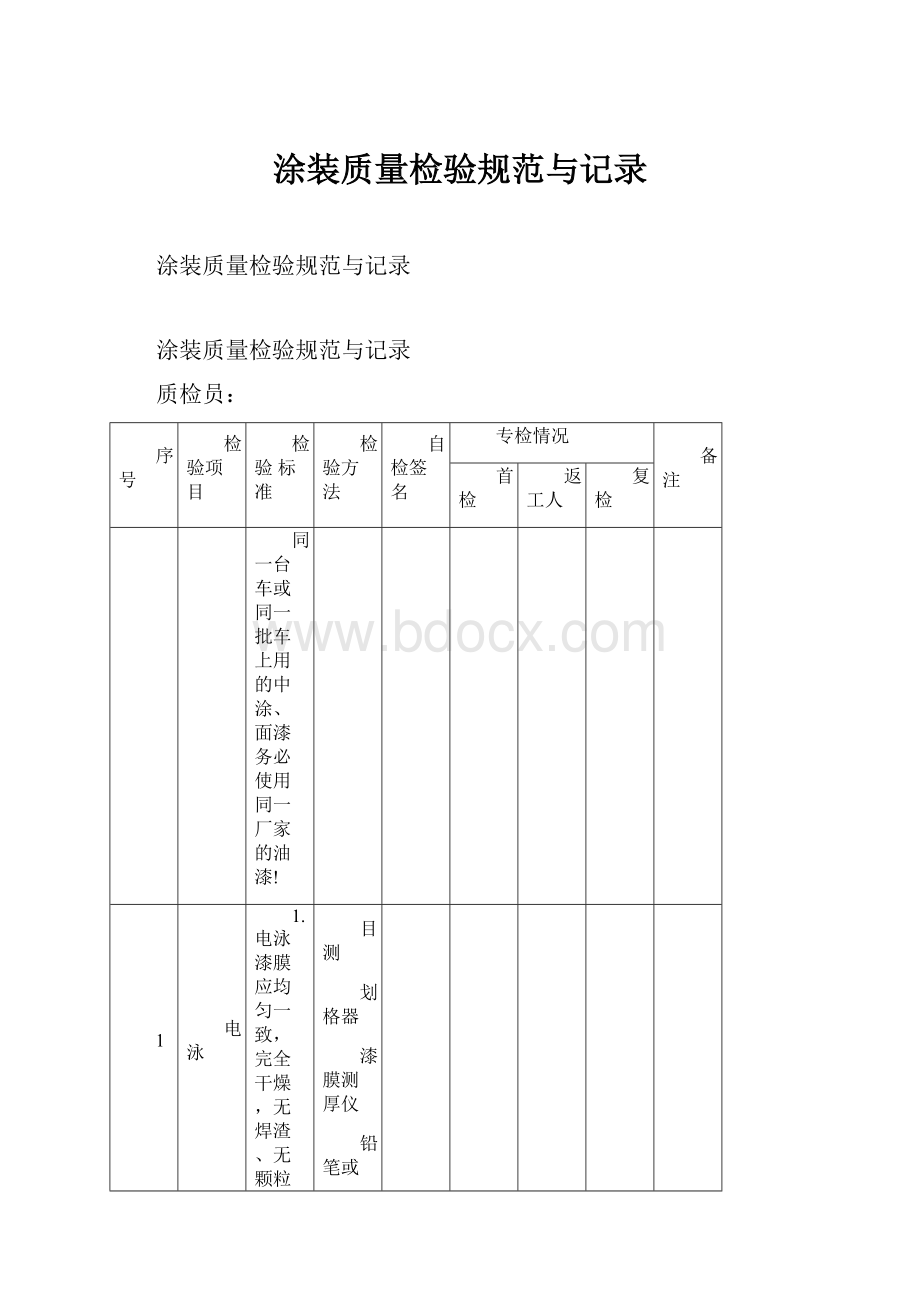
质检员:
序号
检验项目
检验标准
检验方法
自检签名
专检情况
备注
首检
返工人
复检
同一台车或同一批车上用的中涂、面漆务必使用同一厂家的油漆!
1
电泳
1.电泳漆膜应均匀一致,完全干燥,无焊渣、无颗粒、无流挂、无缩孔、无漏涂(车内后顶弧处除外)附着力0-1级,漆膜厚度25±5μm,内表面≥10μm,硬度≥H。
目测
划格器
漆膜测厚仪
铅笔或硬度计
2
发泡、
喷胶
1.发泡厚度20mm±5μm,空调车及寒冷地区车辆发泡厚度≤35mm,要求厚度均匀、平整,车内无发泡垃圾。
目测
钢板尺
2.车内喷涂的密封隔热胶,膜厚3-5㎜,与车体结合牢固,无起泡现象。
目测
3
原子灰刮涂及打磨
1.对焊缝进行刮涂原子灰,刮涂后表面平整,无明显凸凹不平,原子灰干燥后再进行整车原子灰刮涂。
目测
2.原子灰刮涂后表面平整,无明显凸凹不平,圆弧部位圆顺,无不到边现象,涂刮表面无飞膏,棱角无毛刺、无堆积。
目测
3.每道原子灰涂刮厚度不大于3㎜,并涂刮到位,前后保险杠接触部位、前后大灯装配部位原子灰涂刮厚度不大于1㎜,并平直、圆顺。
目测
4.涂刮表面经自然干燥或烘干后,无起泡无咬起现象,原子灰膜必须干燥后再进行打磨,以砂纸试磨,不粘砂纸为干燥。
目测
砂纸
涂装质量检验规范与记录
质检员:
序号
检验项目
检验标准
检验方法
自检签名
专检情况
备注
首检
返工人
复检
3
续
原子灰刮涂及打磨
5.车身平面用磨光机或手工打磨后,表面平整,光滑,不出现沟槽接口,大面无原子灰叠接痕迹,棱角平直无缺口。
目测
手感
6.车身前后围及圆弧部位平滑、圆顺、无手触凹坑和凸点。
目测、手感
7.车内及非主要表面打磨后平滑,圆顺,无死角。
目测
8.细批后车身主要表面无孔眼、孔痕、凹凸纹飞膏,非主要表面细批到位,光滑,无孔眼、孔痕及凹凸明显缺陷,无多余飞膏。
目测
9.细批水磨后,车身各处平整光滑,无孔痕,无凹凸纹及原子灰膏,不留细批痕迹。
目测
10.车内外无原子灰膏,无其它杂物。
目测
11.车身主要表面打磨后无连续皮肤孔,个别皮肤孔不大于1.5mm。
尺测
12.车体各部位无多余腻子膏,车内无杂物
目测
4
中涂
1.中涂喷涂前,车体各喷涂部位吹擦干净,以手试不粘灰为标准。
手测
2.喷中涂漆后,各喷涂表面漆膜均匀,无露底,无流挂,无缺漆,无水泡,中涂漆无咬底现象。
目测
3.中涂漆膜必须彻底干透,不粘砂纸再进行打磨。
砂纸试
4.补填眼灰打磨后各喷漆表面光滑,无针孔眼,无凹凸不平处,无可见砂纸纹、杂料、油污。
车身各喷涂面无起泡现象,无水迹。
目测
涂装质量检验规范与记录
质检员:
序号
检验项目
检验标准
检验方法
自检签名
专检情况
备注
首检
返工人
复检
5
面漆喷涂
1.面漆喷涂前,车身各喷涂面喷擦干净,无浮灰、无水迹、车内无杂物。
目测
2.喷涂面漆后,漆膜均匀、光滑平整、无流挂、无缩孔、无露底、无手感桔皮、无水泡、无可见颗粒、无针孔、飞漆、无手感砂纸纹、整体无色差、漆膜光亮、附着牢固。
目测
手感
3.车内不留杂物。
目测
6
分色、美化
1.各封纸部位封贴牢固,封贴线条平直、圆顺。
目测
2.喷涂部位干磨到位,无砂纸纹。
目测
3.分色漆面均匀,光滑平整,无流漆,无缩孔,无水泡,无露底,无可见颗粒,无针孔,无手感桔皮。
目测、手试
4.未分色漆面无杂漆,无粘胶。
目测
5.分色界面线条平直,弧度圆顺,无飞边、无飞雾、针孔、厚边,同种色漆无明显色差,分色漆面光亮,漆膜结合牢固。
目测
6.过渡分色,必须过渡自然。
目测
7.地板、后备仓、地角线、前后工作台、侧仓内面等喷刷部位,漆膜均匀,无明显颗粒,无砂纸纹、无流漆,无露底。
目测
8.同一批量车分色、花色一致,文字间距一致。
钢卷尺
9.车体各部位无杂物。
目测
7
整体检验
1.前、后围过渡圆顺,大顶无凹坑。
目测
2.侧围在光线下任何角度看不到明显波浪纹。
整车涂装烘烤过程记录
质检员:
工序
控制项目
参数记录
操作工
工序
控制项目
参数记录
操作工
面
漆
烘
烤
进车
烘干室
日期
时间
温度℃
中
涂
烘
烤
进车
烘干室
日期
时间
温度℃
升温时间(min)
升温时间(min)
恒温温度℃
恒温温度℃
恒温时间(min)
恒温时间段(min)
第()分钟温度℃
第()分钟温度℃
第()分钟温度℃
第()分钟温度℃
降温时间段(min)
降温时间段(min)
出车
时间
温度℃
出车
时间
温度℃
分
色
烘
烤
进车
烘干室
日期
时间
温度℃
升温时间段(min)
恒温温度℃
恒温时间段(min)
第()分钟温度℃
第()分钟温度℃
降温时间段(min)
出车
时间
温度℃
整车涂装参数检测记录
质检员:
检测项目
测量结果
使用仪器
操作工
备注
中涂黏度(S)
黏度计
面漆黏度(S)
黏度计
面漆漆膜光泽度(GS)
光泽度仪
说明:
黏度、漆膜光泽度每台车必检。
涂装质量问题汇总表
质检员:
序号
项目编号
问题描述
返修人
返修措施
复检
涂装车间工序产品验收流转卡
正本
工序产品编号:
该车经检验合格可以转入总装车间。
车间主任:
日期:
检验员:
日期:
该车经复检合格,可以接收。
车间主任:
日期:
检验员:
日期:
沿
此
线
剪
下
副
本
车
间
保
存
涂装车间工序产品验收流转卡
副本
工序产品编号:
整车颜色:
车身
机盖
尾翼
方向盘件
经检验该车合格,已转入总装车间。
检验员:
日期:
涂装车间工序产品验收流转卡
正本
工序产品编号:
该车经检验合格可以转入总装车间。
车间主任:
日期:
检验员:
日期:
该车经复检合格,可以接收。
车间主任:
日期:
检验员:
日期:
涂装车间工序产品验收流转卡
副本
工序产品编号:
经检验该车合格,已转入总装车间。
检验员:
日期:
涂装车间工序产品验收流转卡
副本
工序产品编号:
经检验该车合格,已转入总装车间。
检验员:
日期:
 升级会员
升级会员 