检具知识.docx
《检具知识.docx》由会员分享,可在线阅读,更多相关《检具知识.docx(22页珍藏版)》请在冰豆网上搜索。
检具知识
1.专用检具:
用来只检测产品某一特性或某几种特性的特制检具,这种检具称为专用检具.
2.☆定位系统由定位孔和定位面组成或者由两者的组合而成尖角(塞)尺,面差间隙尺
☆定位面通常由3点主定位面组成,其它为支撑功能或者称为:
辅助定位面尖尺间隙面差尺
☆定位孔应考虑:
定位销置入方式、定位关系、置入角度方式及各种定位销的统一规格
3.孔位检测方式及检测销直径的选择因公差不同而异
孔位的检测方式有以下四种:
☆圆柱销检,或称为插销检
☆划线销检,国外多家主机厂已经不用,而均采用上一种
☆1mm目视孔,国外多家主机厂已经不用,而均采用第一种
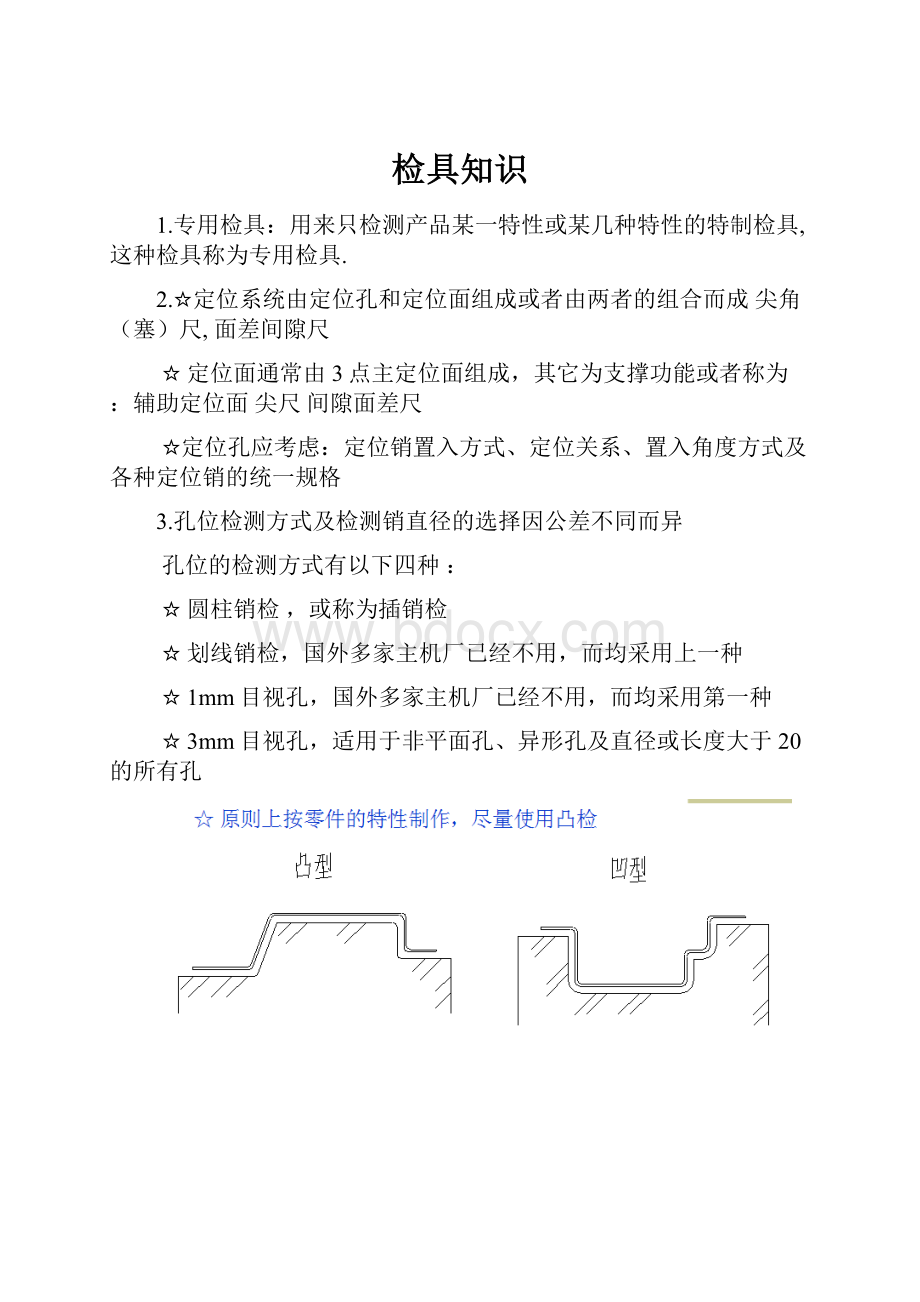
☆3mm目视孔,适用于非平面孔、异形孔及直径或长度大于20的所有孔
4.☆切齐(剪边)。
适用于轮廓精度要求较高的轮廓部分检测。
下图为轮廓检测推荐采用的方式
5.☆折线。
适用于存在翻边状况的轮廓检测(见下图)
6.型面的检测方式主要采用检具本体上设置3mm检测面来实现。
当无法在本体上实现时,通常采用活动样块或断面样板来实现
7.活动样块和断面样板的设置原则
☆I区型面和棱线检测必须采用断面样板,以检测其型面和棱线状况
☆拉延深度较深,区域较大的部分必须采用断面样板检测。
如侧围A、B柱内外板,前后纵梁等
☆无法检测的重要装配面、配合面、焊接面和定位面,必须增加断面样板检测。
如前挡板动力转向泵配合面、发罩内板铰链安装面等
☆其它型面较复杂、且检具本体无法检测的部位必须增加断面样板检测
☆重要匹配棱线及轮廓应增加活动样块检测
8.压紧机构的设置原则:
除定位需要,其它部分不设置相应的零件压紧机构或将压紧机构的压紧力控制的较小的范围内
9.销套目前通常有两种简洁型和防转型
10.☆检具本体采用可加工块状板材树脂材料或铸铝材料
☆定位销、圆柱销、划线销材料可采用45#钢,表层硬度HRC45~55
☆定位面(零贴面)和销套材料采用SK5或相当材料
☆断面样板材料采用铸铝(ZL401)、铝合金或铝板
11.基准面精度:
垂直度、平行度<0.05mm/1000mm,粗糙度<1.6;
零位支撑面精度:
±0.10mm;
1mm面精度:
±0.25mm;
零件形状测量面:
±0.20mm;
其它:
±0.25mm。
孔位精度:
定位孔:
位置度±0.08mm(每个孔必须测两个截面的点);
检测销孔:
位置度±0.12mm(每个孔必须测两个截面的点);
目视孔(压克力画线):
位置度±0.25mm。
(线条必须清晰、平顺,划线粗细应小于0.2mm,深度大于0.3mm)
轮廓精度:
外覆盖件:
±0.15mm;
内覆盖件:
±0.20mm;
画线轮廓:
±0.25mm。
(线条必须清晰、平顺,划线粗细应小于0.2mm,深度大于0.3mm)
样板精度:
±0.25mm。
定位销、检测销与销套配合精度选用H7/g6等级。
12.☆大型检具(主要包括:
四门两盖内外板、整体式侧围外板、顶盖、翼子板、前挡板、前底板及后底板等)骨架结构选择采用钢板(或铝合金板)
加槽钢结构,钢板有效厚度≥20mm(如下图)
☆中大型检具(主要包括:
前后纵梁、轮罩本体、竖板、各横梁、侧围内板各部件等)骨架结构选择采用钢板(或铝合金板)加双层方钢结构,方钢
规格50×50×3.5mm,钢板有效厚度≥10mm。
☆小型检具骨架结构选择可采用铸铝底座。
壁厚≥10mm车身小型冲压件检具主要由底板总成、检具体、断面样板、主副定位销和夹紧装置组成
13.专用检具的分类
1、极限塞规:
一般用于测量产品内孔直径或槽宽。
2、极限卡规:
一般用于测量产品的外径、壁厚等。
3、比较样板:
一般用于检测产品的角度、圆弧或曲线形状等产品特性。
4、跳动芯轴类:
一般用于检测产品相对中心孔的端面跳动、垂直度或同轴度类,要和其它辅具或表类量具结合才可使用。
5、端面距类:
用于检测产品的面与面的端面距离、槽深或孔径深度等产品尺寸,可单独使用,也可与表类量具结合使用。
6、位置度专用检具:
一般用于检测产品孔或轴销相对于某定位孔或中心孔的相对位置度要求。
7、综合位置度检具:
不但可以检验产品孔或轴的位置度要求,结合其它通用检具也可以检测端面距离,孔径深度、垂直度或对称度等产品特性。
8、对称度检具:
检测产品对称度要求的特性。
专用检具:
用来只检测产品某一特性或某几种特性的特制检具,这种检具称为专用检具
区别类型
通用检具
专用检具
数值的判别方法
通常是计量型得数,能够直接或间接的得出数据
通常是计数型,只能判断是否合格,但和通用量具结合使用可以得出相对数据.
检测效率
因有些操作复杂,占用时间较长,效率较低.
操作简便,效率较高
适用场所
一般适用于检测室
一般适用于生产现场
环境要求
一般对环境的要求较高
对环境要求较低
精度要求
测量精度较高
测量精度较低
互换性
可统一制造,通用性较强,一种检具可测不同尺寸或不同产品,检具与检具之间可以互换
单一制造,只能检测产品的某一特性,检具与检具之间不能互换
专用检具根据结构的复杂程度分类,可以分为以下几种:
1、便携式专用检具:
重量轻,操作方便,可以随身携带。
如塞规、比较样板、卡规等。
2、大型专用检具:
一般检测产品零件尺寸较大的检具,比较笨重,不易来回搬运。
14.专用检具材质的选用
☆产品测量、(定位)导向部位:
(因相互与产品接触,要求对运动阻力较小与耐磨性较好,所以对粗糙度要求较高,一般要求在Ra0.8um以下)
因检具的测量部位常于产品进行接触,容易造成磨损,所以采用硬度较高的材质,并且进行相应的热处理。
如T10A、Cr12等合金高碳钢或工具钢,
常用于塞规、定位销、导向销和测量销部专用检具部位。
☆支持或底板部位:
(支撑面部位:
支撑面也可作为定位平面,要求耐磨,所以粗糙度一般要求也在Ra0.8um以下。
)
对硬度的要求不是太高,但不易产生变形。
所以材质通常选用45#钢、合金钢等材料,并且表面通常要求热处理或做防锈处理。
☆装夹部位:
装夹只是起夹紧作用,但不能对产品造成压伤或磕碰等,所以采用材质较软或硬度要求不高的材料。
如铝、铜或硬质塑胶等材料。
☆手柄与底脚部位:
对材料要求不高,但为了减轻检具的重量,一般采用轻质材料。
如橡胶棒、铝棒等材质。
15.通止规(止通规)
16.卡规
17.比较样板(样板刀)实际上是一种检测规.
一般适用于检测产品的角度、倒角大小、曲线形状孔径位置等被测项目。
对于角度要求范围较宽时,可以设计上限样板和下限样板。
18.专用检具的组成:
一般专用位置度专用检具都是由以下几部份组成:
底板或支撑板:
起平面定位作用;
测量销:
起测量作用;
定位销:
起产品定位作用;
导向套:
测量销测量时导向作用;
装夹装置(压紧和固定):
起夹紧产品,在测量时应保证不会产生松动现象。
压紧器在使用时应注意以下事项:
(1).当零件需要夹紧时,压紧力应垂直作用于支承上,也就是说夹头要法向夹紧零件.
(2).夹紧力要调好,不能使零件产生变形.
(3).开启和闭合压紧在任何情况下都不能超出检具的容积.
(4).紧固件用定位销固定在支架上。
(防止撞坏)
19.检具的尺寸组成
定位尺寸:
如定位销直径、定位销位置;
导向尺寸:
是指测量销导向部位与导向套配合尺寸;
测量尺寸:
是指测量销与产品接触的外径尺寸;
20.位置度专用检具的定位方式:
相对于某一平面和某两点为基准的位置度定位方式一般采用一定位平面与两定位销进行定位。
相对于某一平面和中心孔为基准的位置度定位方式一般采用一定位平面与中心定位销进行定位,如呈环形矩陈的法兰盘安装孔位置度。
对于毛坯件平面的定位,可以采用三点支撑的方式进行定位。
对于用外圆柱为基准的,可以采用V型块加一平面和一定位孔销作为定位方式。
21.定位销定位大多数情况下可分为两种方式:
一种是固定式的定位销。
两个定位销一个是圆柱形的,一个是菱形的,菱形销最长对角边与另一定位销连线成垂直状态。
一种是可上下活动的定位销。
两个定位销一个是圆锥形的,一个是菱锥形的,菱锥形销最长对角边与另一定位销连线成垂直状态。
.22.、专用检具的管理
A.专用检具放置的地方:
放置的地方
不能把专用检具碰伤,例如,将塞规应
该放在塑料架或者木制的架子上。
B.专用检具放置的保养:
定期对专
用检具测量部位涂防锈油。
C.专用检具放置的鉴定:
对专用检
具用过一定时间(如半年)后,需对该
检具的尺寸进行鉴定,对不合格的必须
更换。
23汽车坐标系
.国产车原点一般设在前桥(前轴)平面中点。
车身坐标系是它是以汽车前轴中心或前保险杠中心最前面点为原点X方向指向车的尾部,Y向指向车的右侧,Z向指向车顶。
长度方向为X轴
宽度方向为Y轴
高度方向为Z轴
数模中的绝对坐标系一般就是车身坐标系
A检具检测基准有三种型式,面基准;孔基准和球基准。
面基准加工繁琐,且容易磕碰损坏;球基准,优点为建坐标系方便、精确,弊端为价格昂贵;
孔基准加工比较方便且容易保护(华青的检具大部分采用此种)
B.检测基准是否进行防护。
24.检具的精度要求
用于被测零件定位的基准位置公差不大于±0.10mm;
用于检测被测零件包括检验销/衬套和KPC等零件的位置公差不大于±0.15mm;
用于内部线条(塞片检验)表面轮廓特性的位置公差不大于±0.15mm;
用于边缘线条(塞片检验)表面轮廓特性的位置公差不于±0.20mm;
目测基准的公差不大于±0.50mm;
当某一产品特性偏离上述规范时可采用1/10准则。
检具及零件的功能表面粗糙度铝件不大于Ra1.6。
钢件不大于Ra0.8。
模拟块及测量表孔位装置等附件平动或转动应方便合理。
定位可靠,无晃动或窜动现象。
检具的通用公差
1)定位基准:
(支撑和定位销)的位置公差+/-0,10mm;
2)检具型面(包括检具上的型面检测样板)的位置公差+/-0,15mm:
3)轮廓:
零件轮廓公差为+/-0.2-0.25mm
4)检测基准:
为+/-0.05mm
这是冲压件的标准,对于塑料件,可采用此标准,但对隔音垫等棉基发泡类检具,可适当放大公差,这需要在后续的检具标准中讨论.
25.功能的定义:
指整车,零件,部件相对于它的接触界面必须保证满足的需求或限制.
在公差表里,每一项公差均对应一项功能.
主要功能种类有8种:
1)可装配性(Montabilite),代号为A.如01A02.
2)美学功能(Esthetique),代号为B.如12B01.
3)密封性(Etancheite),代号为C.如17C01.
4)可操作性(Fonctionnement),代号为D.
5)舒适性(Confort),代号为E.
6)行驶稳定性,代号为F.
7)控制,代号为G.
8)安全法规,代号为H.
26按照独立原则公差可分为尺寸公差和几何公差两类.其中:
1)尺寸公差又分为:
线性公差和角度公差;
2)几何公差又分为:
形状公差,定向公差,定位公差及跳动公差.前3种较为常用.
.27.目前大部分检具采用轮廓(面精度)3-5MM间隙检测,面差采用平齐(零位面)检测,对于公差要求高的零件,如公差在+/-0.2以下,用数显表检测,如用塞尺
检测,则误差较大.
28检具其它要求
.
(1).检具定位点,夹紧的标识
(2).检测基准值的标牌((坐标值)
(3).检测销的固定和标识
(4).检具的标牌
(5).检具的重量及搬运:
25kg以下的检具可采用把手搬运,大于25kg的检具应采用吊环或设置叉车通孔等具体在以后的检具技术标准中明确.
29.检具的作用:
A.为模具调试提供保障。
B.
30.型面上点的测量尽可能采用断面卡板测量,若用断面卡板测量困难,可采用活块结构用0-150mm卡尺进行深度测量
31.检具与零件是否有干涉;
32.检具各种标识是否清楚:
底座上的坐标网格线及坐标、定位孔标识、定位面标识、夹紧顺序标识、检测面上0基准3基准的标识、
检测点坐标标识。
检具附件是否齐全完好并带防丢失链、防丢盒。
检具上是否有无法测量的点
33.车身冲压件、分总成(由冲压件焊接而成)、车身骨架、各种内饰件等总称为车身覆盖件,覆盖件的制造质量对于整车质量,尤其是
轿车和各类客车的焊装生产及整车外观造型影响很大,所以对其质量的检测成为汽车生产厂必不可少的工作。
国内对于重要的小型
冲压件一般都采用专用的检测夹具(简称检具)作为主要的检测手段,以控制工序间的产品质量。
34.检具一般由底座、本体、定位元件、测量元件、夹紧装置等组成。
底座形式:
硬铝或钢板材(一般适应小检具),焊接件或铸件(适宜较大的检具同时必须去焊接应力和铸造应力),轻质材料(重量有特殊要求)。
底座上必须考虑安装垫块、测量基准、起吊装置(检具重量超过25Kg)等。
底座上表面需划坐标格线、刻坐标孔的坐标值。
检具本体:
指具有检测型面、用于固定定位元件的部件。
大型检具考虑到材料的成本及检具结构的紧凑、轻巧,采用焊接支架加本体结构。
某些检具
为了加工工艺方便,底座与本体是一个整体也是允许的。
定位元件:
包括:
定位贴块(零贴,止推块)、定位销等。
各定位元件应具有较高的精度、耐磨性、强度、和刚度。
测量元件:
检测销、断面样板、测量表架、滑动测台、EDC装置及辅助测量组件等
夹紧装置:
最常用的为快速夹头。
当然还有磁性夹紧、气动夹紧等。
35.检具的涂色标准:
(以东南汽车检具涂色标准为例,见右下图)
间隙面
其余表面
坐标线
0mm
1mm
3、5mm
6、8mm
颜色
白(或本体色)
红
黄
黑
蓝
红
备注
RAL3000
RAL1012
RAL5005
RAL3000
***检具的涂色标准因客户而异。
(注:
由于型面涂色层厚度不均会对型面的精度有一定影响,所以有些公司的检具的颜色按本体的本色,未在检测型面上涂色!
)
36.检具的定位方式:
定位基准设定必须满足六点定位原则:
(a)一面两销
(b)三定位面:
检具的定位基准一般按主基准(面基准)
副基准(线基准)、次基准(点基准)
区分。
主基准一般有三个定位点,分别
用A1、A2、A3表示;副基准一般为两
个定位点,分别用B1、B2表示;次基准
一般为一个定位点,用C表示(如右图)。
常用的定位元件有支承钉、定位块、定位销、V形块、心轴等等。
(注意:
产品的材料如果是软性材料(如PVC等),定位块的材料和硬
度可适当降低!
)
★常用定位方式:
A.面(边)定位
B.内孔定位
37.孔位置检测;(检测销、刻线目测、划线销等)
2.销位置检测;(检测内孔销、直角检测块、十字滑块+百分表、目测等)
3.轮廓面检测;(偏移面+尖角塞尺或卡尺或止通规、切齐面、样板、百分表等)
4.KPC点检测;(百分表、EDC等)
38.型面轮廓度的检测:
39.一般检具的精度:
定位面位置度±0.1mm;
定位销(孔)位置度±0.1mm;
形状测量面位置度±0.15mm;
外轮廓测量面位置度±0.2mm;
刻线测量位置度±0.2mm;
形状规及断面样板±0.25mm;
测量销(孔)位置度±0.15mm;
划线孔位置度±0.25mm;
轮廓划线位置度±0.3mm;
测量基准面平面度0.05/1000mm;
基准坐标孔位置±0.05mm;
***说明:
1.客户有特殊要求的,按客户要求;
2.精度特高的按产品精度的1/5~1/10;
3.CMM(三坐标)测量检具时,一般需要设计人员提供检测示意图
 升级会员
升级会员 