CA6140车床84002号零件机械加工工艺过程卡片.docx
《CA6140车床84002号零件机械加工工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《CA6140车床84002号零件机械加工工艺过程卡片.docx(25页珍藏版)》请在冰豆网上搜索。
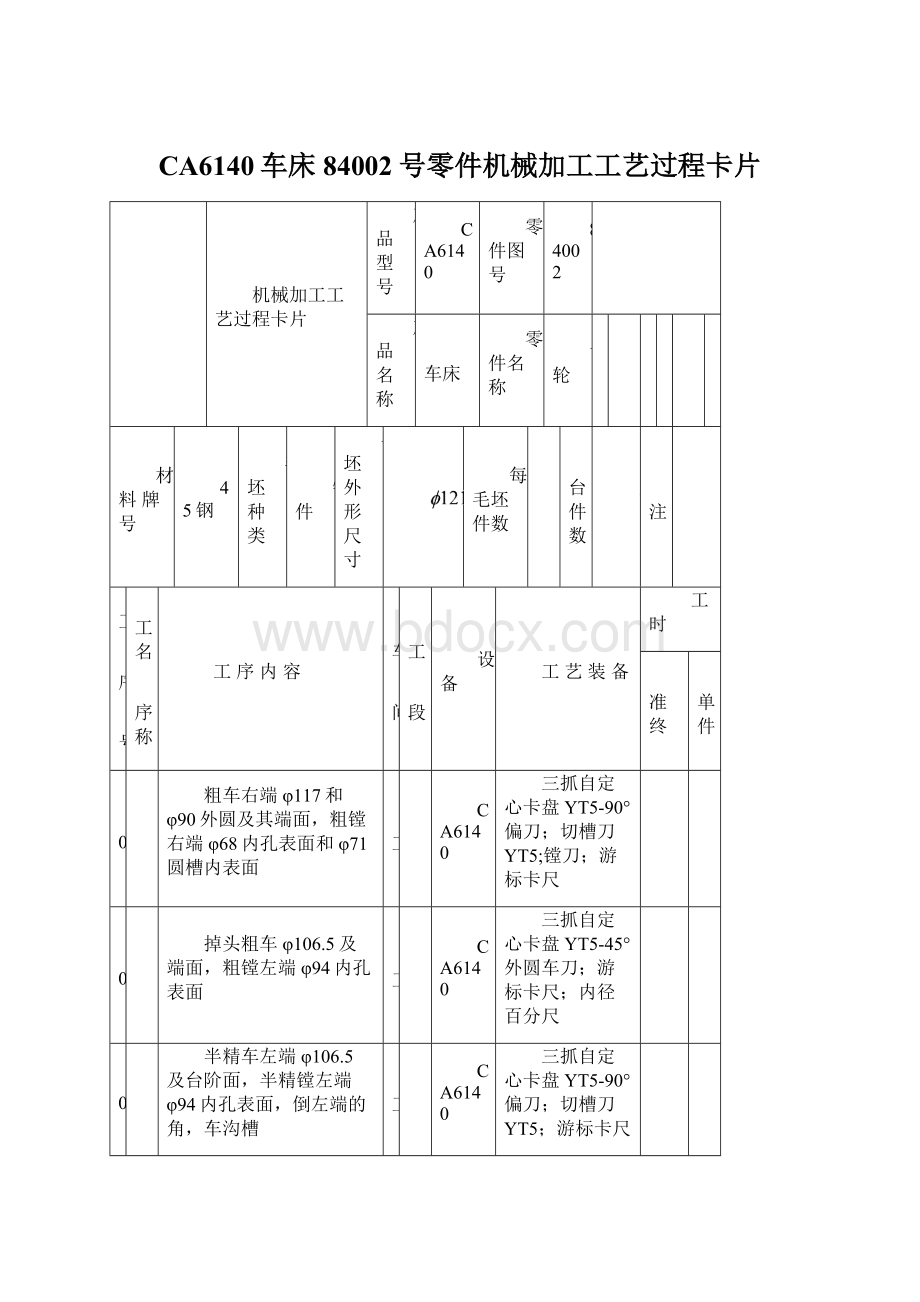
CA6140车床84002号零件机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
CA6140
零件图号
84002
产品名称
车床
零件名称
齿轮
共
1
页
第
1
页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
车
粗车右端φ117和φ90外圆及其端面,粗镗右端φ68内孔表面和φ71圆槽内表面
金工
CA6140
三抓自定心卡盘YT5-90°偏刀;切槽刀YT5;镗刀;游标卡尺
20
车
掉头粗车φ106.5及端面,粗镗左端φ94内孔表面
金工
CA6140
三抓自定心卡盘YT5-45°外圆车刀;游标卡尺;内径百分尺
30
车
半精车左端φ106.5及台阶面,半精镗左端φ94内孔表面,倒左端的角,车沟槽
金工
CA6140
三抓自定心卡盘YT5-90°偏刀;切槽刀YT5;游标卡尺
40
车
掉头半精车右端φ117和φ90外圆及端面,半精镗右端φ68内孔表面和φ71圆槽内表面,倒右端的角
金工
CA6140
三抓自定心卡盘YT5-90°偏刀;切槽刀YT5;镗刀;游标卡尺
50
滚齿
以A端面及φ68k7内孔定位并加紧,滚齿
金工
Y3150型滚齿机
芯轴;齿轮滚刀;公法线百分表
60
铣槽
铣21X21mm4槽
金工
X62W卧式铣床
专用夹具;高速钢粗铣刀;游标卡尺
70
车
精镗φ68内孔表面
金工
CA6140
圆柱塞规
80
钻
钻4Xφ5孔,锪沉头孔
金工
Z525立式钻床
专用夹具;锪钻
90
热处理
齿部热处理G52
100
淬火
槽内侧G48,淬硬2mm
110
去毛刺
钳工去毛刺
钳工
120
检验入库
按图纸要求检验各部尺寸及技术要求,清洗,加工表面涂防锈油
YT5镗刀
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.01
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
第
1
页
车间
工序号
工序名称
材料牌号
金工
10
车
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
12168
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
715
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车外圆φ117mm,保持118.5mm
三转自定心卡盘,YT5-90°偏刀,游标卡尺
130
45.5
0.6
1.25
1
25
120
02
粗车外圆φ90mm,保持91.5mm
130
37.35
0.6
1.25
1
15.4
120
03
车右端面(A)
130
45.5
0.52
1.3
1
22
120
04
粗镗φ68mm孔内表面,保持尺寸70mm,33mm
三抓自定心卡盘,YT5-90°偏刀,YT-镗刀,游标卡尺
370
28
0.2
1.5
1
35
120
05
粗镗φ71圆槽内表面,保持尺寸71.5mm,2.65mm
三转自定心卡盘,YT5-90°偏刀,切槽刀,游标卡尺
120
37.2
0.52
1
1.3
18
120
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
第
2
页
车间
工序号
工序名称
材料牌号
金工
20
车
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
12168
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
470
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车φ106.5mm,保持尺寸108mm
三抓自定心卡盘,YT5-45°外圆车刀,游标卡尺
120
41.4
0.65
1.75
1
25
120
02
粗车B端面,保持尺寸65mm
120
41.4
0.52
1
16
120
03
粗镗φ94内孔表面,保持尺寸94mm
三抓自定心卡盘,YT5-45°外圆车刀,游标卡尺,内径百分尺
250
67.8
0.2
1
1
69
120
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
第
3
页
车间
工序号
工序名称
材料牌号
金工
30
车
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
12168
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
651
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
半精车φ106.5mm到图纸要求
三抓自定心卡盘,YT30-90°偏刀,游标卡尺
1200
90
0.2
0.75
1
20
120
02
半精镗φ94内孔表面,到图纸要求mm
1200
100
0.1
1.25
60
10
120
03
倒B端面外圆的角
1200
37.4
0.52
1
1
5
120
04
车台阶面,保持尺寸31mm
120
37.4
0.52
1.7
1
8
120
05
车沟槽,保持尺寸及51.5mm
三抓自定心卡盘,游标卡尺,切槽刀
120
37.4
0.52
1.7
1
8
120
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
第
4
页
车间
工序号
工序名称
材料牌号
金工
40
车
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
121X68
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
840
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
半精车φ117mm外圆,到图纸要求117mm
三抓自定心卡盘YT30-90°偏刀游标卡尺,切槽刀,YT5镗刀
1000
36.7
0.6
0.75
2
15
120
02
半精车φ90外圆,到图纸要求90mm
1000
36.7
0.6
1.25
1
20
120
03
办进场A端面,到图纸要求
三抓自定心卡盘,YT30-90°偏刀,游标卡尺
130
45.5
0.52
1.3
1
20
120
04
半精镗φ68mm内孔,保证尺寸69mm,33mm
三抓自定心卡盘YT30-90°偏刀,游标卡尺,切槽刀,YT-镗刀
370
28
0.2
1.5
1
40
120
05
半精镗φ71mm圆槽内表面,到图纸要求71mm
120
37.2
0.52
1
1.3
20
120
06
倒右端A面的角
三爪自定心卡盘YT30-镗刀
130
45.5
0.6
1.25
1
5
120
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
 升级会员
升级会员 